
 Accueil
Accueil Connexion
Connexion S'enregistrer
S'enregistrerCustomisation d'un Lebel 86-93 "de braco"
Page 2 sur 4 •  1, 2, 3, 4
1, 2, 3, 4
Re: Customisation d'un Lebel 86-93 "de braco"
julio62 Dim 01 Mai 2016, 09:20
L'Instruction de 1905 ne cite pas explicitement le battant de crosse dans les énumérations des spécifications - matière, traitements thermiques et mises en couleur. On pourrait en déduire par défaut qu'embase, anneau et rivet sont en acier doux sans traitement thermique ; les vis étant en acier mi-dur, trempées à l'huile sans revenu (comme toutes les vis à bois).
La couleur de l'ensemble serait ... bronzée "noir de guerre" ??
COLORATIONS
Je devrais préciser les colorations sur les dessins de visserie précédents et à venir ; mais n'ai que les informations de l'Instruction de 1905 :
- Dessous du mécanisme (et pontet ?) bronzés, comme canon et boîte de culasse,
- Vis du ressort de hausse, filetage des vis de queue de culasse et de vis AR de pontet bleuis au feu,
- Ejecteur et vis de mécanisme jaunis au feu,
- Vis de tête de culasse blanche, comme toutes les pièces de culasse.
La vis AV de pontet ? Blanche ?
C'est juste ? Les couleurs possibles étant à priori bronzé, bleui, jauni, blanc et lustré.
sur une notice de fabrication du Lebel que j'avais recopiée datant de 1893
"Ejecteur et vis de mécanisme jaunis au feu" pas fait dans toutes les manufactures, Châtellerault oui
"La vis AV de pontet ? Blanche ?" une photo pour répondre


julio62- Pilier du forum

- Nombre de messages : 1050
Age : 62
Date d'inscription : 02/06/2013
Re: Customisation d'un Lebel 86-93 "de braco"
Verchère Lun 02 Mai 2016, 05:44
Et sans doute la plaque de couche, comme fréquemment. Mais alors le battant, entre les deux, blanc ou bronzé ?
Pour les autres vis (à l'exception de l'éjecteur - si pas jauni, quelle couleur ?), personne n'a d'avis contraires ? Je peux compléter les messages précédents ?
Par ailleurs, je viens de finir 2 vis AR de pontet (c'est pas les plus simples, avec l'embase à 90° de la tête) et je vais attaquer 2 vis de queue de culasse (faciles, celles-là) ; dessins suivront.
Mais il faudrait que j'y ajoute une vis de queue de culasse de Berthier. Je peux prendre les cotes sur des armes, c'est assez proche du Lebel ; mais pour faire au mieux, personne n'aurait vu traîner les tables de construction d'un Berthier (mousqueton ou 07-15 ?).
Les petites vis (Ø 3) ce sera dans la foulée (je pense à toi, "julio62")...
Tant que j'y suis, les gens "normaux", ils n'ont jamais besoin de ces vis ? Comment font-ils ?
Serait-il opportun de prévoir la fabrication commerciale de ces vis, soit vendues à l'unité soit sous forme de "kit visserie" pour un modèle précis ?
Certes, les faibles quantités prévisibles sont peu adaptées aux machines de production modernes, mais le cas échéant je pourrais toujours en causer à un armurier-usineur, et tout au moins lui refiler les plans, au cas où...
La question étant, "il en faudrait 3 par an, ou 200 par an" ?
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -

Re: Customisation d'un Lebel 86-93 "de braco"
pat1892 Lun 02 Mai 2016, 13:08
Moi et d'autres y avons toujours trouvé notre bonheur.


pat1892- Pilier du forum
- Nombre de messages : 1041
Age : 64
Date d'inscription : 25/07/2009
Re: Customisation d'un Lebel 86-93 "de braco"
Pâtre Lun 02 Mai 2016, 13:32
Sur le mien, oui.Verchère a écrit:Le pontet aussi, est blanc ?
...
Bronzé, chez moi.Verchère a écrit:...
Mais alors le battant, entre les deux, blanc ou bronzé ?
...
Verchère a écrit:....
Tant que j'y suis, les gens "normaux", ils n'ont jamais besoin de ces vis ? Comment font-ils ?
...
Bourse?
(à la recherche de clips Carcano, à la bourse annuelle à B'zac, un type a achetté, à coté de moi, un embouchoir & une grenadière pour Lebel. 115€!....)

Commercialement, je n'ai aucune idée de la rentabilité d'un tel projet.Verchère a écrit:...
Serait-il opportun de prévoir la fabrication commerciale de ces vis, soit vendues à l'unité soit sous forme de "kit visserie" pour un modèle précis ?
...
Mais l'idée est à creuser.
(Comme celle de refaire des clips trois coups pour Berthier. Là, y'a un marché! Et en plus, opportunité de "foutre en l'air" un marché spéculatif! prix constaté : 12 à 50€ piéce, rouille comprise...)

Pâtre- Pilier du forum
- Nombre de messages : 7508
Age : 53
Localisation : Besançon (25)
Date d'inscription : 20/11/2013
Re: Customisation d'un Lebel 86-93 "de braco"
freebird Lun 02 Mai 2016, 15:38
Je n'ai pas d'idée du prix de vente, et les frais de port risquent d'être pharaoniques.

