
 Accueil
Accueil Connexion
Connexion S'enregistrer
S'enregistrerUn autre Snider, belge ?
+3
volontaire 1870
lolo577
Verchère
7 participants
TIR et COLLECTION Armes Règlementaires :: Armes règlementaires à poudre noire :: Armes à poudre noire à cartouches
Page 2 sur 2
Page 2 sur 2 •  1, 2
1, 2
Avancement de la rénovation
Verchère Ven 11 Sep 2015, 04:57
Chose promite, chose dute... Ayant profité d'informations obtenues sur TCAR, le minimum est de rendre compte du résultat.
Toutefois, l'arme n'étant pas réglementaire et sans doute même pas standardisée, il me semble peu utile de publier les dessins cotés des diverses pièces ; à moins de demandes explicites.
J'ai commencé dès réception des infos, il y a presque 2 ans ; à l'époque, les premiers éléments différaient beaucoup de mes travaux habituels, et cédant à la facilité je les ai réalisés "à la bricolo".
Les 3 longues vis (platine et culasse) s'adaptent à des pièces à refaire. J'ai donc choisi un filetage usuel 5 x 0.8 (proche de celui observé sur une copie de Springfield 1864), soudant simplement des tronçons déjà filetés sur des têtes tournées à des cotes extrapolées de celles fournies par Lolo577 (proportionnées aux lamages devant les recevoir, et qui subsistaient), avec fentes à la scie à métaux terminées à la lime fine. C'est pas parfait, mais va assez bien avec le reste.

Même bidouille pour le percuteur, dont il restait une partie et le ressort (à G sur la photo) : sur une tige Ø 4 simplement usinée à la pointe, une bague formant l'appui du ressort est soudée à l'étain. Avec les surfaces pré-étamées et un trou dans la bague pour rentrer la soudure, ça devrait tenir ! Auparavant, le "clou" en acier doux avait été cémenté au cyanure sur les deux bouts.
N'ayant aucune idée de la nuance nécessaire ni de la saillie optimale, j'ai ai fait deux... Et recommencerai si besoin, mais alors d'une seule pièce, en lunette à suivre, et en acier trempé comme les percuteurs de Gras (selon l'instr. de 1884 qu'à l'époque je ne connaissais pas).
Idem pour le petit poussoir d'encliquetage du bloc (c'est un 1er type, sans verrou), qui était usé (original au dessus à droite). L'écrou était encore bon, le ressort HS vite remplacé, et le poussoir refait un peu plus long : une simple tige pourvue d'une bague rajoutée (cette fois brasée à l'argent, le peu de longueur de soudure imposant du costaud). Le trou dans le bloc a été un peu ravivé, et le poussoir s'est recuit pendant la soudure : si ça doit s'user, mieux vaut que ce soit le poussoir (facile à refaire) que le bloc. Ça marche ! Tout au moins, le bloc ne s'ouvre plus tout seul quand on secoue l'engin...
La suite est tout de même un peu plus sérieuse, car pour ces pièces il m'avait semblé que les bidouillages ne seraient pas satisfaisants, et qu'il fallait travailler de façon cachère (càd dans les règles du lard).
La jolie (et un peu ridicule) petite vis d'arrêt de l'axe de bloc, tournée "en l'air", en porte à faux devant le mandrin. Sur un tour qui ne dépasse pas 330 t/mn un si petit Ø est scabreux, mais la douceur fait des miracles. Le taraudage du boîtier acceptant un filetage usuel, ce fut fait à la filière ; quand à la tête bombée, ébauche à main levée sur l'étau et fintion "à la pakistanaise" (devant la meule, la vis prise dans le mandrin d'une visseuse).

La fausse cheminée, je l'ai faite en triple exemplaire car je ne connaissais pas la dureté nécessaire : l'un trempé à l'eau, l'autre à l'huile, le dernier laissé brut, en réserve. Usinage des 3 pièces d'un coup, dans un petit barreau foré tout du long puis monté entre pointes pour assurer que le trou soit aligné. Pour la suite rien de spécial, sauf le dispositif utilisé à la fin pour tailler le carré : la cheminée déjà filetée est vissée dans un bloc portant 4 piges de Ø identique au carré prévu, plantées dans des trous soigneusement tracés à 90°. Des rondelles empilées à la base des tiges définissent l'épaisseur de la partie non équarrie, et avec les tiges elles limitent l'action de la lime : sans démonter quoique ce soit (donc sans erreurs d'indexation) on peut limer les 4 faces d'un carré parfait. Tout au plus faut-il tourner ou remplacer les tiges quand elles sont un peu rongées, mais vu leur surface de contact elles résistent un moment. Le taraudage du bloc étant un peu farfelu, je m'étais permis de le repasser en métrique moderne ; l'acier est d'ailleurs assez dur...
Voilà maintenant un bloc qui clique bien, dont les "gnons" ont été adoucis, dont la prise a été re-quadrillée (un peu agressivement, je l'avoue), et qui est pourvu d'un percuteur jouant bien. L'arme est maintenant en état de tir ! (avec un marteau dans l'autre main, tout comme pour le silex on prend une cigarette).
Mais pour rester dans la modernité, il vaudrait mieux une platine actionnée par une détente...
La pièce de détente, d'un seul bloc à la scie et à la lime, la fente amorcée en contre-perçage (pas mal de petit burin aussi, bien plus rapide que la lime, dans les fentes). Ce fut très, très long ; des heures et des heures ! D'autant que je m'étais imposé d'ajuster le métal dans le logement existant, sans la moindre retouche au bois... Vu l'état de la crosse je compte sur cette pièce pour garantir la rigidité, en serrant fortement la vis de queue de culasse : il faut donc qu'elle plaque parfaitement partout, sans boîter.
