
 Accueil
Accueil Connexion
Connexion S'enregistrer
S'enregistrerFabrication d'embouchoir, grenadière, etc.
Page 1 sur 2 • 1, 2 
Fabrication d'embouchoir, grenadière, etc.
Verchère Mer 10 Déc 2014, 03:48
Il est parfois nécessaire de fabriquer une boucle (embouchoir, grenadière ou capucine), parce-que la pièce d'origine est trop coûteuse ou introuvable (armes rares ou artisanales).
J'en ai déjà refait, en assemblant 2 pièces par soudure autogène, au chalumeau. Les boucles ayant souvent une section bombée, il m'a paru plus facile de former ce bombé à la lime, sur une bande de tôle plate. Puis de tordre cette bande autour de mandrins plus ou moins cylindriques de diamètres appropriés, et de couper afin d'avoir deux U adéquats (à G du dessin).
Le chalumeau est un jeu d'enfant, sauf aux extrémités du cordon qu'il faut nettement surcharger car le métal a tendance à creuser. Avec une buse nettement plus petite que d'usage, on arrive très facilement à souder en profondeur, à combler le jeu éventuel, et à former un cordon régulier et épais, préfigurant le congé reliant souvent les 2 parties (en rouge). Avec un peu de prudence, on peut faire presque tout le travail "en l'air" sans que le métal ne s'effondre...
Mais la finition à la lime est un travail très long et délicat, d'autant que les cordons de soudure se trouvent sur les décrochements : au raccordement des deux côtés de la soudure, le moindre défaut saute aux yeux ! Certes, en cas d'erreur on peut toujours recharger au chalumeau, mais alors la finition est à reprendre.
Et s'il faut un pivot de battant de bretelle, ça complique bien les choses !
Il serait tentant de partir d'une unique bande de tôle enroulée autour d'une forme en acier, en marquant le décrochement canon / fût par étampage (à D du dessin). Les outils sont simples à réaliser, et s'agissant anciennement de "fer" (acier doux ou extra doux) on peut peut-être même travailler à froid... Une soudure reste nécessaire, mais une seule, avec libre choix de sa position : en dessous c'est moins visible, et à plat bord à bord c'est incomparablement plus facile à faire et surtout à limer ensuite. Ceux qui n'ont pas de chalumeau pourraient même s'en tirer avec un recouvrement biseauté soudé à l'étain.
Peut-être vaudrait-il mieux effectuer les 2 plis successivement, l'étampe dessinée ici ne servant qu'en finition...
Mais il y a trois inconvénients :
- si c'est jouable avec une bande plate, cela se conçoit plus difficilement avec un profil bombé,
- il n'y aura pas de congé reliant les 2 parties, mais des décrochements abrupts,
- en pliage on obtient des angles rentrants vifs mais les extérieurs sont arrondis.
Pour éviter les deux derniers, il faudrait partir d'une bande présentant des surépaisseurs aux points en question !
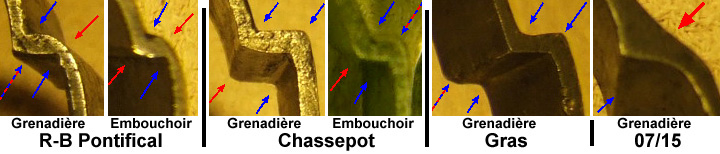
Je n'ai donc pas expérimenté ce procédé par matriçage ... Toutefois, passant récemment pas mal de temps à polir des pièces de Carabine de Gendarmerie Pontificale (Rolling-Block Nagant) j'ai constaté que les boucles n'étaient pas bombées mais plates, et que les décrochements canon / fût n'étaient pas bien vifs, et même parfois arrondis. Il s'agit de garnitures identiques au Chassepot ; mêmes constatations sur celles du Chassepot très récemment arrivé.
Par contre si celles du Gras sont identiques en dimensions, et en tôle plate aussi, tous les angles y sont vifs. Quant à la grenadière du 07/15, elle est certes plate, mais le décrochement canon / fût est adouci par un important congé.