freebird- Pilier du forum
- Nombre de messages : 1765
Age : 56
Localisation : Lot 46
Date d'inscription : 28/12/2013
Re: Customisation d'un Lebel 86-93 "de braco"
julio62 Lun 02 Mai 2016, 19:27
Verchère a écrit:Le pontet aussi, est blanc ?
Et sans doute la plaque de couche, comme fréquemment. Mais alors le battant, entre les deux, blanc ou bronzé ?
Pour les autres vis (à l'exception de l'éjecteur - si pas jauni, quelle couleur ?), personne n'a d'avis contraires ? Je peux compléter les messages précédents ?
Par ailleurs, je viens de finir 2 vis AR de pontet (c'est pas les plus simples, avec l'embase à 90° de la tête) et je vais attaquer 2 vis de queue de culasse (faciles, celles-là) ; dessins suivront.
Mais il faudrait que j'y ajoute une vis de queue de culasse de Berthier. Je peux prendre les cotes sur des armes, c'est assez proche du Lebel ; mais pour faire au mieux, personne n'aurait vu traîner les tables de construction d'un Berthier (mousqueton ou 07-15 ?).
Les petites vis (Ø 3) ce sera dans la foulée (je pense à toi, "julio62")...
verchère Le pontet aussi, est blanc ?
Et sans doute la plaque de couche, comme fréquemment. Mais alors le battant, entre les deux, blanc ou bronzé ?
Pour les autres vis (à l'exception de l'éjecteur - si pas jauni, quelle couleur ?), personne n'a d'avis contraires ? Je peux compléter les messages précédents ?
le pontet le battant de crosse et la plaque de couche et leurs vis sont blancs, ainsi que les vis d’éjecteur et de mécanisme
"Par ailleurs, je viens de finir 2 vis AR de pontet (c'est pas les plus simples, avec l'embase à 90° de la tête) et je vais attaquer 2 vis de queue de culasse (faciles, celles-là) ; dessins suivront.
Mais il faudrait que j'y ajoute une vis de queue de culasse de Berthier. Je peux prendre les cotes sur des armes, c'est assez proche du Lebel ; mais pour faire au mieux, personne n'aurait vu traîner les tables de construction d'un Berthier (mousqueton ou 07-15 ?)."
j'ai les cotes et schémas pour Lebel sur un bouquin ,mais interdiction de publier

si cela t' intéresse je peux te les envoyer en MP
"Les petites vis (Ø 3) ce sera dans la foulée (je pense à toi, "julio62")..."
merci

julio62- Pilier du forum
- Nombre de messages : 1050
Age : 62
Date d'inscription : 02/06/2013
Re: Customisation d'un Lebel 86-93 "de braco"
Verchère Mar 03 Mai 2016, 06:45
Donc je corrigerais :
Ejecteur et vis de mécanisme jaunis au feu à Châtellerault, blancs ailleurs,
Pontet blanc,
Battant parfois bronzé, parfois blanc, en débat...
Erratum :
Il s'avère que les vis à bois sont en acier de "2e catégorie", entre mi-doux et mi-dur, rupture à 53 kg/mm² +- 5 kg à l'état recuit, 75 kg/mm² +- 5 kg à l'état trempé (ce serait en terme moderne du 7.8, si ça existait ; plus costaud que le 6.8 des quincaillers, donc).
Alors que les vis à métaux sont en acier de "3e catégorie", mi-dur, rupture à 58 kg/mm² +- 5 kg à l'état recuit, 83 kg/mm² +- 5 kg à l'état trempé (en terme moderne, le genre 8.8). C'est exactement le même acier que pour canon, boîte de culasse et la plupart des pièces de culasse, y compris tête mobile et percuteur ; donc pas de la daube !
Relativement à la visserie, le problème est qu'une réalisation unitaire est bien longue, donc coûteuse. Je suis un peu lent, mais pour une vis comme décrites ci-dessus il me faut bien 2 heures.
Un montage en "lunette à suivre" permet d'accélérer notablement ; je viens de le mettre en place pour les vis de queue de culasse car j'en ai au moins 4 très proches à faire (2 Lebel et 2 Berthier). Mais le montage et le réglage m'ont bien pris une heure, par contre chaque vis devrait tomber bien plus vite, je vous dirai demain. Il faut sans doute au moins 3 vis que ça vaille le coup...
Sur un tour de décolletage ça tombe comme à Gravelotte (quoique, sans doute moins de 2 vis / minute) mais le réglage est long et l'heure machine est coûteuse (y compris le temps d'immobilisation durant le réglage). Alors il en faut quelques centaines. Qui ne coûteront pas grand chose chacune, mais si c'est un stock écoulé une à une, le coût global de la fabrication n'est pas prêt d'être remboursé.
Pour les clips Berthier 3 coups, je serais au point. Mais pas motivé vu que par principe je donne ou j'échange, mais ne vends rien. Que pourrais-je obtenir d'intéressant, en échange d'un clip Berthier ? Pas motivé non plus car, effectuant surtout des tests, je manipule les cartouches une à une.
De plus j'ai taillé la matrice de découpe en prenant les mesures sur un clip, avant de disposer des plans d'époque. Et bien entendu c'est un peu faux, donc je dois reprendre les découpes à la main... Pour multiplier aisément les clips il faudra que je re-fabrique la matrice de découpage complète (tôle d'acier Hardox, recuite et taillée à la disqueuse, ajustée à la lime, puis trempée et revenue).
Pour les éventuels amateurs, le clip de 3 est bien plus facile à fabriquer que le clip de 5 ; sur celui de 3 le gros trou central ne sert à rien ; du "clinquant" convient très bien, en l'état de livraison (petits rouleaux de tôle d'acier calibrée, dont on fait les cales de réglage, dans l'industrie).
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Customisation d'un Lebel 86-93 "de braco"
julio62 Mar 03 Mai 2016, 20:29
Verchère a écrit:En visserie Lebel j'ai ce qu'il faut, entre les tables de 1890 et le bouquin de J. Huon, p. 130 (c'est à celui-là que tu pensais ? Alors je l'ai). C'est les Berthier, qui m'embêtent ; et il semble traîner une table de construction numérisée du 07-15 - ou alors seulement la planche du canon ? (Kelt l'avait mise sur TCAR).
exact page 130

julio62- Pilier du forum
- Nombre de messages : 1050
Age : 62
Date d'inscription : 02/06/2013
Re: Customisation d'un Lebel 86-93 "de braco"
julio62 Mar 03 Mai 2016, 20:49
ci joint 3 photos de battant de Lebel prises sur 3 armes differentes dans des musées



julio62- Pilier du forum
- Nombre de messages : 1050
Age : 62
Date d'inscription : 02/06/2013
Re: Customisation d'un Lebel 86-93 "de braco"
Tourblanche Mer 04 Mai 2016, 21:46
Le projet , c' est un " braco " ( je préfère " grande chasse " ) ou un règlo ?

