
 Accueil
Accueil Connexion
Connexion S'enregistrer
S'enregistrerLes gas checks
Page 2 sur 4 •  1, 2, 3, 4
1, 2, 3, 4
Re: Les gas checks
Bebert Sam 21 Nov 2009, 08:40
il avancait 2 arguments
- le G-C va effectivement "s'ouvrir" et va racler les parois du canons pour eliminer les residus de combustion
- c'est la meillure assurance d'avoir un G-C "plan" sur la base de la balle
j'avais essayé, à l'époque et je dois dire que ça marchait trés bien!

Bebert- Membre expert

- Nombre de messages : 682
Age : 80
Localisation : Ovalie
Date d'inscription : 08/07/2009
Re: Les gas checks
Invité Sam 21 Nov 2009, 19:34

Bebert,comment serti tu un gs a l envers ?
p7m13,meme pas peur que la pression dechire l alu
et tu laisse encore plus de residus ?

Invité- Invité
Re: Les gas checks
Bebert Dim 22 Nov 2009, 09:21
il est simplement posé sur la douille aprés la charge de poudre, et donc positionné par l'enfoncement de la balle qui va le forcer contre sa base.
L'idée de départ, c'était de trouver une solution pour empécher la fusion du plomb quand on utilise a vitesse élevée, des balles coulées non prevues pour le montage de GS.
"l'inventeur" professionnel en estempage et decolletage a commencé par nous approvisionner en simples rondelles de laiton et de cuivre calibrés, devenues par la suite de véritables GS identiques aux produits commerciaux. pour moi qui tirait à l'époque en 7.62 tok des balles coulées à haute vitesse, ç'etait une aubaine! et veritablement il y avait une nette amélioration de la régularité et de la propreté du canon tout en pouvant depasser le 400m/s!
Bebert- Membre expert
- Nombre de messages : 682
Age : 80
Localisation : Ovalie
Date d'inscription : 08/07/2009

Re: Les gas checks
papy09 Dim 22 Nov 2009, 23:18
C'est discutable , cette chose làventejoux a écrit:Ton collègue tireur confondait bourrage (kapok,dacron) et GS.
La A 0 ne nécessite pas de bourrage.(contrairement à mon député qui préfère être en fonçé qu 'en clair).
A ce sujet,je crois savoir que Winch 95 est en train de nous rejoindre...
je dis ça,et je dis rien...
 :smack:
:smack:
papy09- Membre averti

- Nombre de messages : 185
Age : 74
Date d'inscription : 28/12/2008
Re: Les gas checks
papy09 Dim 22 Nov 2009, 23:22
Oui ça marche , j'ai essayéWICHITA a écrit:Et comment vous mettez ce gas check ? Je veux dire par là avec quel appareil ?
En positionant le gas check sur la balle vers le haut en recalibrant avec le recalibreur LEE (que je trouve formidable) ça marche ?
papy09- Membre averti
- Nombre de messages : 185
Age : 74
Date d'inscription : 28/12/2008
Re: Les gas checks
Bebert Lun 23 Nov 2009, 08:27
pour les balles coulées (90grs) qui ne comportaient pas de gorge prevue pour les GC, en mettre à l'envers c'etait parfait
Bebert- Membre expert
- Nombre de messages : 682
Age : 80
Localisation : Ovalie
Date d'inscription : 08/07/2009
Re: Les gas checks
mauser-76 Mar 09 Oct 2012, 19:30