En examinant de façon détaillée on trouve des angles vifs (flèches bleues) ou arrondis (flèches rouges), les fléches bleu / rouge signalant des arêtes incertaines. Souvent les angles rentrants sont vifs et correspondent à des arrondis de l'autre côté, ce qui pourrait indiquer que le décrochement était formé par étampage ; et sans écrasement notable, ce qui suggérerait un travail à froid. Ceci surtout pour les pièces Nagant, Chassepot à la rigueur ; par contre les pièces de Gras et 07/15 ne semblent pas obtenues ainsi (il faudrait au minimum des surépaisseurs sur la bande d'ébauche, et sans doute un travail à chaud).
Mais la soudure ? Et la fixation du battant de bretelle ?
Ici encore les pièces Nagant donnent une idée. Au dessous de la grenadière, à l'intérieur, deux lignes parallèles pourraient révéler une soudure, de part et d'autre d'une étroite bande de tôle (7 à 8 mm). Cette bande serait effectivement plus facile à préparer séparément, avec le pivot du battant (par exemple matricée à la forge) ; et les 2 soudures à plat sont de réalisation et finition assez aisée (à l'époque, certainement des soudures à la forge).
Avec un peu d'imagination ma grenadière de Gras confirmerait ce type d'assemblage, avec une bande de 13 mm ; avec encore plus d'imagination, idem sur celle du Chassepot (12 à 13 mm).
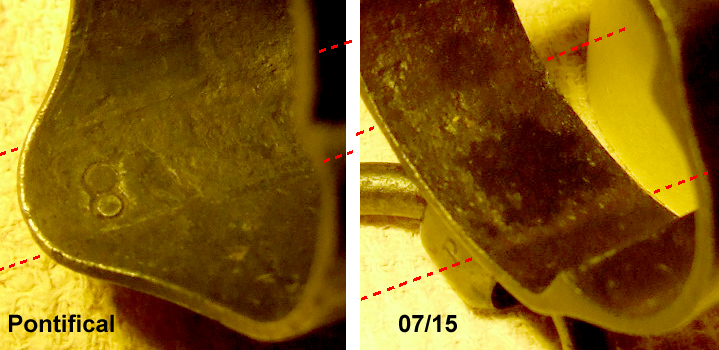
Peut-être aussi sur la grenadière de 07/15 (bande de 14 mm). Mais il y a une autre trace, qui pourrait étayer une explication différente : soudure unique (au milieu dessous) d'une bande présentant 3 surépaisseurs matricées, une grosse pour le pivot de battant, et deux plus réduites pour les congés des décrochements canon / fût.
C'est plausible pour une fabrication en série, le temps passé à mettre au point les matrices pour forger la bande à 3 surépaisseurs étant largement compensé par la soudure unique, qui plus est dans une partie éloignée de toute surépaisseur.
Il me faut bien reconnaître qu'à part sur le Nagant, les traces de soudure éventuelle ne sautent pas aux yeux...
Quant aux embouchoirs, Nagant, Chassepot ou Gras, rien ne suggére la moindre ligne de soudure. Toutefois, aucun bossage n'étant nécessaire, la position de celle-ci est assez libre. Mais sans doute doit-on éviter qu'elle se trouve au dessous, dans la zone du passage de baguette, car il y a là quelque travail à réaliser et cela pourrait constituer une faiblesse.
Sur ces 3 pièces, le rétrécissement dégageant l'entrée du canal de baguette pourrait avoir été obtenu en enfonçant le tube par une ou plusieurs étampes (flèches rouges) : l'angle extérieur est vif, et dedans c'est très arrondi (de G à D, R-B Nagant, Chassepot, Gras). L'entaille centrale aurait alors été ébauchée préalablement, pour éviter qu'un accordéon ne se forme au milieu.
Le passage de tenon de bayonnette a peut-être été poinçonné, mais ce n'est pas flagrant ; il aurait donc été repris ensuite à la lime, ou broché. A l'intérieur, on supposerait une retouche à la fraise sur le Nagant, rien sur les autres.

Les boucles du Chassepot se distinguent par leurs lignes élégantes, et elles paraissent d'une réalisation commode et économique. Si la copie exacte reste difficile, leur style est intéressant pour recompléter toute arme de l'époque, en l'absence de spécifications précises.
Mais l'analyse qui précède n'est que supputations ; elle pourrait être précisée (ou infirmée) par des informations supplémentaires. Précisions qui seraient utiles avant d'entreprendre un essai de fabrication...
Verchère- Pilier du forum

- Nombre de messages : 19102
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -

Re: Fabrication d'embouchoir, grenadière, etc.
Tourblanche Jeu 11 Déc 2014, 07:32
Modification :
11 nov , Ce message contenait des informations jugées inutiles et étrangères à
cette discussion , je les efface donc .
Ça concernait l' acquisition de reproduction de pièces en pour des armes d' avant 1822 et non leur fabrication .
Dernière édition par Tourblanche le Jeu 11 Déc 2014, 17:10, édité 1 fois

Tourblanche- Pilier du forum
- Nombre de messages : 1901
Age : 72
Date d'inscription : 16/03/2011
Re: Fabrication d'embouchoir, grenadière, etc.
freebird Jeu 11 Déc 2014, 09:56
Heureusement pour lui, il s'occupe pour l'instant d'armes terriblement modernes... J'attends de le voir expérimenter le foyer d'affinage* pour produire le fer nécessaire à reconstituer un 1777
(* on me souffle à l'oreille qu'il l'aurait déjà fait? pourquoi ne suis-je pas surpris?
 )
)
freebird- Pilier du forum
- Nombre de messages : 1765
Age : 56
Localisation : Lot 46
Date d'inscription : 28/12/2013
Re: Fabrication d'embouchoir, grenadière, etc.
Tourblanche Jeu 11 Déc 2014, 16:53
Je voyais la question d'un autre angle : Se procurer les pièces .
Vous pouvez effacer mes messages .
Tourblanche- Pilier du forum
- Nombre de messages : 1901
Age : 72
Date d'inscription : 16/03/2011
Re: Fabrication d'embouchoir, grenadière, etc.
freebird Jeu 11 Déc 2014, 16:59
et pour se monter (ou remonter une arme), cette technologie apporte des plus certains si on doit acheter les pièces (par manque de temps ou de compétences)
donc les liens que tu as donnés sont loin d'être inutiles.
Mais sans intérêt direct pour Verchère...