Tourblanche- Pilier du forum
- Nombre de messages : 1901
Age : 72
Date d'inscription : 16/03/2011
Re: Customisation d'un Lebel 86-93 "de braco"
Nicomidway Mer 04 Mai 2016, 22:24
Tu aurais quelques photos de l'avancement des travaux Verchère ?
« "Le succès n'est pas final, l'échec n'est pas fatal, c'est le courage de continuer qui compte."»
Winston Churchill.

Nicomidway- Pilier du forum
- Nombre de messages : 5184
Age : 99
Localisation : Nord Drôme.
Date d'inscription : 03/01/2013
Re: Customisation d'un Lebel 86-93 "de braco"
Verchère Jeu 05 Mai 2016, 07:34
C'est pas un Lebel pour aller braconner ;Tourblanche a écrit:Le projet , c' est un " braco " ( je préfère " grande chasse " ) ou un règlo ?
c'est un Lebel qui servait à braconner, puis qui a perdu pas mal de pièces... Puis qui en a retrouvées, mais sans doute venant d'un autre fusil, et il en manque encore beaucoup.
Mon objectif est de le remettre en état d'une façon honorable, c'est à dire de reconstituer le "Lebel de braco" qu'il a été (ou plutôt qu'il aurait pu être s'il n'avait été "braconnisé" par un péquenot du coin, et si les choses avaient été faites proprement).
Il y aura donc 2 types d'éléments :
- 1) ceux logiquement conservés du Lebel d'origine, dont bon nombre manquent, et qui seront plutôt refaits de toutes pièces afin de réserver les pièces d'époque à des armes réglo. Donc les pièces conservées (y compris vis et battant de crosse) devraient avoir conservé la finition réglo d'origine.
- 2) ceux dont l'usage "braco" imposait la transformation. Ce qui en reste étant bâclé, ce sera repris ; ce qui manque sera refait selon l'inspiration...
- en définitive, pour le montage de lunette je reproduirai les perçages réglementaires fournis par "Vivelacolo". Ce sera donc du 2) dans le style 1).
Pour l'instant je suis parti dans la visserie, indispensable afin de monter en blanc les pièces. C'est que presque tout était paumé ou HS ; il ne reste en fait que la vis du ressort de gâchette et la vis-goupille de l'arrêtoir de cartouche. Il est fréquent que pour remettre une arme ancienne en état j'aie une ou deux vis à refaire, mais la quasi-totalité... C'est plein de vis, ces machins !
Je n'ai donc pas grand chose à monter à "Nicomidway" pour l'instant, mis à part des vis neuves et les dessins réalisés pour la circonstance. Car je profite de ce chantier pour mettre au net tous les points abordés ; le sujet pourrait donc dépasser la simple présentation d'une restauration, et réunir pas mal d'informations détaillées sur le Lebel...
Les grosses vis devraient être finies ce soir ; j'ai déjà mon compte mais ça marche si bien (en "lunette à suivre") que j'en fais quelques unes en rab (bonne excuse : le barreau d'acier est devenu trop court pour le râtelier à barres, mais encore trop long de 12 cm pour les casiers à chutes. 12 cm ça fera 3 vis, à raison de 30 minutes chacune).
J'essaie de préparer quelque illustration pour demain...
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Customisation d'un Lebel 86-93 "de braco"
kirvari39 Jeu 05 Mai 2016, 08:08

kirvari39- Pilier du forum
- Nombre de messages : 1421
Age : 66
Date d'inscription : 15/06/2011
Re: Customisation d'un Lebel 86-93 "de braco"
Nicomidway Jeu 05 Mai 2016, 11:44