mauser-76- Membre confirmé

- Nombre de messages : 240
Age : 42
Localisation : A gauche de la presse
Date d'inscription : 16/11/2010
Re: Les gas checks
Invité Mar 09 Oct 2012, 21:07
A titre d'essai pour un collègue du stand, je me suis amusé à faire cet outillage de fabrication de gas checks.
Passer un PDF n'étant pas très apprécié, j'ai transcris la note descriptive et essayé de replacer les photos aux bons endroits; excusez les décalages.
G A S C H E C K S
Fabrication artisanale
Evaluation de faisabilité
Un gas check étant une petite coupelle de cuivre du diamètre d’un projectile (de calibre déterminé) et de hauteur de l’ordre de 2 mm, coupelle obtenue par découpage et emboutissage d’une tôle d’épaisseur environ 3/10 mm, il ne paraît pas très difficile d’en fabriquer de petites séries à faible coût.
Le principe retenu ici est de procéder en deux passes, d’abord avec un outil pour le découpage du flan puis, ensuite, reprise dans un outil emboutissant la coupelle.
L’un et l’autre des outils se montent sur une presse de rechargement classique de puissance moyenne et si leur fabrication nécessite l’usage d’un tour, il s’agit d’un travail d’usinage très élémentaire.
OUTIL DE DECOUPAGE
Voici l’outil en place et en fait on ne voit pas grand chose, le nombre de pièces est minimal…
Le corps d’outil, vissé sur la presse, est en étiré de 30 (flan de 10.5 mm pour un calibre 30) il comporte une rainure fraisée de 2 mm pour passer la bande. La matrice est en partie haute, le bas sert au guidage du poinçon. Ce poinçon est rappelé par un ressort et l’action de découpage obtenue par la poussée du bélier arrivant au point haut. Les efforts sont modérés même si la compression de ressort s’ajoute à l’effort de découpage.
Autre vue
Les flans découpés son éjectés vers le haut ; ici du cuivre recuit de 0.3 mm.
La butée permettant de contrôler l’avancement de la bande pour obtenir le minimum de perte ne figure pas.
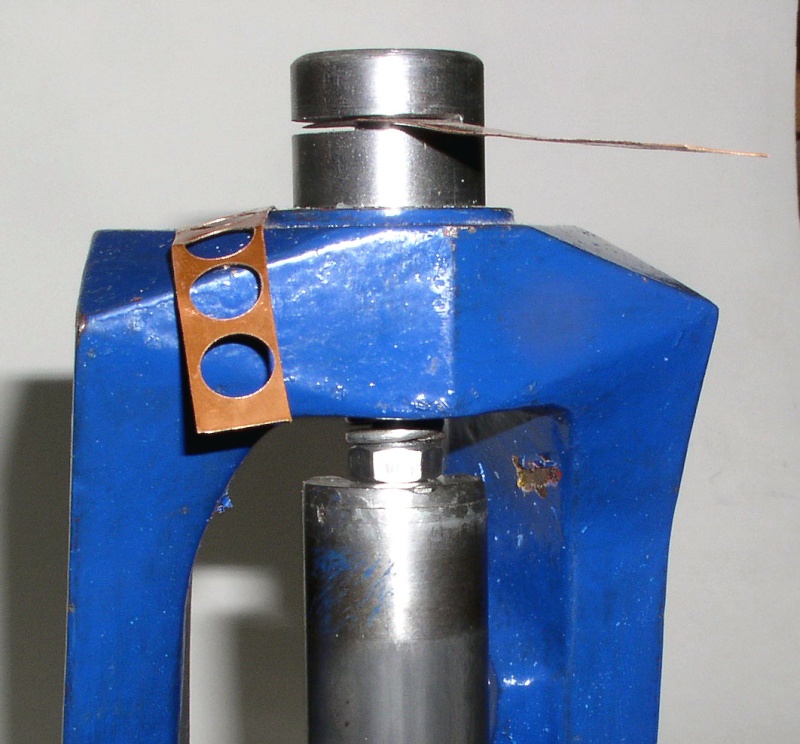
L’OUTIL D’EMBOUTISSAGE
Différentes techniques de construction sont envisageables et d’abord le positionnement poinçon/matrice, l’un et l’autre de ces organes pouvant être placés sur la presse ou monté sur le bélier. Dans le modèle réalisé et présenté, le poinçon est en partie basse lié au bélier.


Dans un outil de ce genre, il y a plusieurs fonctions ou étapes à assurer successivement.
- Dépose du flan dans un logement bien centré usiné sur une pièce coulissant sur le poinçon.
- Elévation du poinçon et du flan jusqu’au contact avec la matrice après centrage des deux éléments.
- Enfoncement du poinçon d’où emboutissage du flan qui pénètre dans la matrice en repoussant l’éjecteur et son ressort .
- Descente du bélier et éjection de la coupelle sous l’action de l’éjecteur : la coupelle demeure engagée sur le poinçon.
- Arrivé en partie basse, la pièce en U, le dévêtisseur dégage alors la coupelle du poinçon.

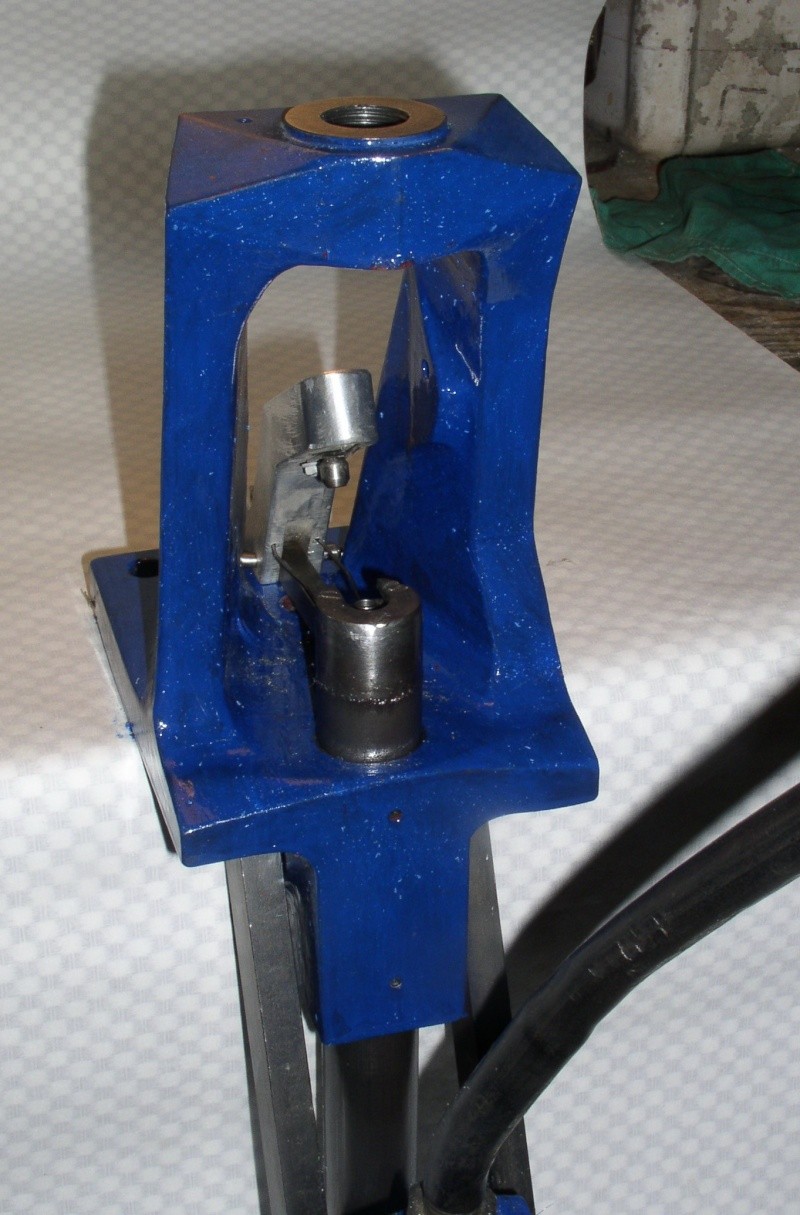
Dans l’outil réalisé, la matrice, l’éjecteur et son ressort sont logés dans le manchon visé sur la presse.
Cette construction permet, par changement du couple matrice/éjecteur de passer d’un diamètre à un autre.
En partie basse, on voit le poinçon relié au bélier et entouré par un ressort. Sur le poinçon coulisse un centreur usiné d’un logement où vient se placer le flan à emboutir. La pièce en forme de U est le dévêtisseur dont le rôle est d’extraire l’embouti du poinçon.
Ci-dessus, la position des pièces durant l’emboutissage ; le dévêtisseur monte avec le bélier et le centreur est poussé contre la matrice par le ressort.
Voici les pièces internes de l’outil :
Matrice avec son éjecteur, le ressort, la pièce d’appui et le bouchon de fermeture du manchon.
Le poussoir avec la tête d’accrochage au bélier et le ressort et, à côté, le centreur
Le dévêtisseur. Et quelques flans et emboutis.

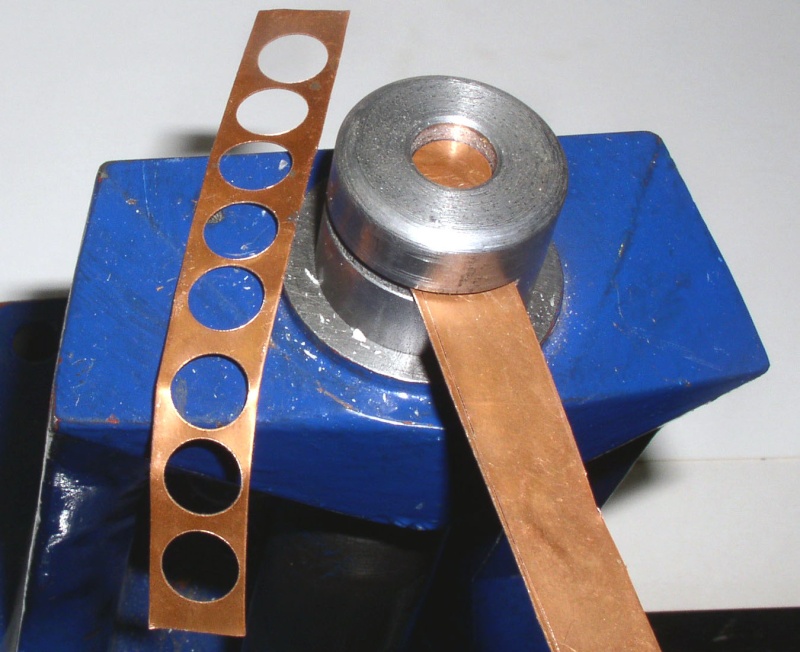
Une autre solution pour l’emboutissage est cet outil simplifié utilisé sur un balancier

et qui fournit des gas checks tout aussi utilisables.

En résumé, fabriquer des gas checks est à la portée de toute personne disposant et sachant se servir d’un tour ; en ce qui me concerne l’exercice était amusant et cette solution peut résoudre des problèmes d’approvisionnement (ou de coût excessif pour des dimensions spéciales en faible quantité).
Invité- Invité

WICHITA- Modérateur

- Nombre de messages : 19422
Age : 60
Localisation : Plein sud !
Date d'inscription : 29/12/2008

Pocomas- Administrateur
- Nombre de messages : 19448
Age : 69
Date d'inscription : 28/12/2008
Re: Les gas checks
deGuers Mer 10 Oct 2012, 14:32
C'est du costaud apparemment ; voila ce qu'il me faudrait pour réaliser des balles plomb embouties ( Swaging ) .
deGuers- Pilier du forum
- Nombre de messages : 4592
Age : 71
Localisation : sous les tropiques ...
Date d'inscription : 23/12/2010
Re: Les gas checks
Invité Mer 10 Oct 2012, 15:24
Attention toutefois. Les presses le plus robustes que j'ai testées il y a quelques années étaient la Big Max, la Rock Chucker et la Lynx LX4 ( la dernière) qui délivrent sensiblement 3500 kg à 1 mm du point mort haut. En pratique si on force au delà de 20 m/kg (en couple sur l'articulation du levier ) disons qu'on tombe dans une situation de déformations où les presses courantes
rendent l'âme.
Mais la discussion sur les mécanismes et résistances des presses de rechargement, c'est un autre sujet.
Invité- Invité
Re: Les gas checks
Step Jeu 11 Oct 2012, 06:50
Step- Membre

- Nombre de messages : 46
Age : 51
Localisation : 38
Date d'inscription : 06/02/2010
Re: Les gas checks
Invité Jeu 11 Oct 2012, 08:04
"weber-metaux.com" ou "tartaixmetaux.com" Feuillard laiton ou mieux cuivre de 3/10 mm; dans les deux cas il faut le recuire.
Invité- Invité
Re: Les gas checks
deGuers Jeu 11 Oct 2012, 16:17
Le moule a été détruit ?
deGuers- Pilier du forum
- Nombre de messages : 4592
Age : 71
Localisation : sous les tropiques ...
Date d'inscription : 23/12/2010
Re: Les gas checks
Invité Jeu 11 Oct 2012, 19:17
Invité- Invité
Step- Membre
- Nombre de messages : 46
Age : 51
Localisation : 38
Date d'inscription : 06/02/2010
Re: Les gas checks
burgonde Mer 22 Avr 2015, 11:25
super intéressant mais je n arrive pas a trouvé cet outillage sur le net. Pourriez vous m aider ? Merci par avance
Cordialement
Laurent
burgonde- Membre
- Nombre de messages : 8
Age : 54
Date d'inscription : 22/04/2015
Re: Les gas checks
CLOSDELIF Mer 22 Avr 2015, 11:35

-Je doute que nous retrouvions aujourd'hui les intervenants de naguère....

-Je te conseille de choisir dans ton profil et tes choix, l'affichage complet de la date, avec l'année
Non nobis Domine, non nobis, sed Nomini Tuo da Gloriam.
http://winchester-lsg.forumotion.com/
http://prehistoire-xixeme.forumactif.org/

CLOSDELIF- Pilier du forum
- Nombre de messages : 22791
Age : 72
Localisation : 81
Date d'inscription : 03/09/2009
rep.
joselito Mer 22 Avr 2015, 12:06

joselito- Modérateur
- Nombre de messages : 17734
Age : 65
Localisation : FTA Bully Chti !
Date d'inscription : 29/05/2011
Re: Les gas checks
BRX (†) Mer 22 Avr 2015, 13:49
CLOSDELIF a écrit:Octobre 2012 à avril 2015....Magnifique déterrage
-Je doute que nous retrouvions aujourd'hui les intervenants de naguère....
-Je te conseille de choisir dans ton profil et tes choix, l'affichage complet de la date, avec l'année
Faut pas dire ça !
"Et s'il n'en reste qu'un, je serai celui-la "
Un ex-invité qui pourrait le re-devenir mais qui n'a pas oublié ce sujet..
BRX (†)- Membre confirmé
- Nombre de messages : 407
Age : 94
Date d'inscription : 23/11/2013
Re: Les gas checks
CLOSDELIF Mer 22 Avr 2015, 13:55
Tu as raison ami....C'est d'ailleurs pour cela que j'avais juste émis un doute...BRX a écrit:CLOSDELIF a écrit:Octobre 2012 à avril 2015....Magnifique déterrage
-Je doute que nous retrouvions aujourd'hui les intervenants de naguère....
-Je te conseille de choisir dans ton profil et tes choix, l'affichage complet de la date, avec l'année
Faut pas dire ça !
"Et s'il n'en reste qu'un, je serai celui-la "
Un ex-invité qui pourrait le re-devenir mais qui n'a pas oublié ce sujet..
Non nobis Domine, non nobis, sed Nomini Tuo da Gloriam.
http://winchester-lsg.forumotion.com/
http://prehistoire-xixeme.forumactif.org/
CLOSDELIF- Pilier du forum
- Nombre de messages : 22791
Age : 72
Localisation : 81
Date d'inscription : 03/09/2009
Re: Les gas checks
Invité Mer 22 Avr 2015, 14:17
joselito a écrit:puisque le sujet est ré-ouvert , j'avais dernièrement ouvert un Post' à ce sujet quand à l'utilité de ces GC...car vu le prix, j'ai tendance à ne pas en mettre même sur des ogives les prévoyant....mais apparemment, c'est une histoire de vitesse de la balle..pour/contre...?
Un GC s'est un peu comme le filtre à huile sur une voiture: ça fonctionne sans....
Invité- Invité
Re: Les gas checks
burgonde Mer 22 Avr 2015, 14:25
burgonde- Membre
- Nombre de messages : 8
Age : 54
Date d'inscription : 22/04/2015
Page 2 sur 4 • 1, 2, 3, 4