freebird- Pilier du forum
- Nombre de messages : 1765
Age : 56
Localisation : Lot 46
Date d'inscription : 28/12/2013
Re: Fabrication d'embouchoir, grenadière, etc.
Tourblanche Jeu 11 Déc 2014, 17:11
Tourblanche- Pilier du forum
- Nombre de messages : 1901
Age : 72
Date d'inscription : 16/03/2011
Re: Fabrication d'embouchoir, grenadière, etc.
Verchère Ven 12 Déc 2014, 03:49
Ben oui je l'ai fait ! Et ce fut un bide lamentable : le débris de radiateur en fonte était tout cramé et boursouflé, mais encore aussi fonte qu'au début. Je suis assurément trop feignant pour y passer le temps nécessaire...freebird a écrit:... J'attends de le voir expérimenter le foyer d'affinage* pour produire le fer nécessaire à reconstituer un 1777.
(* on me souffle à l'oreille qu'il l'aurait déjà fait? pourquoi ne suis-je pas surpris?
Ici je cherche plutôt des techniques rationnelles pour obtenir certaines pièces. Le chalumeau et la lime je connais et j'ai déjà donné, beaucoup (le chalumeau j'adore, c'est comme qui dirait une "lime à épaissir" ; pas bien précise tout de même)...
Mais si 3 bons coups de marteau donnaient le même résultat que 3000 coups de lime, ce serait toujours bon à prendre. Gain de vitesse, et de moyens aussi : on peut même forger sur le balcon d'un HLM, avec un barcecue trafiqué ! (en ventilo ... le séche cheveu de madame).
Plus vite et moins cher, ça va bien dans le sens du modernisme, non ?
Si j'en cause ici, c'est pour avoir des avis, expériences ou informations sur les pratiques de détail, que certains peuvent avoir trouvé ici ou là sans penser que cela puisse avoir un usage concret.
Parce-que matricer, étamper, poinçonner, c'est bien joli ; mais il y a la façon de faire. Le détail des formes (matrices) nécessaires, souvent plusieurs successives, ou tout au moins la logique régissant l'enchaînement de ces formes. En soi, la technique n'est pas oubliée : pour une bielle, un vilbrequin ou un arbre à cames de bagnole, on trouve ça dans tous les bons bouquins.
Mais pour une grenadière, une sous-garde ou une plaque de couche, j'ai cherché ... en vain pour l'instant. Toutes pièces certes secondaires, mais indispensables, dont la réalisation peut prendre autant de temps que le "gros oeuvre", et dont la finition importe tout autant, voire plus.
Et je ne vous parle pas de la baguette de Chassepot... J'en ai pas fini, avec celle-là...
Verchère- Pilier du forum
- Nombre de messages : 19102
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Fabrication d'embouchoir, grenadière, etc.
T.Jiel Dim 09 Déc 2018, 14:36
Beau travail de recherche!
 Merci pour le partage!!
Merci pour le partage!! De mon côté, avec mon Gras d'infanterie, j'ai dessiné chaque partie des garnitures en les déroulant à l'échelle 1 :

Mon idée étant de photocopier sur du papier cartonné, découper chaque partie et les retracer à plat sur de la tôle de 2.
Pour plier je pensais utiliser des mandrins au bon diamètre (je les ai trouvés) et chauffer. Pour la jonction de l'épaulement (grenadière et embouchoir, replier la partie supérieure de chaque côté à l'étau et souder ensuite sur la partie inférieure...
Une question, pendant que j'y suis : les battants de bretelle sont ils juste soudés, y a t il un gougeon en plus???