« "Le succès n'est pas final, l'échec n'est pas fatal, c'est le courage de continuer qui compte."»
Winston Churchill.
Nicomidway- Pilier du forum
- Nombre de messages : 5184
Age : 99
Localisation : Nord Drôme.
Date d'inscription : 03/01/2013
Re: Customisation d'un Lebel 86-93 "de braco"
julio62 Jeu 05 Mai 2016, 14:02
Tourblanche a écrit:J' ai perdu le fil...
Le projet , c' est un " braco " ( je préfère " grande chasse " ) ou un règlo ?
à priori on est parti sur un braco
à ce titre je ne pense pas qu'un braco s'amuse à modifier les petites pièces de l'arme ( bronzer les vis ou autre....) comme sur une arme de grande chasse "aucun intérêt"à les modifier !
par contre modifier le levier de culasse , mettre une lunette ,voir une crosse rétractable et/ou raccourcir le canon pour pouvoir la planquer plus vite cela je pense l’intéressera beaucoup plus d'autant plus qu'elle risque de passer quelques nuits dehors.
julio62- Pilier du forum
- Nombre de messages : 1050
Age : 62
Date d'inscription : 02/06/2013
Visserie & projets
Verchère Lun 09 Mai 2016, 05:33
Avancement des travaux, un peu ; et surtout avancement des détails du projet. Que je développerai ici, d'abord pour collecter les éventuels avis, mais surtout au cas où ça puisse donner des idées à l'un ou l'autre...
La logique du raisonnement doit être familère à "Tourblanche" : il s'agit grosso-modo de reconstitution historique plausible, avec ici une liberté de dates bien commode. En détournant pudiquement le regard du poinçon "N", la période serait 1918 / 1960, quoiqu'après 44 la base de travail privilégiée était plutôt le 98K.
Effectivement, pour une modification strictement utilitaire un luxueux rebronzage n'avait pas d'intérêt : on s'attendrait donc plutôt à retrouver la coloration d'origine, sans doute bien fatiguée, avec éventuellement un rebronzage sommaire des vis, à l'huile flambée (noir profond brillant, de tenue aléatoire).
S'agissant de vis neuves assez exactement reproduites, le bronzage à l'huile flambée me gêne : il correspond certes exactement au revenu préconisé, mais pour une bonne tenue il faut doubler ou tripler l'opération en terminant par une trempe à basse température, ce qui pourrait (ou pas) altérer le traitement thermique. J'ai donc opté pour la coloration d'origine, bien qu'elle puisse paraître "un peu pompier" (au besoin c'est facile à malmener un peu)...
Mais si l'engin s'avérait agréable à tirer et faisait quelque effort de précision, l'ensemble canon - boîtier pourrait se voir récompensé par un rebronzage tout neuf (pas à la couche, n'exagérons rien : la soude bouillante suffira).
J'ai parlé de vis "assez exactement reproduites". En cotes oui, en tolérances plus encore (avec souvent une plage de 2/100, au pire 5/100, quand les vis d'origine dépassent allégrement 2/10) ; j'en fais peut-être trop, mais si on laisse flotter les rubans on sort vite des clous ! Et ce n'est pas forcément anachronique car la visserie de mon RB Nagant pontifical (~ 1870) présente une régularité proche du 1/100 ; alors que les vis de mon RB Husquarna de 1874 semblent taillées à la hache (fusil viking ?).
Par contre la manie française des vis à crans me plaît moins qu'à moitié : rédhibitoire pour l'entretien par un "utilisateur avancé". On admettra donc que ce fusil est remonté avec des vis neuves de la période 1887 / 1893...
Cependant, les vis supplémentaires faites "au cas où" en profitant des outils réglés, conservent une tête vierge, la longueur maxi, un filetage "un peu gros", et l'état brut d'usinage. Certes en théorie aucun ajustement n'est nécessaire ; toutefois le vieillissement des bois impose parfois de serrer plus les vis et il faut alors les raccourcir car elles dépassent, voire allonger le filetage (j'ai donc annoté mes dessins en conséquence). Par ailleurs les diamètres des tables de construction paraissent être des maxima, et sur certaines armes ça force trop (les vis d'origine sont d'ailleurs souvent 2/10 plus petites que les cotes théoriques) ; mes vis en cotes maxi restent ajustables au mieux (à la filière expansible) sur toutes les armes. Elles ne sont donc pas encore traitées, pour ménager scie et filière (d'autant que le 35MF6Pb trempé comme prescrit par le réglement pourrait être plus résistant que les vis d'époque - peut-être 10.9 au lieu de 8.8).

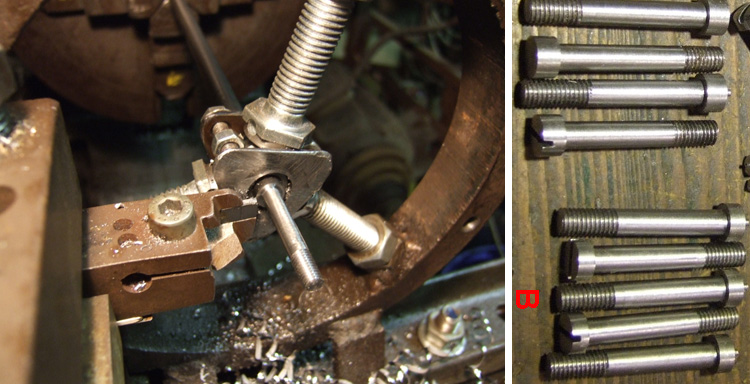
Ci-dessus les vis réalisées depuis quelques temps, avec pas mal de rab (y compris pour Berthier, en B). En vis de mécanisme, seule la A est réglo ; les 2 autres sont "fantaisie". Les vis C sont en cote maxi de réparation (5 x 0.9 pour l'éjecteur, 6 x 1.0 pour la vis AV de pontet). Et à droite une sélection de celles qui sont destinées au présent "Lebel braco", déjà ajustées mais pas encore traitées.
Hier des vis de Ø 3 pour le ressort du levier arrêtoir de cartouche, et j'en suis à quelques vis de ressort de hausse. Ça ne devrait plus traîner, avant de revenir aux grosses pièces...
La crosse a déjà progressé, avec son battant réparé. Le vieillissement de la crosse a bien sûr donné du jeu à l'écrou du support d'oreilles, qui une fois resserré laissait dépasser la vis, avec des arêtes tranchantes. Pour rabattre l'excès de vis sans mettre de coup de lime malencontreux sur le bois, il est prudent d'y plaquer une large rondelle protectrice en tôle mince (ici un couvercle de boîte de conserve, avec un petit trou).

Comme déjà dit, cette crosse est temporairement empruntée à un Lebel "décoratif" bien fatigué, pour gagner du temps. La crosse définitive viendra plus tard ; les ébauches en noyer sont déjà faites à la scie à ruban, 2 ou 3 pour amortir les temps de réglage de mortaiseuse (la mise à bois risque d'être bien plus délicate que celle d'un Rolling-Block).
Pour la crosse neuve j'ai déjà mon idée : le petit grain de folie sera apporté par une barette latérale exactement copiée sur un mousqueton, en sauvant les apparences par un faux encastrement de battant, enturé. J'essaierai d'imaginer une plaque de couche amortisseuse en matériaux démodés ; interchangeable avec la plaque de couche réglo, ou se montant sur une crosse légèrement raccourcie (ce qui m'éviterait d'avoir à tailler l'encastrement d'une plaque de couche d'origine).
Pour le fût, sans doute un rappel du Kropatschek avec un tube magasin en cuivre, autour duquel s'enfilera le bois (ça me paraît plus facile à mettre au point, plus souple d'usage et sans doute plus fiable). Considérant que le montage de bayonnette n'a plus lieu d'être, le tube-magasin pourrait aller presque jusqu'à la bouche ; en y plaçant 2 ressorts concentriques (à spirales inversées pour éviter qu'ils se mélangent) il devrait admettre au moins une cartouche de plus que le 86-93 R 35.
La forme du bois sera telle qu'il paraisse venir d'un fût d'origine ; sans doute identique à l'arrière, mais forcément plus court. Là réside l'incertitude : il peut aller presque jusqu'à la bouche et couvrir tout le magasin, ou juste suffire pour la main, laissant alors dépasser largement le magasin (comme sur un fusil à pompe).
L'élément déterminant est la grenadière, nécessaire pour maintenir l'ensemble fût-magasin. Mais pas forcément placée à l'extrémité du magasin, qui peut dépasser ; le fût peut donc être assez court (quoique j'aime bien les fûts longs). Le choix sera fait après des essais de tir, avec simulation d'une grenadière plus ou moins serrée et placée plus ou moins en avant, afin d'en déterminer l'influence éventuelle sur la précision. La position optimale de la grenadière sera un élément déterminant pour définir la longueur du fût.
Une autre option serait d'accrocher l'extrémité du tube-magasin sous l'embase de guidon (avec liberté de dilatation) et de fixer le bois autour du tube-magasin, sans aucun contact avec le canon.
L'ombre du 86-93R35 plane forcément ; l'auteur du raccourcissement y aura certainement pensé, mais rien ne l'obligeait à tenter de copier exactement.
Le canon a perdu son embase de guidon par suite du raccourcissement, mais pour laisser l'alternative lunette / dioptre il faudra en remettre une. J'ai déjà tourné l'extérieur de la bouche concentrique à l'âme (A), pour le centrage en lunette nécessaire au dressage de la bouche (qui était sciée obliquement) ; cette portée sera un peu allongée, et coiffée d'un manchon ajusté soudé à l'étain. Manchon assez long pour porter l'embase de guidon, un accrochage éventuel pour le tube-magasin, voire un filetage pour "accessoire" (l'accessoire, ça s'inscrit bien dans le style "braco"). Quelques tâtonnements sont permis, la soudure à l'étain étant aisément démontable (je ne pense pas qu'une goupille soit nécessaire en plus de la soudure, le tir ne sera jamais assez soutenu pour la faire fondre).
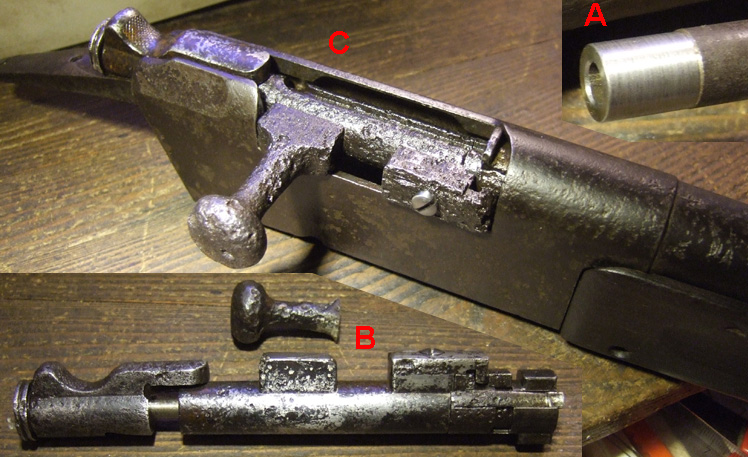
Comme prévu, le Lebel "déco" a échangé son cylindre dérouillé à la meule (B) mais encore bien étoffé contre un autre dérouillé électrolytiquement (C), allégé par de nombreuses alvéoles mais aux arêtes encore bien marquées. En prime il a reçu une vis d'assemblage neuve (encore un peu dure).
Les cylindres sont bien entendu interchangeables, mais il s'est avéré que les avatars divers ne sont pas sans effet : la partie rapportée de la modif 93 souffre facilement des chocs et de la corrosion, et même le tampon masque n'est pas à l'abri. Pour obtenir un fonctionnement parfait (surtout la liberté de rotation du tampon masque) des 2 culasses dans leurs armes de destination, il m'a fallu peaufiner les ajustages (il ne s'agissait en fait que de rattraper de petites dégradations peu visibles sans la loupe).
Le levier a déjà été scié (B), pour tester les vis de tête de culasse sans les démonter du tour. La documentation indique un acier mi-dur encore durci à l'arrière (sans doute par cémentation au prussiate), et trempé à l'huile sans revenu. J'ai effectivement constaté que c'était assez raide, surtout à l'arrière de l'embase de levier ; la scie a supporté, mais pour tailler la queue d'aronde d'assemblage du levier coudé, j'y laisserais une lime. Heureusement mon "Rapide-Lime" de fabrication perso est en voie de finition (petit étau-limeur manuel d'établi, qui devrait être très bien pour les queues d'aronde).
Pour percer les trous de lunette dans le boitier, le canon serait encombrant ; il ne sera donc remonté qu'après.
Le pontet était bien rongé ; il est rechargé au chalumeau, mais reste faussé et doit encore être remis aux formes d'origine.
Sinon, comme dit la crosse sera d'abord empruntée, et le fût devra de toutes façons attendre les résultats d'essais ; le magasin aussi (choix du mode de fixation), et par conséquent le mécanisme, qui n'est pas nécessaire aux essais (épreuve de l'ensemble canon-culasse, études complémentaires à la mise au point de la munition, recherche de la meilleure fixation du fût-magasin).
Toutefois il est déjà dérouillé, mais 2 ressorts difficiles sont HS : arrêtoir de cartouche et gâchette. Le ressort de gâchette est nécessaire ; je peux emprunter celui du Lebel "déco", mais j'essaierai d'abord de concevoir un succédanné à base de ressort à boudin, offrant une possibilité de réglage de dureté.
Les prochains travaux importants seront les trous de fixation de lunette, et l'épreuve du canon enculassé. Ce n'est certes pas indispensable car le tube n'a pas été altéré depuis les derniers tirs du précédent possesseur (et mes essais au banc de l'été dernier), mais je doute que la tête de culasse soit la même. Mes charges pour balle TPM327D étant modestes (2.40 à 2.45 g de Tu3000 pour 189 gr), je testerai un cran au dessus : 2.55 ou 2.60 g de Tu3000 derrière une balle D de 197 gr en cote maxi, soit 8.35 mm (càd un clone de la cartouche ART-D).
Soit 3 cartouches avec chaque fois un contrôle de la longueur de feuillure, qui est susceptible d'évoluer car les portées de tenons vont peut-être se re-mater. Si finalement la feuillure dépasse les limites je devrai y remédier... (la limite réglementaire est 2.35 mm, mais je préfèrerais rester au dessous de 2.15, le mini étant 2.0).
Tout ceci vous sera conté par le menu, avec force dessins cotés, calculs et analyses de documents d'époque...
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Customisation d'un Lebel 86-93 "de braco"
Nicomidway Lun 09 Mai 2016, 16:45
Chi va piano, va sano e va lontano.
« "Le succès n'est pas final, l'échec n'est pas fatal, c'est le courage de continuer qui compte."»
Winston Churchill.
Nicomidway- Pilier du forum
- Nombre de messages : 5184
Age : 99
Localisation : Nord Drôme.
Date d'inscription : 03/01/2013
Re: Customisation d'un Lebel 86-93 "de braco"
julio62 Lun 09 Mai 2016, 19:13
nous attendions la suite et du moins pour moi je ne suis pas déçu
les vis fabriquées sont magnifiques " il y a du boulot+++++"(photos super
 )
)il me tarde de voir la suite des travaux
julio62- Pilier du forum
- Nombre de messages : 1050
Age : 62
Date d'inscription : 02/06/2013
Re: Customisation d'un Lebel 86-93 "de braco"
Verchère Mar 10 Mai 2016, 04:40
En effet, à cette occasion les armes étaient au besoin réparées et refourbies (la vis AV de pontet n'est pas citée, mais la liste n'est pas forcément exhaustive).
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Customisation d'un Lebel 86-93 "de braco"
Dirty Larry Mar 10 Mai 2016, 13:00
Merci à Verchère et aux autres contributeurs pour le temps passé à nous faire profiter de leurs connaissances et de leur travail, via un propos aussi instructif que passionnant.
Dirty Larry- Pilier du forum
- Nombre de messages : 1068
Age : 45
Date d'inscription : 01/02/2016
Vis de queue de culasse
Verchère Mar 17 Mai 2016, 07:10
Tant sur Lebel que sur Berthier, une crosse ancienne un peu racornie peut obliger à serrer plus les vis de la queue de culasse, qui dépassent alors parfois jusqu'à 2 mm ; il n'en faut pas tant pour que le manchon du percuteur les accroche au passage (elles ne doivent pas dépasser d'un poil) ! Il faut alors les raccourcir, et même parfois les fileter plus loin. C'est bien plus facile avant traitement thermique ; des vis de rechange polyvalentes devraient donc être filetées 2 mm plus long (soit 10 et 14 mm) et conservées brutes, non trempées.
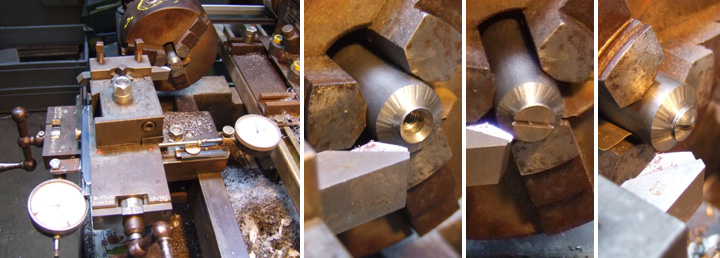
Les vis AR de pontet ont été usinées "en l'air", en porte-à faux devant les mors. Vu la longueur, pour éviter la flexion j'ai d'abord mis à 5.5 la longueur de filetage, et une fois le filetage exécuté j'ai tourné le reste de la tige, en 3 tronçons successifs, chacun par passes de 0.3 mm sur le Ø (0.1 mm aux dernières). Soit plus de 80 passes (certes courtes), ponctuées d'innombrables prises de cote. Ensuite, il faut usiner l'embase conique sans érafler les surfaces voisines (le petit chariot ayant été pré-réglé à l'angle voulu) ; l'aspect fastidieux du tronçonnage étagé passe alors presque inaperçu. Cette vis longue à tête spéciale me prenait plus de 2 heures !
Des vis de queue de culasse il m'en fallait un plus grand nombre, pour Lebel et Berthier. Elles sont très voisines aussi ais-je monté sur le gros chariot longitudinal une "lunette à suivre", portant un roulement à billes de Ø 10 intérieur dans lequel coulissent à frottement doux les barres de décolletage de 10. L'outil de coupe se trouvant invariablement à 4 ou 5 mm du roulement, aucune flexion de pièce n'est à craindre et la passe peut être importante : 2 mm de profondeur (4 mm sur le Ø), soit une seule passe pour descendre de 9.98 à 6.00 ! Avec en résultat une cote obtenue à + - 2/100, contre + - 1/100 par la méthode des petites passes (sur un vieux tour dont la broche a près de 2/10 de jeu) ; malgré sa petite dimension, le roulement supporte bien l'important effort de coupe. Le gain de temps est énorme, avec en moyenne 30 minutes par vis (dont 18 minutes pour exécuter le filetage en tournant la broche à la main). La mise en place d'une heure (c'est du matos bricolé) est rentabilisée à partir de 3 vis...
A noter que pour le filetage, la longueur nécessaire ayant déjà été mise à Ø 6 et la lunette Ø 10 devant rester sur la barre intacte, il faut éloigner l'outil de la lunette de presque 20 mm ; la flexion de pièce reste néanmoins acceptable en Ø 6 (elle ne le serait pas en Ø 3).
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
2 autres vis
Verchère Mer 18 Mai 2016, 06:11
Sur le mécanisme destiné au 86-93 "custom" il avait fallu percer la vis AV de pontet ; le taraudage, un peu esquinté mais encore bon, a cependant été agrandi en cote réparation 6 x 1.0. Ce qui permet une autre approche : partir d'une vis à tête fraisée du commerce (du moins si on admet la tête fendue, ce qui était justement prévu).
Autre vis percée, celle du ressort de levier arrêtoir de cartouche (pas toujours facile à démonter, même sur un mécanisme n'ayant pas séjourné dans le sol). On pourrait peut-être trouver une vis du commerce qui remplisse la fonction, quoique le pas de 0.6 soit démodé depuis longtemps. Mais en l'occurrence j'avais aussi au programme d'autres vis de 3 x 0.6 n'admettant pas l'approximation (vis de ressort de hausse) Donc je les ai faites en copie conforme.