Pour la détente elle-même, essai de fabrication d'une seule pièce : satisfaisant. La palette est obtenue en frappant avec une barre ronde la tranche d'une tôle chauffée au chalumeau, et maintenue entre deux plaques entaillées d'un arrondi. Ces plaques étant séparées par une entretoise faisant aussi butée basse, la tôle est libre et peut être sortie pour réchauffage. Restait à tailler dans l'ébauche le drapeau, et à fignoler la palette. N'ayant fait qu'un seul essai, il me fallut échancrer le drapeau pour le faufiler dans la pièce de détente, et une fois bien polie la palette s'avère un peu grêle ; si en définitive ça choque, il faudra y revenir...

La platine... n'en est encore qu'à sa plaque, soigneusement ajustée dans le logement existant (toujours l'interdiction de toucher au bois). Le logement de platine portant au fond une empreinte de l'axe du chien, et des fraisages localisés pour la bride de noix, cela définit assez précisément le positionnement des pièces de platine.
Pièces sur lesquelles j'ai déjà quelques idées, mais c'est pour plus tard ; je ne manquerai d'ailleurs pas de vous bassiner à ce sujet, quand j'y serai.
La crosse était sévèrement endommagée, presque entièrement brisée au niveau de la platine, avec un bon éclat manquant entre platine et boîte de culasse. D'abord dégraissage maximal des fentes, ajustage d'attelles pour rigidifier l'ensemble en ligne, et collage à l'Araldite de toutes les fissures, avec des serre-joints pour tout bien plaquer (les autres collages sont à la colle à bois normale). Une fois dur et arasé, là où c'était possible perçages perpendiculaires aux fentes pour y coller des chevilles transversales en noyer.
Reprise des surfaces de jonction de l'éclat manquant, pour y encastrer un morceau de noyer de forme ébauchée ; faute de place (et d'habileté) pour tailler des queues d'aronde, c'est surtout collé et assuré par des chevilles croisées. Celles-ci étant limitées à la section d'une allumette, j'ai préféré le hêtre, plus résistant (des cure-dents). La résistance d'assemblage a été éprouvée par la finition en place de la pièce rapportée : logements de boîte de culasse et de platine (en regard de l'éclat manquant, celle-ci avait été tracée arbitrairement, dans le style "platine à capsule d'origine"). Sur l'avant de la platine, au raccord de la pièce subsiste une dépression en gouttière : l'arme avait été beaucoup manipulée depuis la cassure, dont le bord s'était fortement usé (voire poncé). Pour qu'il soit robuste, un comblement complet aurait nécessité d'enlever pas mal de bois d'origine ; j'ai donc préféré laisser une rigole, quitte à la boucher ultérieurement par une petite pièce indépendante sans fonction mécanique, comme on voit souvent sur les Berthier.
Grâce à ces réparations la crosse était redevenue rigide et alignée, mais le montage de l'ensemble canon-culasse restait boîteux : il y aurait peut-être ici la preuve d'une fabrication par modification d'une arme à percussion, car si le logement du canon est très correctement creusé (et poinçonné), celui du mécanisme Snider semble avoir été taillé à l'aide d'un coin de bûcheron. Le jeu sous le mécanisme et la queue de culasse était tel que le serrage de la vis de culasse faisait tout cintrer et vriller...

Aux grands maux les grands remèdes : d'abord décapage du bois pour virer l'ignoble vernis gluant qui le recouvrait, et fut conservé durant le début des travaux, en protection. A la soude caustique, rincée à grande eau (j'en ai profité pour passer la vapeur : relèvement des enfoncements qui le voulaient bien, et ponçage fin). Puis recherche du serrage optimal de la queue de culasse, celui où tout tombe bien en place, et "bedding" sous le mécanisme et la queue de culasse (préalablement enveloppés d'un mince film plastique), en serrant jusqu'au point optimal ci-dessus. Durant le séchage, il faut démouler / renmouler plusieurs fois tant que c'est encore souple, pour éviter que ça bloque. Si la technique du bedding est peu élégante, j'ai limité l'ignominie en utilisant une pâte maison, mélange de colle à bois et de sciure grossière.
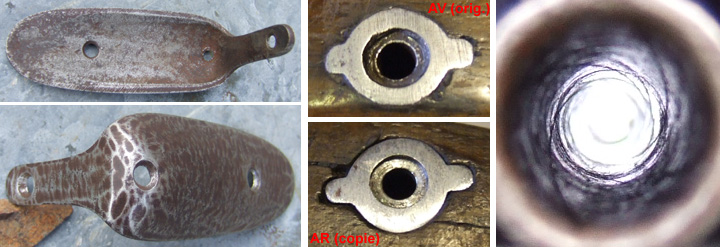
La rosace de vis arrière de platine, manquante, est refaite pour remplir au mieux l'empreinte laissée dans le bois. Donc tout aussi peu symétrique que la survivante (rosace avant), sur laquelle fut copié le lamage. Par contre, impossible de reproduire exactement la finition médiocre de la pièce d'origine (stries griffées)...
Heureusement la plaque de couche subsistait, il suffisait de la nettoyer. Un peu curieuse tout de même : légèrement bombée et enveloppante, comme sur une arme "sérieuse", mais avec une surface paraissant taillée à la serpe. Est-ce un style caractéristique de quoi que ce soit ?
Une fois monté, voilà ce que ça donne :

Il y a encore de quoi faire :
- La baguette est en cours, sur les renseignements de Vivelacolo, 3008nato et Lolo577.
- La sous-garde sera en fer, dans le genre Enfield-Snider ; idem pour grenadière et embouchoir, qui s'inspireront sans doute de celles de ma copie de Springfield 1864 (et qui se montent presque parfaitement). Ces garnitures sont de section bombée, avec angle vif entre canon et bois ; diverses techniques de fabrication seront testées.