T.Jiel- Membre confirmé

- Nombre de messages : 311
Age : 69
Localisation : Le Mans 72
Date d'inscription : 17/07/2018
Re: Fabrication d'embouchoir, grenadière, etc.
Richelieu ✝ Dim 09 Déc 2018, 18:41
Voir les cours d'arquebuserie de J R Clergeau dans les anciennes Gazettes.
En voulant respecter la lettre de la Loi
Tu trahis le coeur de la Loi
Jesus Christ
Richelieu ✝- Pilier du forum
- Nombre de messages : 3087
Age : 88
Localisation : Cote d'Emeraude (22)
Date d'inscription : 28/10/2010
Re: Fabrication d'embouchoir, grenadière, etc.
Verchère Dim 09 Déc 2018, 19:02
Il me semble utile de fabriquer d'abord un tube d'un diamètre à définir par essais, puis d'ovaliser ce tube pour l'enfiler sur le mandrin de forme, et ensuite de matricer les deux raccords canon/fût, ce qui va "tendre" la boucle. Jusqu'à ce niveau mes essais sont plutôt concluants.
Eventuellement ensuite, recharger les deux arêtes au chalumeau pour les retailler à angle vif.
En ayant préparé l'encoche pour éviter les faux-plis, on doit pouvoir de même matricer la fermeture avant de l'embouchoir à l'aide d'une bouterolle de forme, la pièce enfilée sur le mandrin.
Reste à finir la découpe de passage des tenons...
Ceci dans l'idée d'en faire plusieurs ; pour une seule pièce une fermeture avant rapportée au chalumeau se défend mieux, mais certainement pas à partir de 4 ou 5 pièces.
Pour le pivot du battant de bretelle j'ai bien regardé, et rien vu. Il ne semble pas directement rapporté sur la bande de tôle ; soit il fait partie intégrante d'une bande étroite faisant la jonction, soit il était en surépaisseur de la tôle brute (laminée en "roulage", l'un des rouleaux présentant un creux correspondant à l'ébauche du pivot).
Il n'est d'ailleurs pas certain que les boucles soient toujours constituées d'une tôle enroulée-soudée. Elles pouvaient aussi être faites à partir d'un godet embouti dans une tôle, ensuite découpé et étiré en tube court (comme d'ailleurs on fait et faisait les chemises de balles et les douilles). Faut bien se dire qu'avec les quantités à fabriquer, ça valait le coup d'étudier un outillage spécifique...
Pour le support de battant de crosse, l'ensemble me paraît plutôt taillé dans la masse, mais là aussi un étampage grossier à la forge pouvait économiser la matière et le travail ultérieur.
Le battant lui-même, j'en sais rien.
On pouvait sans doute souder à la forge le fil sur les deux rondelles, mais aussi refouler les deux bouts d'un fil pour avoir la masse nécessaire aux rondelles (mais ça j'y arrive pas)... Ou marteler en fil le milieu d'un lopin, en gardant aux deux bouts de l'épaisseur pour les rondelles (ça non plus, j'y arrive pas).
Il se peut que la méthode ait été laissée à l'initiative du fabricant, sous réserve que le résultat soit conforme ; c'est ce qui se faisait pour les canons de bronze jusqu'au début du XIXe...
Pour ma part j'arrive à souder aisément une rondelle au bout d'un fil, et même aux deux bouts d'un fil droit ; mais quand je le plie sur le gabarit d'anneau, l'intervalle entre les deux rondelles n'y est jamais !
Sinon je rapporte les rondelles (au chalumeau) sur l'anneau déjà mis en forme, mais c'est nettement plus chiant à souder et infiniment plus chiant à limer que sur le fil droit brut... Sans doute pourrait-on par tâtonnements définir la longueur exacte nécessaire pour que, une fois plié sur la forme d'anneau, la cote soit presque juste ; alors, en chauffant le fil, on peut toujours l'étirer ou raccourcir un peu.
Pour conclure, le chalumeau n'est sans doute pas le moyen de production le plus rationnel, mais la forge ne laisse pas le temps de chipoter ; il faut donc la réserver aux travaux déjà bien rodés.
Le chalumeau est plus souple de réaction pour la mise au point ; il permet aussi la chauffe sélective des points où l'on veut une déformation qui ne doit pas gagner la zone voisine. Et il est assez rapide pour chauffer un tube préalablement enfoncé sur un mandrin, en vue d'un matriçage localisé (à la forge, sortir le tube du feu, l'enfiler sur le mandrin, attraper les outils ... souvent la pièce est déjà trop refroidie !)
Quand j'aborde ces questions, j'ai la sensation curieuse de m'aventurer sur une autre planète...
Autant le monomatricule et la cohérence des poinçons font couler de l'encre et usent les claviers, autant la technique de fabrication de ces éléments annexes pourtant tout bêtes paraît hors sujet.
Comme s'ils étaient tombés du ciel déjà finis...
Et arrive un message de "Richelieu"
Des articles de Clergeau j'en ai lu certains mais pas tous, loin de là...
Alors si quelqu'un les avait et pouvait nous en communiquer la teneur, ça pourrait être utile car il avait pas mal pratiqué et fréquenté des "encore plus vieux" qui avaient aussi beaucoup pratiqué.
Je n'ai malheureusement entretenu avec lui qu'une trop brève correspondance...
Verchère- Pilier du forum
- Nombre de messages : 19102
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Fabrication d'embouchoir, grenadière, etc.
Verchère Mar 11 Déc 2018, 04:48
C'est pour l'instant le seul cas où j'ai vu un assemblage brasé, et de façon assez flagrante pour en comprendre les détails (désolé, la photo est un peu large mais sinon on ne voit pas).
Grenadière de mousqueton Berthier M-16 :

La boucle est formée d'une simple bande de tôle relevée des deux côtés d'une pièce rapportée. La trace jaune permet de suivre tout le contour de la brasure (notez le raccordement en forme de queue d'aronde).
Verchère- Pilier du forum
- Nombre de messages : 19102
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Fabrication d'embouchoir, grenadière, etc.
cromagnon 07 Mar 11 Déc 2018, 07:59
encore un super sujet ,je met donc une réponse pour pouvoir suivre
ça m'est arrivé aussi de reproduire certaines petites pièces mais tout a la lime .la on ne compte pas le temps passé ni la rentabilité .seul le résultat compte .


cromagnon 07- Pilier du forum
- Nombre de messages : 1149
Age : 65
Localisation : ardeche
Date d'inscription : 23/06/2010
Re: Fabrication d'embouchoir, grenadière, etc.
T.Jiel Mar 11 Déc 2018, 13:23
...Bien vu, le coup de la brasure en queue d'aronde.
T.Jiel- Membre confirmé
- Nombre de messages : 311
Age : 69
Localisation : Le Mans 72
Date d'inscription : 17/07/2018
Re: Fabrication d'embouchoir, grenadière, etc.
Verchère Mer 12 Déc 2018, 05:48
Donc voici un extrait à la définition originelle de ma photo. Là on voit mieux.

Vu l'époque je pense qu'on utilisait une "pâte à braser" ou "plaque à braser", mélange de décapant et de brasure en poudre, ou mince feuille de laiton gaufrée enduite de décapant ; produits encore utilisés pour raccorder les scies à ruban. Ça a le grand avantage d'étendre la brasure sur toute la zone de contact sans lacunes de pénétration, et de ne nécessiter aucune intervention durant la chauffe (éventuellement au four).
La pseudo-queue d'aronde, j'ai dans l'idée que c'est seulement pour rectifier l'arrondi qu'on obtient toujours en pliant une tôle : pour un contact parfait, il faudrait alors raccorder la pièce intermédiaire avec le même arrondi (pas facile).
Pour obtenir un raccord droit il aurait fallu beaucoup raboter les deux plis de la bande de tôle.
Tandis que pour raboter à 45° l'arrondi du pliage il n'y a pas grand chose à enlever, et c'est un angle net facile à reporter sur la pièce intermédiaire. Ça pouvait même éventuellement se faire aisément à la fraiseuse, sur une série de pièces alignées dans un montage.
J'insiste toutefois sur le fait que je n'ai vu cet assemblage que sur ce type de grenadière (mousqueton Berthier M-16), et encore, pas sûr qu'elles soient toutes ainsi. Sur les autres types j'ai bien cherché, et pas trouvé la moindre trace de brasure.
Je pense que c'est une technique simplifiée apparue à la faveur de la guerre...
Verchère- Pilier du forum
- Nombre de messages : 19102
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Fabrication d'embouchoir, grenadière, etc.
T.Jiel Sam 15 Déc 2018, 19:30



Difficile de bien y voir avec ces photos, mais je ne suis pas loin. Encore dans l'à peu près quand même. Pas de la tarte, quand on est pas habitué à ce genre de travail! J'ai mis autour de 6 à 7 heures pour accoucher de cette grenadière et des deux embouchoirs.
J'ai suivi le plan que je m'étais fixé ; découper les différentes pièces à plat à partir de mes "patrons" papier, les plier avec des mandrins à l'étau (la plupart du temps à froid), et les assembler à la soudure autogène. Cette procédure me paraît bonne pour de la repro visuelle.
Cependant mes "patrons" papier ne sont pas justes et demandent à être corrigés. Pas compliqué. Et surtout y a cette sacrée soudure autogène, et là j'aurais qques questions :
J'ai retrouvé des notes prises y a des années lors d'un stage de formation à la restau de serrures anciennes. Depuis, à par la brasure, je n'ai pas beaucoup soudé à l'autogène sauf l'été dernier avec le Lebel.
Pour ce genre de soudure, le dard du chalumeau n'est qu'à 1 ou 2 mm du métal. Il faut qu'il y ait du jeu entre les pièces à assembler, en général l'équivalent de l'épaisseur de la tôle qu'on veut souder (ce qui me paraît beaucoup). On avance gentiment en poussant le bain de métal en fusion devant le dard. Enfin j'ai monté sur le chalumeau ma plus petite buse (les tôles font en général 2mm). C'est une buse de 140.
Est-ce OK ?
Allez, encore un p'tit tour à Vauquois. Mettez vos lunettes, c'est un peu flou, mais...succulent :


T.Jiel- Membre confirmé
- Nombre de messages : 311
Age : 69
Localisation : Le Mans 72
Date d'inscription : 17/07/2018
Re: Fabrication d'embouchoir, grenadière, etc.
Verchère Dim 16 Déc 2018, 05:50
Y-a maintenant pas mal de chauffagistes qui n'y arriveraient pas...
La grenadière est bien, avec de beaux raccords canon / fût. Reste à voir le raccordement de l'anneau sur ses rosettes, qu'il faudrait peut-être finir sur une entretoise avant de riveter l'anneau sur la grenadière ; parce qu'après, c'est bien plus difficile (enfin, pour ma part j'ai encore bien du mal à ce niveau).
L'embouchoir, c'est quand même pas encore ça...
Pour un bon résultat je pense qu'il ne faut pas lésiner sur le temps passé à confectionner le montage de travail, les gabarits, les outils à frapper de forme particulière. Une fois les bons outils mis au point, le travail est bien plus facile, plus rapide et de meilleur résultat.
Pour un embouchoir de mousqueton Berthier, ce montage ne reprenant que les deux diamètres principaux n'a pas été bien satisfaisant :

Celui-là donne la forme complète et il est démontable pour "démouler" la pièce finie (y-a qu'à enlever le boulon de 10). Il s'est montré bien plus efficace, pour enrouler, souder et enfoncer les étranglements ; mais assez long à réaliser !

Les patrons en papier ne sont jamais justes ; le cintrage et le pliage changent la cote, et la fibre neutre n'est jamais exactement à mi-épaisseur. Le mieux est de tracer un premier gabarit en estimant la fibre neutre à mi-épaisseur, faire une pièce suivant exactement ce tracé, la plier, mesurer la différence et refaire en conséquence le patron. On peut aussi couper une simple bande, exactement mesurée, et lui faire subir les enroulements et plis prévus, simplement afin de pouvoir mesurer la différence et ainsi corriger la cote.
Pour la soudure, je laisse généralement la buse de 200 "tous usages", mais sur ce genre de travaux je réduis beaucoup la flamme (ce qui la rend parfois instable >> explosion >> dispersion du bain !).
En 140 le dard devrait faire tout de même plus que 1 ou 2 mm ; ou alors tu réduis vraiment trop le débit... En fait c'est pas gênant d'être souvent plutôt au début du panache, la flamme y est moins agressive.
Le jeu entre les pièces dépend beaucoup de la façon de procéder. Avec un espace de l'ordre de l'épaisseur de la tôle, il faut impérativement mettre beaucoup de métal d'apport ; avec le risque d'inclusions ou de collage. Avec un jeu faible voire nul on peut souder en véritable autogène, avec juste une goutte de métal d'apport pour démarrer, mais la baguette toujours en main pour boucher un éventuel trou accidentel. Sans métal d'apport, aucun risque de foirer la soudure : si c'est pas bon, le bain ne réunit pas automatiquement les deux côtés.
Toutefois ça laisse une soudure en légère dépression. Ici la tôle de 2 mm me semble un peu épaisse, alors si ensuite on lime d'épaisseur cette dépression va disparaître. Sinon, en général je m'arrange pour placer les pièces à bord à peu près jointif, je soude sans métal d'apport, et tant que c'est encore rouge je repasse avec du métal d'apport pour créer une surépaisseur à limer.
Dans certains cas, tant que c'est rouge je martèle immédiatement la crête de cette surépaisseur pour refouler un peu de métal sur les côtés de la soudure, où il y a presque toujours un léger sillon qui est long à effacer à la lime. Mais ici, sur une bague mince, un martelage va forcément étendre la bague ; il faudrait la maintenir partout autour, sauf la zone martelée ... Bien compliqué !
La puissance de chauffe, dépend beaucoup de la vélocité du soudeur. Mais en soudure à bords jointifs il faut tout de même chauffer assez pour faire fondre toute l'épaisseur, sinon à l'intérieur ça se voit. Avec la puissance nécessaire pour y arriver assez rapidement, ensuite le bain avance très vite ; faut suivre ! Mais si on arrive à suivre, en fait plus la soudure est rapidement terminée mieux c'est...
J'en reste tout de même à l'idée que l'assemblage par soudures multiples convient pour une pièce unique, mais que si on prévoit d'en faire plusieurs il vaut mieux limiter les soudures au minimum, et faire un maximum de matriçages.
Et qu'il vaut mieux laisser la coupe des tranches pour la fin, en préparant des débits de forme grossière. La recoupe des deux tranches a aussi l'avantage d'éliminer le bout des soudures, qui est souvent un peu "croqué", et qu'on passe un temps infini à recharger.
Mais je n'ai en vue aucun besoin d'embouchoirs de Gras ou Chassepot, alors cela vaut-il la peine que je creuse la question ?
J'ai tout de même quelques photos de la fabrication d'embouchoir "fantaisie" pour mousqueton Berthier, avec les montages ci-dessus... Reste à rédiger !
Verchère- Pilier du forum
- Nombre de messages : 19102
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Fabrication d'embouchoir, grenadière, etc.
JIEME41 Dim 16 Déc 2018, 07:08
Tu utilises quoi comme tôle, de la tôle du commerce ? et en tube fer ?
JM

JIEME41- Pilier du forum
- Nombre de messages : 2477
Age : 65
Localisation : Région Centre
Date d'inscription : 29/05/2018
Re: Fabrication d'embouchoir, grenadière, etc.
T.Jiel Dim 16 Déc 2018, 09:27

Les mandrins ; j'ai un peu de tout pour l'instant. Mais mon voisin métallier va me donner d'autres chutes de bon acier.

Décidément, j'ai la bloblotte en prenant mes photos
.Merci Verchère pour ce long commentaire et tes encouragements. Ton second gabarit est super. Le truc, avec ces garnitures de Gras, c'est bien sûr l'épaulement canon/bois. Ça oblige à faire en 2 pièces.
Je trouve que le plus dur avec ce type de soudure, c'est les extrémités. C'est vite fondu! Après, quand ça marche, une fois limé on ne voit rien, c'est super.
J'aurais une question à 3 balles : en lisant et relisant, en particulier l'Instruction, il est question de "trempe à l'huile" ou à l'eau suivie de "recuit à l'huile fumante, flambante ou flambée". Est ce la même procédure que celle que tu utilises lorsque tu noircis les ferrailles, ou y a t il un rapport avec leur durcissement?
Je disais plus haut que j'avais acheté un Gras de cavalerie en calibre d'origine dont le bois est visiblement abîmé :

Et je ne me suis pas arrêté là, je viens aussi d'acheter ceci (200€) :


Je n'ai pas de photo du fusil entier, mais c'est une autre cour, avec bois à refaire sans équivoque. Il s'agit d'un chasse. J'en ai pour un moment avec ces deux objets.
Du coup, en attendant qu'ils arrivent, je vais en finir avec mon Gras 24 et le revendre, histoire de rembourser la caisse familiale que j'ai un peu pompé avec ce silex.
Enfin, comme vous êtes deux à suivre, encore une page du livre d'André Pézard :

On aurait pas du tout envie d'y être!!!!
Dernière édition par T.Jiel le Dim 16 Déc 2018, 20:14, édité 2 fois
T.Jiel- Membre confirmé
- Nombre de messages : 311
Age : 69
Localisation : Le Mans 72
Date d'inscription : 17/07/2018
Re: Fabrication d'embouchoir, grenadière, etc.
JIEME41 Dim 16 Déc 2018, 13:17
Et sans être matérialiste, les tarifs des gaz industriels OX et AD ont bien augmenté ces dernières années.Verchère a écrit:
J'en reste tout de même à l'idée que l'assemblage par soudures multiples convient pour une pièce unique, mais que si on prévoit d'en faire plusieurs il vaut mieux limiter les soudures au minimum, et faire un maximum de matriçages.
Le matriçage diminue de ce fait le coût de réalisation ...
Pour en revenir aux fournitures de ferraille il est vrai que quelque fois il peut être interessant d'explorer les sites internet, j'ai en mémoire une commande réalisée sur le net pour des tubes fer en 150mm/150mm coupés à longueur demandée, commande reçue dans les temps, coupes aux dimensions impeccables (moins de travail à faire) j'attends encore le devis de fourniture d'un commerçant d'Orleans pour une barre de 6.3m
Mais je m'écarte du sujet, mille excuses.
JM
JIEME41- Pilier du forum
- Nombre de messages : 2477
Age : 65
Localisation : Région Centre
Date d'inscription : 29/05/2018
Re: Fabrication d'embouchoir, grenadière, etc.
JIEME41 Dim 16 Déc 2018, 13:24
Au début à la lecture des premières lignes on aurait tendance à dire que ca tourne en une sorte de prose baudelairienne , mais après ça se gâte........T.Jiel a écrit:
On aurait pas du tout envie d'y être!!!!
JM
JIEME41- Pilier du forum
- Nombre de messages : 2477
Age : 65
Localisation : Région Centre
Date d'inscription : 29/05/2018
Re: Fabrication d'embouchoir, grenadière, etc.
T.Jiel Dim 16 Déc 2018, 13:27
T.Jiel- Membre confirmé
- Nombre de messages : 311
Age : 69
Localisation : Le Mans 72
Date d'inscription : 17/07/2018
Re: Fabrication d'embouchoir, grenadière, etc.
Verchère Lun 17 Déc 2018, 04:44
Comme je ne sors plus guère je n'ai plus l'occasion de fureter dans les bennes des entreprises de tôlerie - chaudronnerie, mais j'ai des copains qui savent que je ramasse toutes les ferrailles, noires, grises, jaunes ou blanches, et me rapportent donc régulièrement des petits cadeaux !
Pour ces boucles, surtout de la tôle de 2.0 et 1.5 laquée provenant de ré-ameublements de bureaux ou laboratoires : intercalaires de classeurs d'archivage, séparations amovibles de tiroirs à échantillons, etc. Vous pouvez pas imaginer tout ce qu'on balance à la benne, sous prétexte de rationalisation...
Pour les mandrins c'est plus simple : chutes de barres récupérées dans la benne d'un décolleteur-armurier bien connu, éventuellement reprises au tour quand il faut un diamètre intermédiaire.
Les garnitures de Gras, contrairement à pas mal de garnitures de mousquetons Berthier, demandent des angles vifs des deux côtés, au raccord canon/fût. En les enfonçant par matriçage c'est trop arrondi (il faudrait refouler du métal pour avoir de quoi faire des angles vifs, et ça promet d'être difficile). Alors un double raccordement au chalumeau, de part et d'autre, est effectivement pour l'instant la seule solution que j'aie trouvé satisfaisante.
Dommage, car une soudure unique en dessous est plus facile, plus propre et plus économique (je vous montrerai ça pour un embouchoir de mousqueton Berthier).
Le problème de l'aspect de la soudure aux extrémités... il suffit de faire une pièce plus large et de l'araser en finition, comme ça on ne s'emmerde pas à soigner le bout des soudures.
Embouchoirs Chassepot - Gras :
Je reviendrai sur le montage pour embouchoir de Mq Berthier, mais comme ces discussions me tracassent je me suis tout de même laissé tenter à jeter un oeil...
Interchangeabilité : l'apparence est identique, et les différences difficilement mesurables. Mais mon embouchoir de Chassepot ne se monte pas sur le Gras, il coince au niveau du bois. Celui du Gras se monte sur le Chassepot, sans jeu flagrant, mais le trou du téton de ressort est trop bas de 1/2 diamètre.
La forme légèrement tromblonnée de l'embouchoir de Chassepot ne me semble pas justifiée par la baguette à encliquetage, qui se monte très bien avec l'embouchoir Gras placé sur le Chassepot (le canal de baguette du Gras n'ayant pas l'évasement nécessaire). Le seul défaut est que c'est un peu difficile à décliqueter, parce-que l'arrondi en bas de la découpe en croix est de plus faible diamètre que sur l'embouchoir de Chassepot.
J'ai vraiment l'impression que le tromblonnage de l'embouchoir Chassepot est plutôt un effet secondaire de la technique de fabrication. Il faudra que je monte chercher l'embouchoir du RB pontifical, pour comparer (à priori c'est un embouchoir de Chassepot fabriqué à Liège et non à St Etienne, donc peut-être par une autre technique).
Pour construire un montage, pour ces deux embouchoirs Chassepot et Gras il faudrait prévoir les diamètres et rayons suivant (approximatifs, à préciser avec des rondins refendus) :

Ensuite, pour assembler les segments de cylindre il y aurait un peu de boulot. Mais je pense que j'y arriverais...
Au sujet des traitements thermiques, la trempe et le noircissage utilisent effectivement le même matériel et les mêmes procédures, mais la rigueur est bien différente.
Une opération de trempe complète, c'est en gros un chemin de croix avec étapes imposées et précises, les plus précises possible :
- pour des outils bien durs, 500°, 750°, 20°, 250°,
- pour de la simple visserie , 800°, 20°, 330°.
Une coloration noire à l'huile c'est une hésitante promenade de long en large, baguenaudant distraitement entre 500 ou 600°, 20 à 60° et 300 à 350°... Y-a pas besoin de se doper au café ! A priori on ne chauffe pas jusqu'au "point de transformation" qui permettrait (ou détruirait) la trempe, mais on va provoquer un revenu très important.
Donc pour les vis trempées qu'on veut colorer, si la couleur noire du revenu à l'huile flambée ne satisfait pas (elle est effectivement très moche) il faudra re-polir et bronzer chimiquement ou bleuir au feu en restant sous la température de revenu (même rigueur que pour la trempe).
La crosse de ton silex, tu prévois de l'imprégner de vernis et la mastiquer à la pâte à bois pour t'en servir comme modèle ?
Ce qui est embêtant avec ces fusils civils, c'est que chaque arme demandera un modèle différent... Ça va faire une sacré collection !
Verchère- Pilier du forum
- Nombre de messages : 19102
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Fabrication d'embouchoir, grenadière, etc.
T.Jiel Lun 17 Déc 2018, 19:53
Mais tu sais, vu que de toute façon pour l'instant le projet c'est de reproduire pièce par pièce, si j'ai le modèle c'est OK. C'est clair qu'il ne resservira pas de sitôt ensuite
Bien sûr, collage des fentes, rebouchages et restitution des manques à la résine au préalable!!! Sur le Gras de cavalerie, lorsque que j'aurai découvert ce qui se cache sous le "pansement", ce sera idem. Mais celui-là, j'espère qu'il resservira...
!!!Pour l'instant j'attends (et je tremble vu que c'est des Colissimo...).
T.Jiel- Membre confirmé
- Nombre de messages : 311
Age : 69
Localisation : Le Mans 72
Date d'inscription : 17/07/2018
Re: Fabrication d'embouchoir, grenadière, etc.
Verchère Mar 18 Déc 2018, 06:09
Heureusement que les hoplophobes primaires refusent par principe d'y toucher, sinon y-aurait la queue devant les stands de tir...
Le Gras de cavalerie, on espère tous que son pansement ne soigne que le bois...
Celui-là faudra peut-être quand même que tu le gardes un moment ; même si le canon n'est plus très bon, les sensations au tir sont telles qu'un groupement décent en cible n'est qu'un plus, tout à fait facultatif. Et avec ses garnitures laiton, il va en jeter.
La vis cruci est sans doute du 6.0 x 1.0, et doit alors branler pas mal. Pas bon pour la manoeuvre (chocs en fin d'ouverture) ni pour le tir (extraction primaire).
Mais je suis pas au point pour l'instant, c'est du 6.2 x 1.06 (24 / pouce) et je pourrais au mieux la faire en 6.2 x 1.0 ! Mais le 6.2 x 1.06 n'est pas utilisé que là, alors il faut que m'équipe ; cependant, cette combinaison diamètre, pas et forme de filet n'est pas commercialisée, alors m'équiper ça veut dire fabriquer moi-même la filière, comme dans le temps...
Pour le Gras en 11 mm, la confection des cartouches n'est toutefois pas ce qu'il y a de plus simple !
Une arme chargée par la bouche serait de prime bien plus commode, même si quand ensuite on recherche une précision régulière elle se montre nettement moins docile qu'une arme à cartouche métallique.
Garder un moment...
Evites tout de même de tourner à flux trop tendu...
Il faudrait que tu arrives à avoir au moins 3 pétoires : une "dans son jus" (à l'étude), une en cours de restauration, et une finie (pour la "devanture").
Pour ménager le modèle :
Tu pourrais tout de même essayer de coller une rondelle de caoutchouc (chambre à air) au bout du palpeur. Et / ou d'emballer la crosse-modèle dans du film étirable bien tendu...
Mais bon, on s'éloigne...
En matière de boucles, ce silex et cette carabine sont à jour, non ?
C'est ce pauvre fusil Gras, qui est en manque !
Verchère- Pilier du forum
- Nombre de messages : 19102
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Fabrication d'embouchoir, grenadière, etc.
T.Jiel Mar 18 Déc 2018, 20:56
Je note pour "hoplophobe", je ne connaissais pas le mot. Pour un paysan je vous trouve bien cultivé.
Sûr que je n'en suis pas , hoplophobe. Au moins un défaut qui manque à ma panoplie
.Le Gras de cavalerie. Il est arrivé aujourd'hui. L'impression laissée par les photos était la bonne. En fait il est même plutôt en bon état, pas démonté depuis longtemps ce qui n'est pas plus mal; et bien chargé en graisse dans la mécanique. La culasse est bien fluide, les vis se sont gentiment laissé faire, même les épingles!! Le pansement, une tôle d' 0.5mm enroulée et soudée à l'étain. Dessous, une fente le long de la rainure de la baguette. C'est curieux comme le bois de cette arme est beaucoup plus fin que celui des fusils d'infanterie. Sous réserve d'en vérifier les dimensions!!!





Mais y a un hic, et c'est pas les photos du vendeur qui pouvait confirmer, juste ce qu'il avançait dans sa présentation : je me demande s'il est en calibre d'origine. Le diamètre intérieur de la bouche fait 12mm, et avec ma petite caméra au bout de son flexible je ne vois pas de rayures...



Mais peut être sont elles fatiguées? La culasse n'a pas été limée comme sur l'autre Gras chasse... J'ai relevé qques dimensions. J'ai longueur totale 117cm et longueur du canon 69cm (bon là je ne sais pas être précis vu que je ne sais pas où s'arrête le filetage), quand notre chère Instruction donne 117.5 et 70.2cm. J'en conclus que lui au moins n'a pas été décapité! Ceci dit je remarque que la pointe du guidon est déportée vers la droite alors qu'il devrait être à gauche (ou alors je me trompe de sens?).
Hausse absente, mais le vendeur avait prévenu. Pas de baguette non plus. La vilaine vis de la culasse était bien visible elle aussi sur les photos. Effectivement elle flotte un peu. J'y reviendrais plus tard!!
Toutes les garnitures sont là (une petite fente sur l'angle de la plaque de couche), ainsi que les autres vis d'origine.
En dehors de cette histoire de calibre et de rayures, le bois, fendu entre capucine et embouchoir, l'est aussi sur la poignée, et la crosse est bien marquée de coups. Excellent exercice en vue pour le copieur
T.Jiel- Membre confirmé
- Nombre de messages : 311
Age : 69
Localisation : Le Mans 72
Date d'inscription : 17/07/2018
Page 1 sur 2 • 1, 2
» USM1 IBM
» crosse berthier 07/15
» Accessoires Winchester 1897 TakeDown version chasse
» Identification grenadière