Ceci a été fait sur le petit tour d'établi bricolé, pour rendre le gros tour à d'autre usages.
Pour la vis AV de pontet il ne s'agissait que de modifier la tête d'une vis du commerce, mais bien concentriquement à l'axe du filetage, et le mandrin de ce tour est loin de la perfection. J'y ai donc monté un court rondin d'acier, foré et taraudé M6 en faisant le maximum pour rester parfaitement dans l'axe, puis j'ai fraisé l'entrée à 90° pour que la tête de vis s'y cale. Mais pas avec une fraise à 90° : à l'outil à aléser, chariot orienté à 45°, pour maximiser la concentricité. Ce rondin adapteur est resté en place pour toute la série ; une fois démonté il est bon à jeter, car il ne se re-centre jamais parfaitement.
La vis se monte aisément, bute franchement sur le fraisage et s'assure d'un simple coup de tournevis. Un outil bien choisi permet de réduire à 9.0 le Ø de tête, puis en travaillant sur une autre arête de former la tête bombée par plongées étagées. La finition se fait sur le même montage (limage en rotation, puis papiers abrasifs).
Pour la petite vis du ressort de levier arrêtoir, même tour d'établi mais montage plus conventionnel, "en l'air", comme décrit précédemment pour les premières vis (p.ex. vis d'assemblage de tête de culasse). Filetage de 3.0 x 0.6 SI effectué en place, avant tronçonnage de la vis, avec une ancienne filière expansible manuelle maintenue bien perpendiculaire en l'appuyant avec le nez du mandrin de contre-pointe. La filière étant progressivement resserrée après essais de vissage du levier arrêtoir.
Dernière édition par Verchère le Lun 23 Mai 2016, 14:01, édité 1 fois
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Customisation d'un Lebel 86-93 "de braco"
Tombstone Jeu 19 Mai 2016, 06:56
Je ne vais pas faire avancer le post mais je tiensà faire part de mon admiration pour une telle maitrise technique,chapeau bas Verchère!!


Tombstone- Membre averti

- Nombre de messages : 115
Age : 66
Date d'inscription : 15/02/2016
Re: Customisation d'un Lebel 86-93 "de braco"
3008nato Jeu 19 Mai 2016, 11:53
nato

3008nato- Pilier du forum
- Nombre de messages : 5624
Age : 80
Date d'inscription : 28/12/2012
Traitements thermiques et coloration
Verchère Lun 23 Mai 2016, 14:31
Car ce n'est pas de dons génétiques qu'il s'agit, mais d'obstination ; une obstination acharnée et méticuleuse, prolongée sur plusieurs années (je n'ose dire décennies mais c'est effectivement le cas, ce qui prouve bien qu'en fait je n'ai aucun don naturel en ce domaine - ni aucun autre je le crains).
Fin du chapitre visserie ; à priori...
Trempe et revenu, selon documents d'époque
Identique pour toutes les vis à métaux, trempe à l'huile avec revenu à l'huile flambée et refroidissement à l'air.
La pièce est chauffée un peu au dessus du point de transformation de l'acier (disons un peu au dessus de 800° - rouge cerise) puis plongée dans l'huile de colza à température ambiante. C'est une trempe plutôt douce.
Sans trop attendre, la pièce est légèrement huilée et chauffée jusqu'à ce que l'huile fume puis s'enflamme et brûle entièrement. Ceci équivaut approximativement à 330° (gris ou vert d'eau) ; c'est un revenu moyen / fort (le même acier est revenu à 240° - jaune - pour les pointes de percuteurs, et à 500° - rouge naissant - pour les canons).
La pièce est alors immédiatement enlevée du feu et refroidie à l'air. Pour une petite pièce c'est assez rapide (le refroidissement instantané étant obtenu en plongeant dans l'eau, lent en enfouissant dans la cendre).
Pour toutes ces opérations il faut éviter le contact direct du feu, qui pourrait altérer les finitions (têtes de vis et filetage), voire dénaturer superficiellement l'acier : on pose donc les pièces sur une plaque de fer (ou dans une cuiller) chauffée par dessous.
Trempe
J'avais la flemme d'allumer la forge, donc j'ai chauffé avec une torche à butane, en plaçant les vis une à une dans une gouttière en tôle mince tenue par une pince-étau. Un support fixé dans l'étau permettait de poser ou enlever la pince rapidement, pour faire tomber la vis dans une boîte de conserve pleine d'huile de colza "passée la date" posée à côté. La torche était calée dessous, de façon à chauffer au mieux la gouttière, tout en permettant de la reprendre à la main si besoin.
Désolé, pas de photo d'ensemble : j'ai pas 4 mains ! De plus c'était en éclairage très faible, ce qui est nécessaire pour mieux apprécier la montée en couleur.
La torche "soudogaz" suffit largement en chauffe directe d'une grosse vis, mais dans la gouttière c'est un peu lent et peine à dépasser le rouge sombre (650 à 700°) ; je terminais donc par un rapide coup de torche direct, par dessus.
Pendant la chauffe de la vis suivante, à l'aide d'une tige aimantée je récupérais la vis au fond de la boîte d'huile et je la posais sur un torchon, pour en aligner 3 ou 4 avant de les faire revenir.

Revenu
A l'époque on disait recuit ; j'ai fait pareillement, et la torche coincée dessous suffisait largement. La vis posée à l'aide d'une pince dans la gouttière (qui reste bien chaude) commence vite à fumer ; mais pour assurer l'auto-inflammation il faut tout de même qu'elle soit généreusement huilée. La fin de combustion n'est pas très nette, car il reste un peu d'huile bouillonnant dans les filets ; pour cette opération il faut donc rallumer les lampes, pour bien voir la fin de ce bouillonnement.
La cuillère était alors vidée sur un lit de petits charbons de bois bien secs (tenue dans une pince ou posée sur une tôle, la vis aurait refroidi plus rapidement qu'à l'air - et ça me libérait au plus vite pour passer à la suivante).
Les vis ainsi trempées - revenues sont d'un vilain noirâtre irrégulier. Même pour un bronzage sommaire ça ne suffirait pas, et de toutes façons aucun bronzage noir n'était prévu. Il faut donc les blanchir.
Un essai au vinaigre salé n'a presque rien donné malgré un dégraissage préalable à l'acétone, et ça a fini au papier abrasif fin, avec même un polissage aux disques de drap pour les têtes (j'ai horreur de ça, mais c'est efficace). A défaut de polisseuse, je monte les disques sur le mandrin du petit tour, réglé à vitesse élevée (c'est un retour aux sources, la broche de ce tour bricolé étant visiblement un ancien arbre de polisseuse).
Pour tenir les petites vis une rallonge est indispensable : mi-engagées dans un écrou long, avec de l'autre côté une contre-vis servant de manche.
Coloration
Après traitement thermique certaines vis restent polies (vis AV de pontet, vis de ressort d'arrêtoir), d'autres sont jaunies (à Châtellerault éjecteur et vis de mécanisme) ou bleuies au bout.
Là il faut une bonne lumière, j'ai donc procédé sur la cuisinière à gaz, avec une petite tôle d'inox à bords relevés (un capot de disque dur). Il est d'abord indispensable de dégraisser les pièces, la moindre trace pouvant provoquer une irisation ; ensuite les vis devront être manipulées à la pince. Chaque pièce traitée l'une après l'autre, et une fois la couleur atteinte immédiatement prises à la pince pour être posées dans des cuillères inox alignées à côté.
Mieux vaut commencer par les bleus, afin de s'habituer à la montée en couleur (pas toujours facile de détecter l'apparition du jaune) ; en choisissant la position de la vis sur la tôle on peut obtenir du bleu (300°) au bout sans colorer la tête, mais c'est délicat (sinon, il suffit de re-blanchir ensuite la tête).
Pour le jaune (240°) j'y ai été un peu fort, et c'est plutôt brun (255°). Ce n'est qu'à peine trop, car je voulais que la couleur soit bien visible ; si j'avais préféré un jaune paille (220°) c'était plus simple, j'avais justement du pain au four (jaune clair, c'est juste la température nécessaire pour que les arêtes du pain noircissent bien).

A propos des couleurs
Les couleurs "froides" sont des oxydations superficielles à l'air, spécifiques à l'acier et au fer (elles varient sans doute un peu avec la composition exacte). Elles couvrent grosso-modo la plage de 220 à 330°, "montent" assez vite à partir du jaune, et leur appréciation est tout de même un peu subjective ; pour les grandes séries les températures associées (disponibles sous forme de tableaux) permettent d'utiliser des bains-marie à l'huile chaude (ou d'autres corps de point de fusion adéquate).
Les couleurs "lumineuses" sont des émissions de rayonnement relatives à la température, et sont les mêmes pour tous les corps. Elles débutent au "rouge naissant" (500°), mais sont elles-aussi d'appréciation difficile. Même les ouvriers expérimentés se laissent parfois tromper par des changements de lumière ambiante (on connaît le cas d'un grand nombre de Springfield 1903, dont les boîtes de culasse avaient été chauffées trop fort et trop longtemps avant trempe). En effet, si une température minimale est requise, un excès peut provoquer l'agglomération de cristaux fragilisants.
La procédure à Châtellerault en 1900 était "juste ce qu'il faut mais pas plus" (l'économie de charbon entrait aussi en compte), et pour chaque nouveau lot de métal la température de chauffe avant trempe était redéfinie par des essais. En amateur il vaut mieux faire de même, et procéder à des essais de trempe sur des échantillons de même nuance.
Entre 330 et 500°, la température peut être appréciée par le comportement d'un morceau de bois posé sur le métal, mais ça semble aussi bien approximatif...
On disposait tout de même déjà, dans les années 1900, de pyromètres optiques pas toujours commodes d'utilisation, mais qui permettaient au moins de ré-étalonner périodiquement l'oeil de l'ouvrier.
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Page 2 sur 4 • 1, 2, 3, 4