- La platine est virtuellement dessinée, mais je devrais faire quelques recherches sur le choix des aciers et le mode de fabrication rationnel des pièces compliquées (si possible autrement qu'à la lime, pour les pièces tortueuses comme le chien). Il y a peut-être cela dans les vieux Cibles, mais avant le n° 61 je n'en ai que quelques uns et je crains que ça n'ait été là, dans les débuts de la revue ; dans les numéros récents, ne rêvons pas !
- Le canon est finalement nettoyé. Les dépôts résistants à l'électrolyse que je déplorais étaient pourtant bien de la rouille, mais très durcie, nécessitant une forte densité de courant. Densité obtenue en gainant la tige de fer servant d'électrode axiale sur toute la longueur sauf 10 cm, pour y concentrer le courant ; la zone dénudée étant déplacée après une petite heure d'action (le tout étant fait 2 fois). Dans ces opérations la hausse s'est détachée mais il sera facile de la ressouder à la fin (elle est plutôt en meilleur état que le reste) ; incident présentant l'avantage de prouver que la finition "striée griffée" est d'origine, car c'est pareil sous la hausse.
Je réussis mal les photos de rayures, mais 2 photos plus haut c'est représentatif : des rayures larges et peu profondes, assez nettes sur de brèves portions séparées par d'ignobles champs de cratères. La résistance ne paraît pas trop altérée, mais on peut se demander si une balle, quelle qu'elle soit, ne va pas "sauter les rayures" sur ces zones, en y perdant les minces empreintes acquises sur les rares portions correctes. Il faudra essayer, mais le plomb nu va assurément emplomber gravement, et un calepinage en papier ordinaire sera déchiqueté ; un sabot en bois ?
Enfin, ce n'est sans doute qu'un tout petit mousqueton de traite, alors on ne va pas l'emmener à Bisley. Il n'est sans doute pas destiné à faire mieux que le noir de la C50 à 50 m, voire 25...
De toutes façons, pour moi c'est surtout un exemple fonctionnel d'un système transitoire intéressant ; mais au pire il n'est pas exclu de le tuber en plus petit calibre, pas trop puissant... Du 577-450 "Carbine" ou "Cadet", ça existerait ?
Ça pourrait finir comme ça :

Toutefois, l'arme n'étant pas réglementaire et sans doute même pas standardisée, il me semble peu utile de publier les dessins cotés des diverses pièces ; à moins de demandes explicites.
J'ai commencé dès réception des infos, il y a presque 2 ans ; à l'époque, les premiers éléments différaient beaucoup de mes travaux habituels, et cédant à la facilité je les ai réalisés "à la bricolo".
Les 3 longues vis (platine et culasse) s'adaptent à des pièces à refaire. J'ai donc choisi un filetage usuel 5 x 0.8 (proche de celui observé sur une copie de Springfield 1864), soudant simplement des tronçons déjà filetés sur des têtes tournées à des cotes extrapolées de celles fournies par Lolo577 (proportionnées aux lamages devant les recevoir, et qui subsistaient), avec fentes à la scie à métaux terminées à la lime fine. C'est pas parfait, mais va assez bien avec le reste.
Même bidouille pour le percuteur, dont il restait une partie et le ressort (à G sur la photo) : sur une tige Ø 4 simplement usinée à la pointe, une bague formant l'appui du ressort est soudée à l'étain. Avec les surfaces pré-étamées et un trou dans la bague pour rentrer la soudure, ça devrait tenir ! Auparavant, le "clou" en acier doux avait été cémenté au cyanure sur les deux bouts.
N'ayant aucune idée de la nuance nécessaire ni de la saillie optimale, j'ai ai fait deux... Et recommencerai si besoin, mais alors d'une seule pièce, en lunette à suivre, et en acier trempé comme les percuteurs de Gras (selon l'instr. de 1884 qu'à l'époque je ne connaissais pas).
Idem pour le petit poussoir d'encliquetage du bloc (c'est un 1er type, sans verrou), qui était usé (original au dessus à droite). L'écrou était encore bon, le ressort HS vite remplacé, et le poussoir refait un peu plus long : une simple tige pourvue d'une bague rajoutée (cette fois brasée à l'argent, le peu de longueur de soudure imposant du costaud). Le trou dans le bloc a été un peu ravivé, et le poussoir s'est recuit pendant la soudure : si ça doit s'user, mieux vaut que ce soit le poussoir (facile à refaire) que le bloc. Ça marche ! Tout au moins, le bloc ne s'ouvre plus tout seul quand on secoue l'engin...
La suite est tout de même un peu plus sérieuse, car pour ces pièces il m'avait semblé que les bidouillages ne seraient pas satisfaisants, et qu'il fallait travailler de façon cachère (càd dans les règles du lard).
La jolie (et un peu ridicule) petite vis d'arrêt de l'axe de bloc, tournée "en l'air", en porte à faux devant le mandrin. Sur un tour qui ne dépasse pas 330 t/mn un si petit Ø est scabreux, mais la douceur fait des miracles. Le taraudage du boîtier acceptant un filetage usuel, ce fut fait à la filière ; quand à la tête bombée, ébauche à main levée sur l'étau et fintion "à la pakistanaise" (devant la meule, la vis prise dans le mandrin d'une visseuse).
La fausse cheminée, je l'ai faite en triple exemplaire car je ne connaissais pas la dureté nécessaire : l'un trempé à l'eau, l'autre à l'huile, le dernier laissé brut, en réserve. Usinage des 3 pièces d'un coup, dans un petit barreau foré tout du long puis monté entre pointes pour assurer que le trou soit aligné. Pour la suite rien de spécial, sauf le dispositif utilisé à la fin pour tailler le carré : la cheminée déjà filetée est vissée dans un bloc portant 4 piges de Ø identique au carré prévu, plantées dans des trous soigneusement tracés à 90°. Des rondelles empilées à la base des tiges définissent l'épaisseur de la partie non équarrie, et avec les tiges elles limitent l'action de la lime : sans démonter quoique ce soit (donc sans erreurs d'indexation) on peut limer les 4 faces d'un carré parfait. Tout au plus faut-il tourner ou remplacer les tiges quand elles sont un peu rongées, mais vu leur surface de contact elles résistent un moment. Le taraudage du bloc étant un peu farfelu, je m'étais permis de le repasser en métrique moderne ; l'acier est d'ailleurs assez dur...
Voilà maintenant un bloc qui clique bien, dont les "gnons" ont été adoucis, dont la prise a été re-quadrillée (un peu agressivement, je l'avoue), et qui est pourvu d'un percuteur jouant bien. L'arme est maintenant en état de tir ! (avec un marteau dans l'autre main, tout comme pour le silex on prend une cigarette).
Mais pour rester dans la modernité, il vaudrait mieux une platine actionnée par une détente...
La pièce de détente, d'un seul bloc à la scie et à la lime, la fente amorcée en contre-perçage (pas mal de petit burin aussi, bien plus rapide que la lime, dans les fentes). Ce fut très, très long ; des heures et des heures ! D'autant que je m'étais imposé d'ajuster le métal dans le logement existant, sans la moindre retouche au bois... Vu l'état de la crosse je compte sur cette pièce pour garantir la rigidité, en serrant fortement la vis de queue de culasse : il faut donc qu'elle plaque parfaitement partout, sans boîter.
Pour la détente elle-même, essai de fabrication d'une seule pièce : satisfaisant. La palette est obtenue en frappant avec une barre ronde la tranche d'une tôle chauffée au chalumeau, et maintenue entre deux plaques entaillées d'un arrondi. Ces plaques étant séparées par une entretoise faisant aussi butée basse, la tôle est libre et peut être sortie pour réchauffage. Restait à tailler dans l'ébauche le drapeau, et à fignoler la palette. N'ayant fait qu'un seul essai, il me fallut échancrer le drapeau pour le faufiler dans la pièce de détente, et une fois bien polie la palette s'avère un peu grêle ; si en définitive ça choque, il faudra y revenir...
La platine... n'en est encore qu'à sa plaque, soigneusement ajustée dans le logement existant (toujours l'interdiction de toucher au bois). Le logement de platine portant au fond une empreinte de l'axe du chien, et des fraisages localisés pour la bride de noix, cela définit assez précisément le positionnement des pièces de platine.
Pièces sur lesquelles j'ai déjà quelques idées, mais c'est pour plus tard ; je ne manquerai d'ailleurs pas de vous bassiner à ce sujet, quand j'y serai.
La crosse était sévèrement endommagée, presque entièrement brisée au niveau de la platine, avec un bon éclat manquant entre platine et boîte de culasse. D'abord dégraissage maximal des fentes, ajustage d'attelles pour rigidifier l'ensemble en ligne, et collage à l'Araldite de toutes les fissures, avec des serre-joints pour tout bien plaquer (les autres collages sont à la colle à bois normale). Une fois dur et arasé, là où c'était possible perçages perpendiculaires aux fentes pour y coller des chevilles transversales en noyer.
Reprise des surfaces de jonction de l'éclat manquant, pour y encastrer un morceau de noyer de forme ébauchée ; faute de place (et d'habileté) pour tailler des queues d'aronde, c'est surtout collé et assuré par des chevilles croisées. Celles-ci étant limitées à la section d'une allumette, j'ai préféré le hêtre, plus résistant (des cure-dents). La résistance d'assemblage a été éprouvée par la finition en place de la pièce rapportée : logements de boîte de culasse et de platine (en regard de l'éclat manquant, celle-ci avait été tracée arbitrairement, dans le style "platine à capsule d'origine"). Sur l'avant de la platine, au raccord de la pièce subsiste une dépression en gouttière : l'arme avait été beaucoup manipulée depuis la cassure, dont le bord s'était fortement usé (voire poncé). Pour qu'il soit robuste, un comblement complet aurait nécessité d'enlever pas mal de bois d'origine ; j'ai donc préféré laisser une rigole, quitte à la boucher ultérieurement par une petite pièce indépendante sans fonction mécanique, comme on voit souvent sur les Berthier.
Grâce à ces réparations la crosse était redevenue rigide et alignée, mais le montage de l'ensemble canon-culasse restait boîteux : il y aurait peut-être ici la preuve d'une fabrication par modification d'une arme à percussion, car si le logement du canon est très correctement creusé (et poinçonné), celui du mécanisme Snider semble avoir été taillé à l'aide d'un coin de bûcheron. Le jeu sous le mécanisme et la queue de culasse était tel que le serrage de la vis de culasse faisait tout cintrer et vriller...
Aux grands maux les grands remèdes : d'abord décapage du bois pour virer l'ignoble vernis gluant qui le recouvrait, et fut conservé durant le début des travaux, en protection. A la soude caustique, rincée à grande eau (j'en ai profité pour passer la vapeur : relèvement des enfoncements qui le voulaient bien, et ponçage fin). Puis recherche du serrage optimal de la queue de culasse, celui où tout tombe bien en place, et "bedding" sous le mécanisme et la queue de culasse (préalablement enveloppés d'un mince film plastique), en serrant jusqu'au point optimal ci-dessus. Durant le séchage, il faut démouler / renmouler plusieurs fois tant que c'est encore souple, pour éviter que ça bloque. Si la technique du bedding est peu élégante, j'ai limité l'ignominie en utilisant une pâte maison, mélange de colle à bois et de sciure grossière.
La rosace de vis arrière de platine, manquante, est refaite pour remplir au mieux l'empreinte laissée dans le bois. Donc tout aussi peu symétrique que la survivante (rosace avant), sur laquelle fut copié le lamage. Par contre, impossible de reproduire exactement la finition médiocre de la pièce d'origine (stries griffées)...
Heureusement la plaque de couche subsistait, il suffisait de la nettoyer. Un peu curieuse tout de même : légèrement bombée et enveloppante, comme sur une arme "sérieuse", mais avec une surface paraissant taillée à la serpe. Est-ce un style caractéristique de quoi que ce soit ?
Une fois monté, voilà ce que ça donne :
Il y a encore de quoi faire :
- La baguette est en cours, sur les renseignements de Vivelacolo, 3008nato et Lolo577.
- La sous-garde sera en fer, dans le genre Enfield-Snider ; idem pour grenadière et embouchoir, qui s'inspireront sans doute de celles de ma copie de Springfield 1864 (et qui se montent presque parfaitement). Ces garnitures sont de section bombée, avec angle vif entre canon et bois ; diverses techniques de fabrication seront testées.
- La platine est virtuellement dessinée, mais je devrais faire quelques recherches sur le choix des aciers et le mode de fabrication rationnel des pièces compliquées (si possible autrement qu'à la lime, pour les pièces tortueuses comme le chien). Il y a peut-être cela dans les vieux Cibles, mais avant le n° 61 je n'en ai que quelques uns et je crains que ça n'ait été là, dans les débuts de la revue ; dans les numéros récents, ne rêvons pas !
- Le canon est finalement nettoyé. Les dépôts résistants à l'électrolyse que je déplorais étaient pourtant bien de la rouille, mais très durcie, nécessitant une forte densité de courant. Densité obtenue en gainant la tige de fer servant d'électrode axiale sur toute la longueur sauf 10 cm, pour y concentrer le courant ; la zone dénudée étant déplacée après une petite heure d'action (le tout étant fait 2 fois). Dans ces opérations la hausse s'est détachée mais il sera facile de la ressouder à la fin (elle est plutôt en meilleur état que le reste) ; incident présentant l'avantage de prouver que la finition "striée griffée" est d'origine, car c'est pareil sous la hausse.
Je réussis mal les photos de rayures, mais 2 photos plus haut c'est représentatif : des rayures larges et peu profondes, assez nettes sur de brèves portions séparées par d'ignobles champs de cratères. La résistance ne paraît pas trop altérée, mais on peut se demander si une balle, quelle qu'elle soit, ne va pas "sauter les rayures" sur ces zones, en y perdant les minces empreintes acquises sur les rares portions correctes. Il faudra essayer, mais le plomb nu va assurément emplomber gravement, et un calepinage en papier ordinaire sera déchiqueté ; un sabot en bois ?
Enfin, ce n'est sans doute qu'un tout petit mousqueton de traite, alors on ne va pas l'emmener à Bisley. Il n'est sans doute pas destiné à faire mieux que le noir de la C50 à 50 m, voire 25...
De toutes façons, pour moi c'est surtout un exemple fonctionnel d'un système transitoire intéressant ; mais au pire il n'est pas exclu de le tuber en plus petit calibre, pas trop puissant... Du 577-450 "Carbine" ou "Cadet", ça existerait ?
Ça pourrait finir comme ça :
Verchère- Pilier du forum

- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -

Ils sont fous ces anglais !
Verchère Jeu 17 Sep 2015, 19:28
L'avait pas tort, le gros : y-a pas idée, de mettre une cuillère à miel au bout de la baguette...
Pour des questions pratiques, j'ai prévu de faire cette baguette en 2 parties réunies par soudure : une tête de 10 à 15 cm, avec les formes complexes et la forte conicité plus ou moins parabolique, puis la tige longue faiblement conique. Des irrégularités observées sur certaines baguettes suggéreraient d'ailleurs qu'à l'époque on faisait éventuellement ainsi.
Il me semble utile de donner quelques précisions car cela peut certainement se faire sur un petit tour d'établi, outillage tout de même pas si rare que ça...
Mortaise : quand c'est possible il est prudent commencer par ce qui risque le plus de rater, et c'est la mortaise qui m'inspirait le plus de craintes. J'ai donc commencé par là, directement sur une barre d'acier trempant 35MF6Pb, nuance de décolletage douce sous l'outil (par rapport à un acier ordinaire la différence est impressionnante) et très tolérante sur les conditions de coupe (mon gros tour plafonne à 330 t/mn, soit en Ø 6 la vitesse tangentielle de 6 m/mn - en théorie 10 à 15 fois trop lent - mais la coupe est parfaite). Un Ø 14 laisse une surépaisseur autorisant un traçage vigoureux, et absorbant d'éventuels dérapages d'outil à l'entrée de la mortaise.
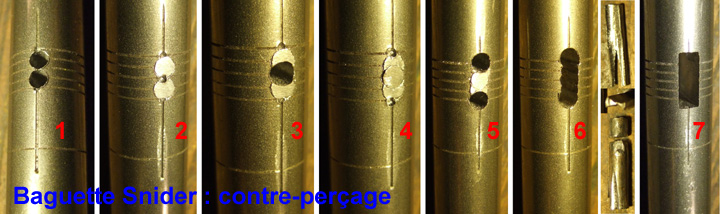
1) La barre est d'abord centrée sur le tour, pour griffer deux lignes longitudinales bien opposées, et des circonférences très précisément espacées. En effet, l'ébauche d'une mortaise par trous sécants ("contre-perçage") impose un traçage très précis ; d'autant que pour réduire au minimum le travail de lime j'ai prévu 5 trous très serrés !
Pointage aux intersections, et perçage Ø 3 des trous 2 et 4, à moitié par chaque côté. Puis traversée complète du forêt de 3, par le premier côté, pour parfaire l'alignement des trous (descente très lente, sinon le moindre décalage fait casser le forêt). Et encore un coup de forêt de 3.2 par le second côté...
2) Les manuels d'ajusteur indiquent qu'entre deux trous on peut en percer un qui soit plus gros que l'espace entre les trous, à condition de forer exactement au milieu... Mais c'est réservé aux artistes ! En pratique, ça se passe souvent mal (le nouveau trou dévie sur un des existants) voire très mal (le forêt casse). Par contre, si on bouche les premiers trous par une cheville, il n'y a plus de problème (il faut toutefois que la cheville soit bien coincée, brasée ou collée, sinon elle pourrait bouger sous l'effort de coupe, et coincer le forêt).
Les trous de 3.2 sont donc remplis par des talons de baguette de soudure de 3.2 enfoncés au marteau. Quand le tampon se tord avant d'avoir traversé, bouchage de l'autre côté par un petit morceau. Lissage à la lime et re-pointage des trous.
3) Forage du trou central, toujours par moitié de chaque côté avec repasse complète en 3 puis 3.2, en directions opposées.
4) Les deux chevilles étant presque entamées à moitié, il vaut mieux boucher le trou central pour les maintenir en place.
5) Forage des deux trous extrêmes. Si, après la traversée complète en 3 ils semblent assez bien alignés, finition en 3.5 au lieu de 3.2, ce qui diminuera le travail de lime.
6) Ejection des chevilles au chasse-goupilles ; du moins ce qu'il en reste. Les trous étaient serrés au maximum, à la limite du scabreux (si les chevilles se séparent en petits morceaux, ça fait vilain), mais la mortaise est déjà bien approchée.
7) Finition à la lime fine, pour élargir à 4.0 mm et allonger à 10.8 ; enfin, à peu près... Ce qui sautera aux yeux, c'est surtout la régularité géométrique.
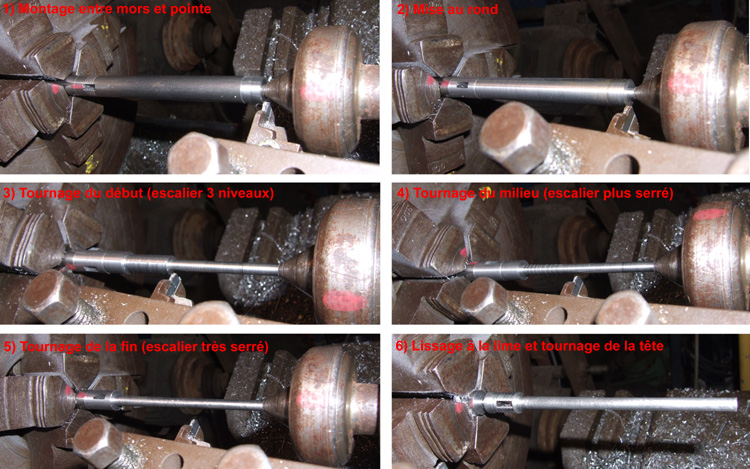
Tournage : la forme ne m'a pas semblé imposer la "lunette à suivre", et s'accommoder du peu orthodoxe montage "entre mors et pointe", qui faisait hurler les profs d'atelier...
1) Il m'a semblé difficile d'obtenir la conicité en inclinant le petit chariot supérieur, car elle change continuellement : la reprise à chaque modification d'angle m'a paru trop aléatoire. D'ailleurs, avec un outil court pour limiter sa flexion, et une poupée mobile très avancée pour soutenir le bout de la pièce, ce petit chariot est très limité dans ses mouvements. La conicité de la baguette sera donc approchée en escaliers puis lissée à la lime : pour chaque diamètre, avance manuelle par le gros chariot longitudinal (suivie par un réglet), jusqu'à une valeur pré-calculée notée sur un tableau.
2) D'abord un passage sur toute la longueur pour assurer la concentricité et étalonner les repèrages de longueur et diamètre. Petite plongée au ras de la pointe tournante pour donner un espace de dégagement à l'outil, qui sinon taperait dans la pointe. Tout le travail se fera avec une plaquette carbure à tronçonner à 3 arêtes de coupe (permettant un chariotage des 2 côtés), préalablement ré-affûtée finement.
3) Quoiqu'affaiblie par la mortaise, la barre de 14 prise en mors reste assez rigide ; pour en profiter au maximum j'ai préféré procéder par tranches successives, en attaquant chacune par des passes de 1 mm sur le Ø, progressivement réduites à mesure que la barre s'amincit, jusqu'à 1/10 en finition. La première longueur (60 mm) est encore de faible conicité, et se résume à 3 longs gradins (de 1/10 sur le Ø).
4) Sur la seconde section (30 mm) la conicité s'accentue progressivement et les gradins se multiplient.
5) Encore 15 mm de parabole, sur lesquels les gradins (toujours de 1/10 sur le Ø) deviennent de plus en plus courts (le dernier fait 1 mm de long).
6) De même façon, l'évasement sous la tête se dégrossit en escaliers, mais cette fois le tableau n'est plus dressé par des approximations de conicité. Les valeurs sont définies de façon plus précise, d'après un traçage du profil sur ordinateur (un bon logiciel d'illustration). Est fait tout ce qui peut l'être avec la plaquette à tronçonner (léger creusement de la partie rainurée et dégrossissement en gradins de la tulipe de tête).
Puis montage d'un genre d'outil à fileter, affûté à 73° avec un petit rayon sur la pointe, pour creuser les stries de la tête (en rentrant "tout droit" car ce n'est pas profond ; mais c'était limite, et broutait un peu).
Retour de l'outil à tronçonner, préparation du tronçonnage en laissant sur la tête un court téton cylindrique, là où devra se trouver une cuvette. Formage du rayon avant de la tête, encore en escaliers mais en prenant cette fois les passes par déplacement longitudinal à droite, et en plongeant de moins en moins à chaque passe (toujours selon un tableau pré-établi).
A ce stade, le soutien par la contrepointe n'est plus toujours nécessaire, ce qui donne un peu d'espace.
7) Lissage des rayons extérieurs et des gradins à la lime puis au papier, avec le tour en marche (là, il vaut mieux remettre la contrepointe, car on appuie fort). Enfin, tronçonnage.
Pour creuser la cuvette, remontage de la baguette dans les mors, en sens inverse, et à peu près dans l'axe : pour ce faire, une bague en alu est enfilée à force sur la tige conique, et un clinquant d'alu d'épaisseur convenable est enroulé autour de la tulipe, pour égaler le Ø de la bague (en l'occurence, couvercle de boîte de maquereaux). Le téton laissé sur la tête permet alors, à l'aide d'un comparateur, de corriger la concentricité (à défaut de mandrin à mors indépendants, il faut jouer du clinquant).
Le téton donne aussi de la longueur pour amorcer le trou de centrage, et disparaît pendant le creusement de la cuvette à l'aide d'un forêt à bout rond de Ø 11 ou 12. Un tel forêt, retaillé à main levée sur la meule, coupe souvent mal en bout et risquerait de "se promener" ; il vaut donc mieux le précéder d'un avant-trou de 5 ou 6 mm, à bout rond lui aussi pour éviter les marques en fond de cuvette. Soit 3 forêts successifs : à centrer, 5 ou 6 rond, 11 ou 12 rond, enfoncés de 1.5 mm exactement (ce qui n'est pas si évident). Le raccordement de cette cuvette est ensuite adouci au grattoir, pendant que ça tourne...

Un petit polissage manuel, et voici un bout de baguette ressemblant fortement à celle du Snider. Le rayon au fond des stries de la tête est plus grand que sur celle prise en modèle (erreur d'appréciation en affûtant l'outil), et la conicité parabolique de la tige n'est pas conforme au projet (erreur de lecture du tableau de cotes, à 2 reprises, rattrapées en recalculant les courbures - décidément, fait pas bon vieillir) ! Mais c'est peu visible et peut-être dans la variabilité d'époque... D'autant que l'arme n'est qu'une copie approximative de Snider-Enfield, et que j'avais défini arbitrairement la conicité de la tige pour l'adapter à un canal de baguette plus étroit que celui des Enfield...
Il reste à fabriquer la tige, elle-aussi vaguement (mais faiblement) conique, et à souder les deux pièces.
Ceci n'ayant rien de spécifique au Snider, je le détaillerai dans un sujet déjà ouvert sur la baguette de Chassepot, ainsi que les dispositifs de repérage (réglet et comparateurs) ... quand ce sera fait !
Pour des questions pratiques, j'ai prévu de faire cette baguette en 2 parties réunies par soudure : une tête de 10 à 15 cm, avec les formes complexes et la forte conicité plus ou moins parabolique, puis la tige longue faiblement conique. Des irrégularités observées sur certaines baguettes suggéreraient d'ailleurs qu'à l'époque on faisait éventuellement ainsi.
Il me semble utile de donner quelques précisions car cela peut certainement se faire sur un petit tour d'établi, outillage tout de même pas si rare que ça...
Mortaise : quand c'est possible il est prudent commencer par ce qui risque le plus de rater, et c'est la mortaise qui m'inspirait le plus de craintes. J'ai donc commencé par là, directement sur une barre d'acier trempant 35MF6Pb, nuance de décolletage douce sous l'outil (par rapport à un acier ordinaire la différence est impressionnante) et très tolérante sur les conditions de coupe (mon gros tour plafonne à 330 t/mn, soit en Ø 6 la vitesse tangentielle de 6 m/mn - en théorie 10 à 15 fois trop lent - mais la coupe est parfaite). Un Ø 14 laisse une surépaisseur autorisant un traçage vigoureux, et absorbant d'éventuels dérapages d'outil à l'entrée de la mortaise.
1) La barre est d'abord centrée sur le tour, pour griffer deux lignes longitudinales bien opposées, et des circonférences très précisément espacées. En effet, l'ébauche d'une mortaise par trous sécants ("contre-perçage") impose un traçage très précis ; d'autant que pour réduire au minimum le travail de lime j'ai prévu 5 trous très serrés !
Pointage aux intersections, et perçage Ø 3 des trous 2 et 4, à moitié par chaque côté. Puis traversée complète du forêt de 3, par le premier côté, pour parfaire l'alignement des trous (descente très lente, sinon le moindre décalage fait casser le forêt). Et encore un coup de forêt de 3.2 par le second côté...
2) Les manuels d'ajusteur indiquent qu'entre deux trous on peut en percer un qui soit plus gros que l'espace entre les trous, à condition de forer exactement au milieu... Mais c'est réservé aux artistes ! En pratique, ça se passe souvent mal (le nouveau trou dévie sur un des existants) voire très mal (le forêt casse). Par contre, si on bouche les premiers trous par une cheville, il n'y a plus de problème (il faut toutefois que la cheville soit bien coincée, brasée ou collée, sinon elle pourrait bouger sous l'effort de coupe, et coincer le forêt).
Les trous de 3.2 sont donc remplis par des talons de baguette de soudure de 3.2 enfoncés au marteau. Quand le tampon se tord avant d'avoir traversé, bouchage de l'autre côté par un petit morceau. Lissage à la lime et re-pointage des trous.
3) Forage du trou central, toujours par moitié de chaque côté avec repasse complète en 3 puis 3.2, en directions opposées.
4) Les deux chevilles étant presque entamées à moitié, il vaut mieux boucher le trou central pour les maintenir en place.
5) Forage des deux trous extrêmes. Si, après la traversée complète en 3 ils semblent assez bien alignés, finition en 3.5 au lieu de 3.2, ce qui diminuera le travail de lime.
6) Ejection des chevilles au chasse-goupilles ; du moins ce qu'il en reste. Les trous étaient serrés au maximum, à la limite du scabreux (si les chevilles se séparent en petits morceaux, ça fait vilain), mais la mortaise est déjà bien approchée.
7) Finition à la lime fine, pour élargir à 4.0 mm et allonger à 10.8 ; enfin, à peu près... Ce qui sautera aux yeux, c'est surtout la régularité géométrique.
Tournage : la forme ne m'a pas semblé imposer la "lunette à suivre", et s'accommoder du peu orthodoxe montage "entre mors et pointe", qui faisait hurler les profs d'atelier...
1) Il m'a semblé difficile d'obtenir la conicité en inclinant le petit chariot supérieur, car elle change continuellement : la reprise à chaque modification d'angle m'a paru trop aléatoire. D'ailleurs, avec un outil court pour limiter sa flexion, et une poupée mobile très avancée pour soutenir le bout de la pièce, ce petit chariot est très limité dans ses mouvements. La conicité de la baguette sera donc approchée en escaliers puis lissée à la lime : pour chaque diamètre, avance manuelle par le gros chariot longitudinal (suivie par un réglet), jusqu'à une valeur pré-calculée notée sur un tableau.
2) D'abord un passage sur toute la longueur pour assurer la concentricité et étalonner les repèrages de longueur et diamètre. Petite plongée au ras de la pointe tournante pour donner un espace de dégagement à l'outil, qui sinon taperait dans la pointe. Tout le travail se fera avec une plaquette carbure à tronçonner à 3 arêtes de coupe (permettant un chariotage des 2 côtés), préalablement ré-affûtée finement.
3) Quoiqu'affaiblie par la mortaise, la barre de 14 prise en mors reste assez rigide ; pour en profiter au maximum j'ai préféré procéder par tranches successives, en attaquant chacune par des passes de 1 mm sur le Ø, progressivement réduites à mesure que la barre s'amincit, jusqu'à 1/10 en finition. La première longueur (60 mm) est encore de faible conicité, et se résume à 3 longs gradins (de 1/10 sur le Ø).
4) Sur la seconde section (30 mm) la conicité s'accentue progressivement et les gradins se multiplient.
5) Encore 15 mm de parabole, sur lesquels les gradins (toujours de 1/10 sur le Ø) deviennent de plus en plus courts (le dernier fait 1 mm de long).
6) De même façon, l'évasement sous la tête se dégrossit en escaliers, mais cette fois le tableau n'est plus dressé par des approximations de conicité. Les valeurs sont définies de façon plus précise, d'après un traçage du profil sur ordinateur (un bon logiciel d'illustration). Est fait tout ce qui peut l'être avec la plaquette à tronçonner (léger creusement de la partie rainurée et dégrossissement en gradins de la tulipe de tête).
Puis montage d'un genre d'outil à fileter, affûté à 73° avec un petit rayon sur la pointe, pour creuser les stries de la tête (en rentrant "tout droit" car ce n'est pas profond ; mais c'était limite, et broutait un peu).
Retour de l'outil à tronçonner, préparation du tronçonnage en laissant sur la tête un court téton cylindrique, là où devra se trouver une cuvette. Formage du rayon avant de la tête, encore en escaliers mais en prenant cette fois les passes par déplacement longitudinal à droite, et en plongeant de moins en moins à chaque passe (toujours selon un tableau pré-établi).
A ce stade, le soutien par la contrepointe n'est plus toujours nécessaire, ce qui donne un peu d'espace.
7) Lissage des rayons extérieurs et des gradins à la lime puis au papier, avec le tour en marche (là, il vaut mieux remettre la contrepointe, car on appuie fort). Enfin, tronçonnage.
Pour creuser la cuvette, remontage de la baguette dans les mors, en sens inverse, et à peu près dans l'axe : pour ce faire, une bague en alu est enfilée à force sur la tige conique, et un clinquant d'alu d'épaisseur convenable est enroulé autour de la tulipe, pour égaler le Ø de la bague (en l'occurence, couvercle de boîte de maquereaux). Le téton laissé sur la tête permet alors, à l'aide d'un comparateur, de corriger la concentricité (à défaut de mandrin à mors indépendants, il faut jouer du clinquant).
Le téton donne aussi de la longueur pour amorcer le trou de centrage, et disparaît pendant le creusement de la cuvette à l'aide d'un forêt à bout rond de Ø 11 ou 12. Un tel forêt, retaillé à main levée sur la meule, coupe souvent mal en bout et risquerait de "se promener" ; il vaut donc mieux le précéder d'un avant-trou de 5 ou 6 mm, à bout rond lui aussi pour éviter les marques en fond de cuvette. Soit 3 forêts successifs : à centrer, 5 ou 6 rond, 11 ou 12 rond, enfoncés de 1.5 mm exactement (ce qui n'est pas si évident). Le raccordement de cette cuvette est ensuite adouci au grattoir, pendant que ça tourne...
Un petit polissage manuel, et voici un bout de baguette ressemblant fortement à celle du Snider. Le rayon au fond des stries de la tête est plus grand que sur celle prise en modèle (erreur d'appréciation en affûtant l'outil), et la conicité parabolique de la tige n'est pas conforme au projet (erreur de lecture du tableau de cotes, à 2 reprises, rattrapées en recalculant les courbures - décidément, fait pas bon vieillir) ! Mais c'est peu visible et peut-être dans la variabilité d'époque... D'autant que l'arme n'est qu'une copie approximative de Snider-Enfield, et que j'avais défini arbitrairement la conicité de la tige pour l'adapter à un canal de baguette plus étroit que celui des Enfield...
Il reste à fabriquer la tige, elle-aussi vaguement (mais faiblement) conique, et à souder les deux pièces.
Ceci n'ayant rien de spécifique au Snider, je le détaillerai dans un sujet déjà ouvert sur la baguette de Chassepot, ainsi que les dispositifs de repérage (réglet et comparateurs) ... quand ce sera fait !
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Un autre Snider, belge ?
Baccardi Jeu 17 Sep 2015, 21:13
Alors là 
"Laudamus veteres sed nostris utimur annis "

Baccardi- Administrateur
- Nombre de messages : 17843
Age : 59
Localisation : Canton de l'Ours
Date d'inscription : 20/01/2012
Page 2 sur 2 • 1, 2
TIR et COLLECTION Armes Règlementaires :: Armes règlementaires à poudre noire :: Armes à poudre noire à cartouches
Page 2 sur 2
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum