
 Accueil
Accueil Connexion
Connexion S'enregistrer
S'enregistrerBarrette du 1873, une façon de faire
2 participants
Page 1 sur 1

Barrette du 1873, une façon de faire
Invité Jeu 27 Déc 2012, 16:54
Bonsoir
Le sujet n'est pas original, voici comment je l'ai traité à l'époque, tout nouveau venu dans ce domaine.
Après avoir acquis un barillet de tir – qui n’a d’ailleurs été utilisable qu’au prix de sérieuses retouches des encoches- j’ai été amené à usiner une nouvelle barrette afin de ne pas avoir à retoucher la pièce d’origine dûment numérotée.
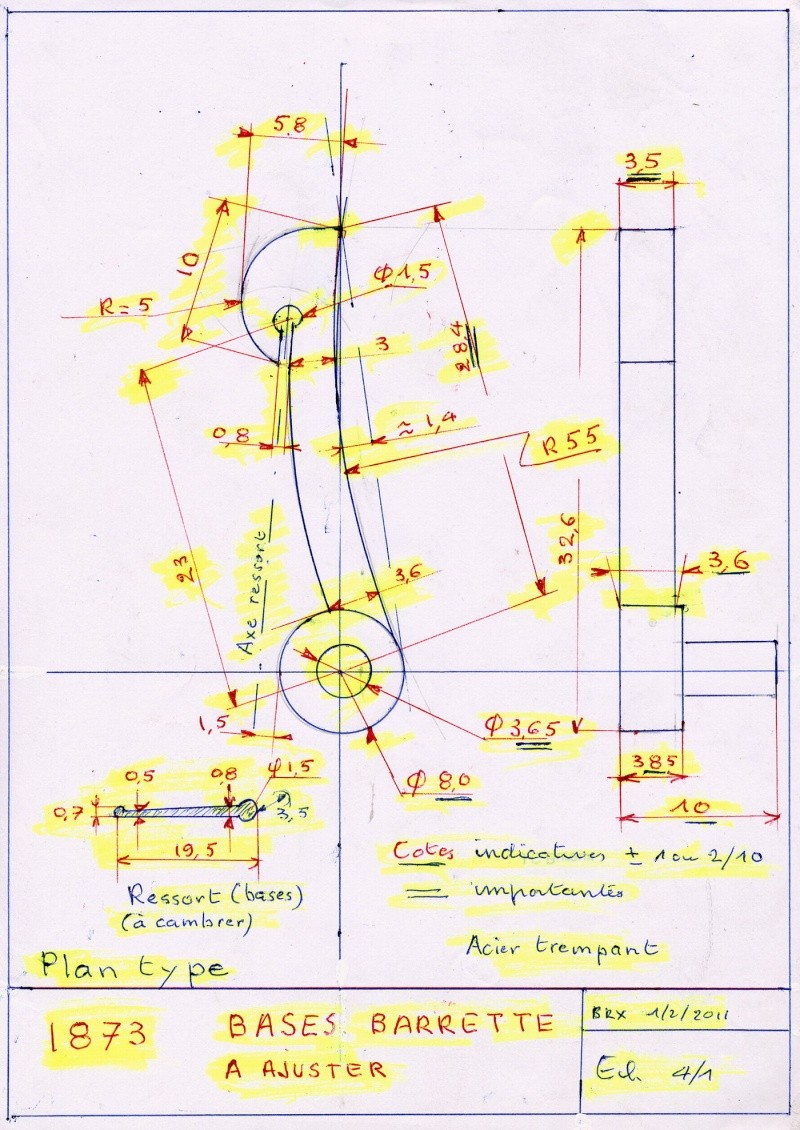
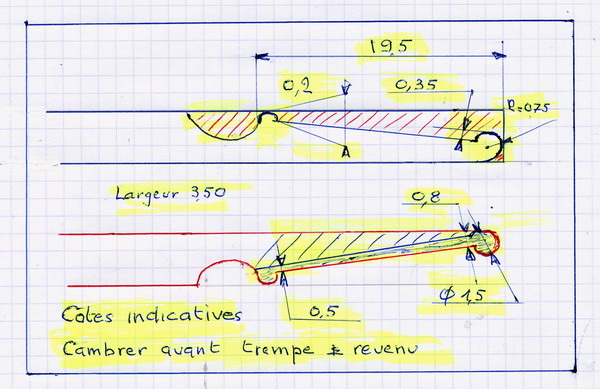
La première chose faite fut de relever les cotes du modèle et j’en ai tiré le croquis qui suit ;
Attention, compte tenu des variations d’un 73 à un autre, il ne faut pas rechercher le 1/100 mm
En ce qui concerne l’usinage, il y avait deux méthodes :
La manuelle intégrale
La combinaison usinage machines/ajustage.
Pour ceux que cela tenterait voici comment je vois la gamme de fabrication manuelle ; elle nécessite un minimum de connaissances en ajustage et de bons outils :limes, pied à coulisse et palmer ; Avec de la patience, une barrette monobloc est parfaitement réalisable.

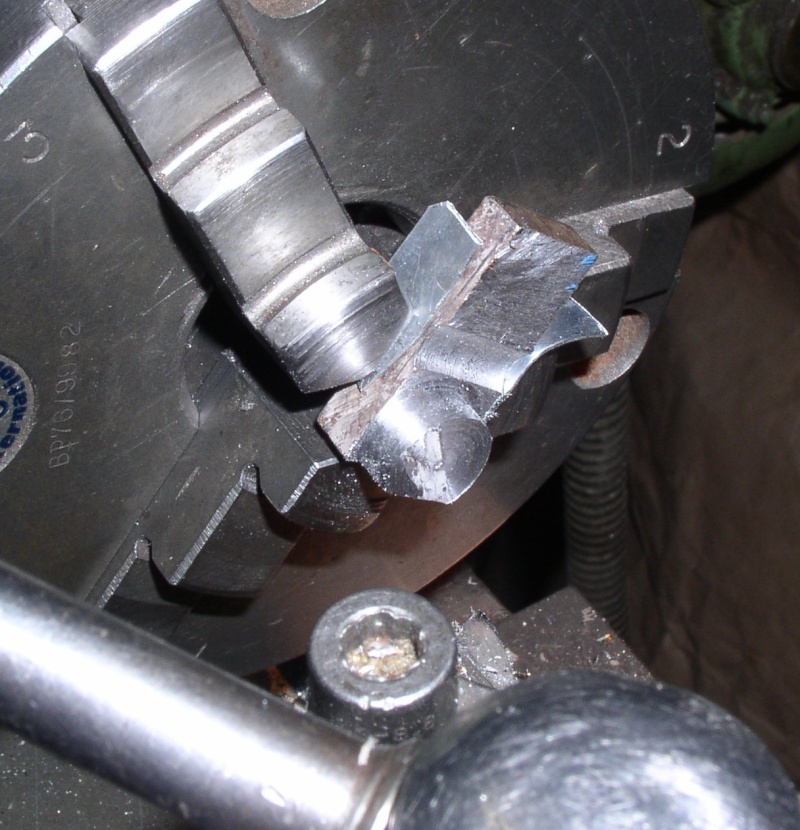
Disposant d’un tour, j’ai retenu l’usinage « machine » à partir d’un petit bloc d’acier trempant.
Comme indiqué, je l’ai placé dans le mandrin (en décalant les mâchoires) et ai ainsi usiné –sans démontage- le tourillon, son embase et la face intérieure de la pièce.
Aucune difficulté pour ce travail, un peu de patience encore car il faut faire du copeau pour tailler le tourillon dans la masse.
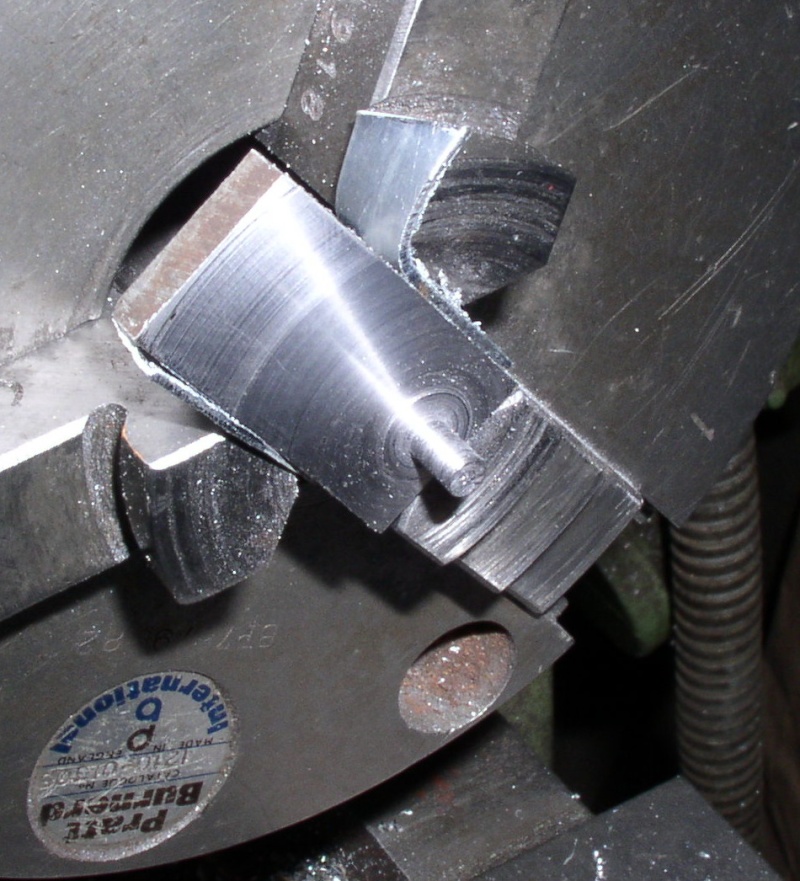
Il était possible de fraiser l’autre face pour la mettre à épaisseur mais compte tenu des faibles dimensions, l’ajustage à la lime n’a pas pris grand temps .

Il fallait à présent tracer la forme extérieure et détourer la pièce. Comme j’avais de bonnes raisons de penser que j’aurai plusieurs barrettes à faire, j’ai créé un calibre en tôle mince. me donnant les deux profils et un guide de limage : une coupe de Stubs de 8 mm trempé et percé au diamètre du tourillon. On lime en s’appuyant sur le guide.
Avec ces aides aucun problème pour réaliser le rayon en partie basse ainsi que le profil extérieur..


Les opérations suivantes sont le tracé du logement du ressort avec perçage en fond d’entaille et sciage avec une lame amincie, le tout à l’étau.
Finalement, après vérification de l’ajustement dans la carcasse, un dernier polissage.
En ce qui concerne les ressorts, je les lime dans de la tôle bleue, en deux temps selon la méthode indiquée sur le croquis car c’est une toute petite pièce difficile à maintenir pendant qu’on l’usine.
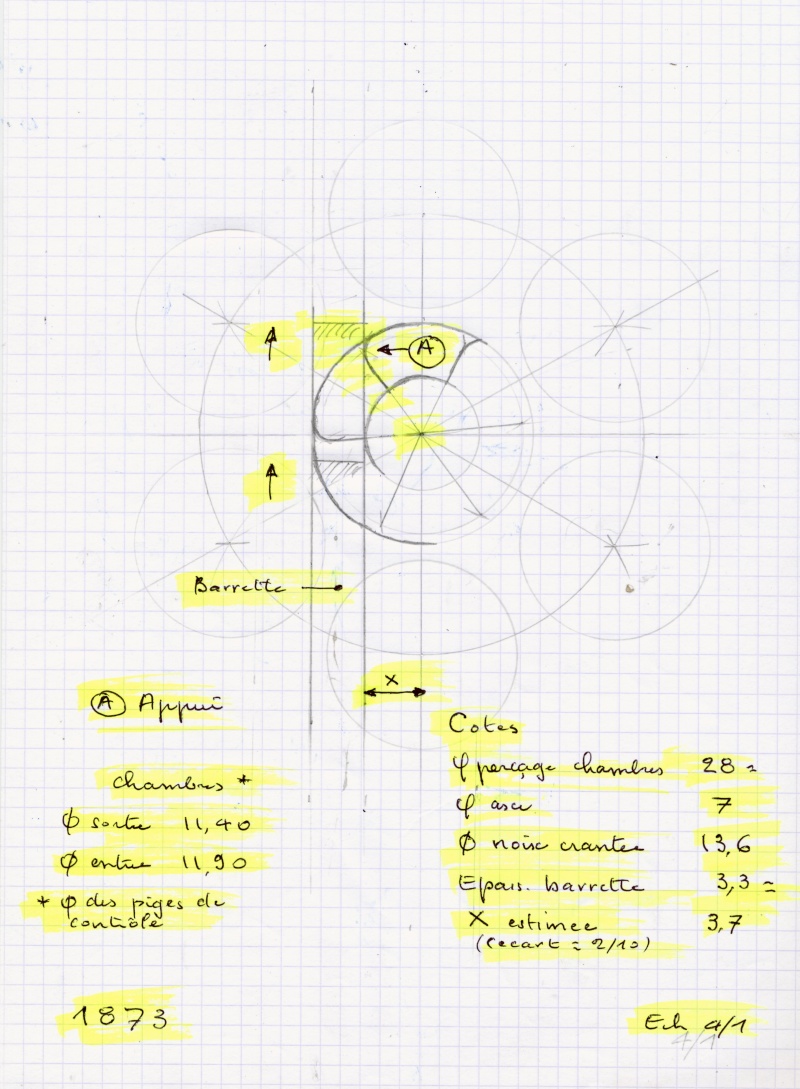
Il reste à présent l’ajustage dans l’arme avec contrôle de l’alignement chambres/canon, c’est un autre aspect du sujet barrette ; comme chacun sait celle-ci doit, en fin de course, bloquer le retour barillet par appui sur la crémaillère alors que la came sur détente est engagée dans une encoche .
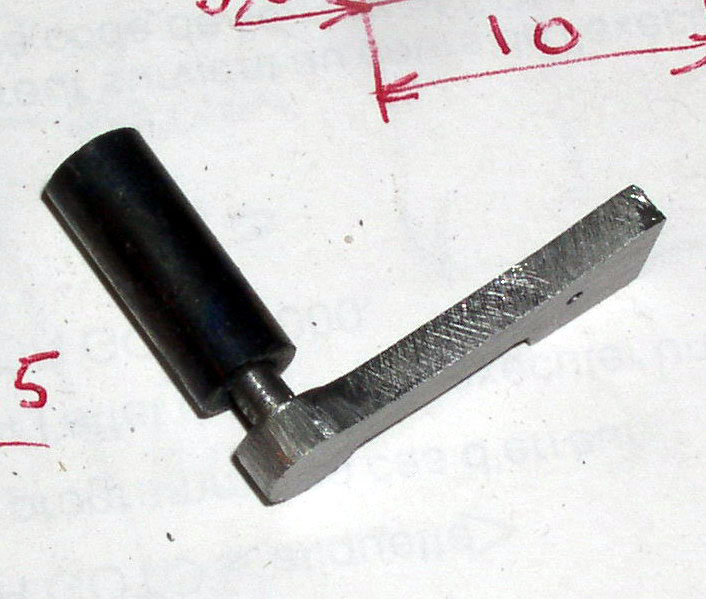
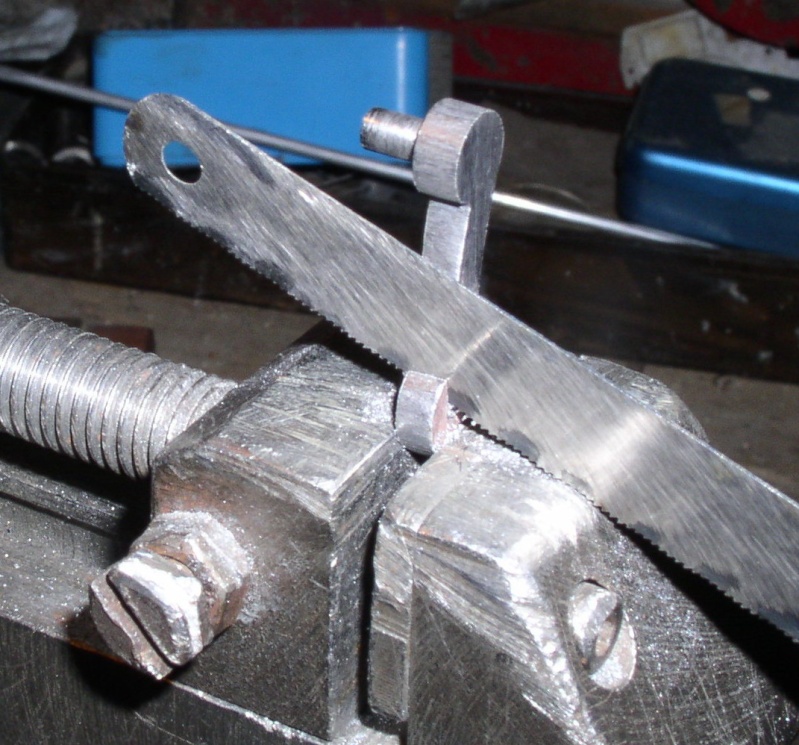
Finalement la première barrette que j’ai usinée et qui fonctionne

Le sujet n'est pas original, voici comment je l'ai traité à l'époque, tout nouveau venu dans ce domaine.
Après avoir acquis un barillet de tir – qui n’a d’ailleurs été utilisable qu’au prix de sérieuses retouches des encoches- j’ai été amené à usiner une nouvelle barrette afin de ne pas avoir à retoucher la pièce d’origine dûment numérotée.
La première chose faite fut de relever les cotes du modèle et j’en ai tiré le croquis qui suit ;
Attention, compte tenu des variations d’un 73 à un autre, il ne faut pas rechercher le 1/100 mm
En ce qui concerne l’usinage, il y avait deux méthodes :
La manuelle intégrale
La combinaison usinage machines/ajustage.
Pour ceux que cela tenterait voici comment je vois la gamme de fabrication manuelle ; elle nécessite un minimum de connaissances en ajustage et de bons outils :limes, pied à coulisse et palmer ; Avec de la patience, une barrette monobloc est parfaitement réalisable.
Disposant d’un tour, j’ai retenu l’usinage « machine » à partir d’un petit bloc d’acier trempant.
Comme indiqué, je l’ai placé dans le mandrin (en décalant les mâchoires) et ai ainsi usiné –sans démontage- le tourillon, son embase et la face intérieure de la pièce.
Aucune difficulté pour ce travail, un peu de patience encore car il faut faire du copeau pour tailler le tourillon dans la masse.
Il était possible de fraiser l’autre face pour la mettre à épaisseur mais compte tenu des faibles dimensions, l’ajustage à la lime n’a pas pris grand temps .
Il fallait à présent tracer la forme extérieure et détourer la pièce. Comme j’avais de bonnes raisons de penser que j’aurai plusieurs barrettes à faire, j’ai créé un calibre en tôle mince. me donnant les deux profils et un guide de limage : une coupe de Stubs de 8 mm trempé et percé au diamètre du tourillon. On lime en s’appuyant sur le guide.
Avec ces aides aucun problème pour réaliser le rayon en partie basse ainsi que le profil extérieur..
Les opérations suivantes sont le tracé du logement du ressort avec perçage en fond d’entaille et sciage avec une lame amincie, le tout à l’étau.
Finalement, après vérification de l’ajustement dans la carcasse, un dernier polissage.
En ce qui concerne les ressorts, je les lime dans de la tôle bleue, en deux temps selon la méthode indiquée sur le croquis car c’est une toute petite pièce difficile à maintenir pendant qu’on l’usine.
Il reste à présent l’ajustage dans l’arme avec contrôle de l’alignement chambres/canon, c’est un autre aspect du sujet barrette ; comme chacun sait celle-ci doit, en fin de course, bloquer le retour barillet par appui sur la crémaillère alors que la came sur détente est engagée dans une encoche .
Finalement la première barrette que j’ai usinée et qui fonctionne

Invité- Invité
Re: Barrette du 1873, une façon de faire
volontaire 1870 Ven 28 Déc 2012, 09:56
Joli travail, pas à la portée de tout le monde... mais une superbe présentation qui laisse rêveur le bricoleur de coin d'établi que je suis! 


volontaire 1870- Pilier du forum

- Nombre de messages : 1997
Age : 60
Localisation : Manche (50)
Date d'inscription : 31/12/2008
Re: Barrette du 1873, une façon de faire
Winchester 1866 Ven 28 Déc 2012, 10:17
Salut BRX
Bravo pour ta réalisation voila un travail comme je les aimes.
voila un travail comme je les aimes.
Pour la lame ressort, je prèfère travailler dans l'épaisseur de la tole d'acier pour 'respecter' le sens du laminage, mais je ne suis pas certain que le résultat puisse être meilleur.
En tout cas c'est un super travail manuel.

Dan
Bravo pour ta réalisation
Pour la lame ressort, je prèfère travailler dans l'épaisseur de la tole d'acier pour 'respecter' le sens du laminage, mais je ne suis pas certain que le résultat puisse être meilleur.
En tout cas c'est un super travail manuel.
Dan
Si c'est possible,c'est déjà fait. Si c'est impossible ça se fera
Mon Forum : Armes du Paléolithique au XIXème Siècle ---> http://prehistoire-xixeme.forumactif.org/

Winchester 1866- Pilier du forum
- Nombre de messages : 1213
Age : 76
Localisation : Ile de France
Date d'inscription : 20/11/2012
» 1873 Une ennième façon de sièger les balles
» barrette de crosse "courte"
» La petite Famille 1873 ; 1873 Marine et 1874
» G 98 1916 "court"
» Erma M1 para-trooper
» barrette de crosse "courte"
» La petite Famille 1873 ; 1873 Marine et 1874
» G 98 1916 "court"
» Erma M1 para-trooper
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum