
 Accueil
Accueil Connexion
Connexion S'enregistrer
S'enregistrerRestauration des marquages sur armes anciennes par Photogravure
Page 2 sur 2 •  1, 2
1, 2
Re: Restauration des marquages sur armes anciennes par Photogravure
jean santos Mer 29 Jan 2020, 22:04
Merci BaccardiBaccardi a écrit:Bravo pour ce sujet de pro !
Jamais je ne m'attaquerai à tel défimais j'ai appris bien des choses, vraiment merci !

jean santos- Membre confirmé

- Nombre de messages : 283
Age : 71
Date d'inscription : 10/02/2019
Re: Restauration des marquages sur armes anciennes par Photogravure
Verchère Mer 29 Jan 2020, 22:44
Mais les tourneurs pro ont de bonnes raison de ne pas aimer :
- les copeaux de bois, même sec, ça fait rouiller les bancs de tour et la poussière encrasse les rainures de graissage.
- les tours à métaux ne tournent généralement pas assez vite pour travailler proprement le bois (faudrait presque multiplier par 10).
Pour le burin pneumatique ... je crois que j'en ai 2 ou 3 qui dorment dans un casier, mais j'aime bien taper du marteau. Idem pour la pierre, j'ai une disqueuse et un bon marteau électrique (Spit), mais je m'en sers le moins possible et préfère la pointerolle. Tout comme pour faucher l'herbe des moutons : la débroussailleuse me fatigue plus que la faux !
Par contre la gravure... Tailler une rainure droite ou une surface plane ça m'est déjà quasi-impossible, alors écrire un truc lisible n'y pensons pas.
Revenons au sujet : la machine à marquer, pour les pièces creuses comme les canons de fusil de chasse, on glissait un mandrin dedans pour empêcher l'écrasement ?
Verchère- Pilier du forum

- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -

Re: Restauration des marquages sur armes anciennes par Photogravure
jean santos Jeu 30 Jan 2020, 10:12
Verchère a écrit:
Par contre la gravure... Tailler une rainure droite ou une surface plane ça m'est déjà quasi-impossible, alors écrire un truc lisible n'y pensons pas.
Revenons au sujet : la machine à marquer, pour les pièces creuses comme les canons de fusil de chasse, on glissait un mandrin dedans pour empêcher l'écrasement ?
Bonjour Verchère, c'est dommage que tu sois "perdu " par la gravure , plus je parviens à convertir de "graveurs" et plus j'assure ma place au paradis des burineurs
Figure toi que hier soir je cherchais des photos sur le web pour illustrer ma réponse à ta question sur le mandrin pour empêcher l'écrasement et je suis tombé sur ce marquage de Darne :

Grâce à toi j'ai peut-être trouvé ce qui figurait sur le poinçon de la machine de mon ami armurier , cette machine il l'avait rachetée dans les années 70 ou 80 dans le lot d'une armurerie de St Etienne qui fermait et les poinçons étaient meulés.
J’avais vu au microscope, sur l’extrémité meulée une couronne , mais je n'avais aucune idée de ce qu'il pouvait y avoir au début du poinçon.
Ce matin avec Photoshop j'ai copié et mis à l'échelle de ma photo la marque trouvée dans ce musée de St Etienne :

http://www.musee-art-industrie.saint-etienne.fr/decouvrir/musee/parcours-de-visites/parcours-armes/banc-national-depreuve
Il est fort probable que ce soit "ST ETIENNE" qui était gravé au début de mon poinçon et je pense avoir trouvé aussi l'explication des coups de lime latéraux qu'on distingue sur le poinçon d'origine ici au milieu de mes ébauches:

L'explication que je verrais est que le même poinçon servait à marquer les épreuves simples ( St Etienne + 1 couronne) et les épreuves doubles ( St Etienne + 2 couronnes...je ne sais pas si ça existait?) ou triples comme sur le Darne au dessus. La machine permettrait de le faire car il y a des butées réglables pour ajuster la course du chariot qui fait rouler le poinçon
Dommage que je ne bosse plus , au travail il y avait un labo de métallographie, aux rayons X ils m'auraient tout de suite confirmé le dessin d'origine du poinçon

Sur la photo j'ai laissé "st Etienne " droit pour que ce soit lisible , mais le texte est évidemment dans l'autre sens , comme NALLET
Sur la machin il y a un seul poinçon, en regardant le Darne je me demandais s'ils n'en montaient pas deux en parallèle pour faire tout d'un coup, mais non, il n'y a pas la place sur la chape, ils déplacaient donc la table où étaient fixés les canons pour aller marquer celui d'à côté.
Pour répondre à ta question : je ne pense pas qu'ils mettaient un mandrin, il y aurait un taraudage au bout des tourillons étagés pour venir y visser ce mandrin : là ce n'est pas taraudé( quoi que ils auraient pu les fixer sur le plus petit ,que j'ai pris pour du Cal24) mais là il devrait y avoir des traces de vis de pression ou un bout de filetage , je regarderai dès que j'y retourne.... De plus il aurait fallu plusieurs mandrins pour s'adapter à chaque calibre , ils auraient été avec les accessoires de la machine et là il n'y avait qu'une paire de poinçons meulés.
Si tu regardes où ils mettaient ces marques , c'est sur le dessus au niveau du tonnerre , ou sur le dessous au même niveau, ou sur la table : Dans ces endroits l'acier est plus épais donc la déformation devait être infime . Après tout les marquages sont peu profonds, 0,2mm je dirais. La déformation ne devait pas trop dévier la gerbe
La pression s'ajuste aussi très finement avec un système vis /écrou et on retrouve à chaque fois le bon réglage lorsqu'on change de canon , il y a un levier qui se commande au pied et qui lève la table avec une came excentrique si on le bascule la table descend par son propre poids et dégage le poinçon, qu'il faut remettre à zéro grâce à un index à bille , cette partie manque et on va la refaire. C'est du simple et robuste , comme tes vieux tours je suppose ?
Lors des essais on a fait avec la matrice que je venais de graver un poinçon ...en cuivre . ça marque super le bois , l'alu ... je pense qu'avec les poinçons en 90mcv8 ça devrait aller , car finalement les canons c'est assez tendre comme acier.
Celui d'origine mon ami forgeron l'a testé il me dit qu'il doit être autour de 1% de carbone, c'était fait pour marquer des milliers de canons .... ils n'y seraient pas arrivés aussi vite en photogravure
jean santos- Membre confirmé
- Nombre de messages : 283
Age : 71
Date d'inscription : 10/02/2019
Re: Restauration des marquages sur armes anciennes par Photogravure
Verchère Ven 31 Jan 2020, 00:44
Pour les anciens poinçons de St Etienne, voir les combinaisons possibles au début des anciens catalogues de la Manufacture d'Armes et Cycles ; ils sont disponibles en PDF un site de St Etienne, mais ils ont sans doute changé de place car je ne les retrouve plus. Ils sont biens connus sur TCAR car ils donnent des références pour les armes en catégorie D.
Des mandrins internes anti-écrasement n'ont pas forcément besoin d'être fixés au bâti de la machine : une fois glissés dans les chambres ils n'ont pas de raisons de bouger. Leurs cotes devraient être identiques au calibre "entre" du contrôle de fabrication, et quand on récupère une vieille machine rien n'assure que tous les accessoires soient restés avec (en fait, l'expérience m'a montré qu'il est miraculeux qu'ils restent avec).
Il est peu envisageable qu'on ait accepté le moindre écrasement, toujours susceptible de provoquer un freinage et donc une surpression.
Il n'est pas surprenant que ta molette ait été meulée, car si c'est bien ce que tu as recréé c'est un poinçon de banc d'épreuve ; pour ainsi dire un tampon légal !
Je ne connais pas les canons de fusil de chasse...
Pour nos fusils "de guerre", ce fut jusque dans les années 1850 de l'acier doux, puis de l'acier mi-dur recuit jusqu'en 1885, et ensuite de l'acier mi-dur trempé à l'huile et fortement revenu (500°) ; la notion de "mi-dur" s'étant légèrement durcie au fil du temps. Donc plutôt mou au début, et pas très dur à la fin ; car il était primordial qu'en cas de problèmes le tube gonfle voire se fende ou s'ouvre "en banane", mais il était exclu qu'il puisse éclater comme une grenade de fonte.
Pour marquer du bois j'avais coulé un poinçon en bronze (de grosses letrres "GM" entourées d'un rectangle, sans doute pour "Génie Militaire"), en surmoulant la marque poinçonnée sous un plateau de tabouret de fortif Séré de Rivières (époque 1880). Poinçon utilisé à la presse à balancier pour marquer les plateaux en chêne que j'avais refait afin de reconstruire quelques tabourets à partir de pieds métalliques éparpillés dans le ravin en contrebas du fort de Giromagny. Le résultat était impeccable, mais la technique n'était valable que parce-que c'était gros, qu'on avait un modèle en état correct (les petits défauts se grattent sur les moulages et contre-moulages en plâtre), et que c'était pour marquer un matériau mou !
Pour marquer une matière dure, la photogravure du poinçon m'ouvre toutefois des horizons insoupçonnés...
Je doute cependant qu'il soit bien facile de créer une molette correcte en acier (même recuit) en la forçant sur une gravure "positive" même trempée, car il faut fortement refouler le métal pour générer les arêtes.
J'ai déjà fait ça (en bien plus grossier), mais en chauffant à rouge le futur négatif (le tuyau du chalumeau est juste assez long pour atteindre la presse à balancier). C'était pour matricer l'empreinte d'une plaquette carbure au bout d'un outil à aléser, afin qu'une minuscule vis suffise à la maintenir en place (le poinçon était une plaquette carbure ... sacrifiée).
L'acier à environ 1 % de carbone, c'est l'ancien "acier fondu d'outillage", qui a disparu pour 2 raisons :
1) en outil de coupe (tour, fraiseuse, perceuse) il supportait mal l'échauffement, donc pas les grandes vitesses ni les passes importantes. Ce pourquoi il fut remplacé dès les années 1910 par les premiers "aciers à coupe rapide". Il a duré plus longtemps pour les tarauds manuels, le cisaillage, poinçonnage, emboutissage, où ça ne chauffe guère.
2) sa trempe est très délicate, car une surchauffe de quelques dizaines de degrés au dessus du "point de transformation" bouzille définitivement l'acier. Il fut donc ajouté des métaux d'alliage (chrome en particulier) qui augmentent la trempabilité et diminuent les risques de surchauffe ; pour l'outillage de "coupe lente" (non susceptible de chauffer au travail) on ne trouve plus guère que ces aciers, qui comprennent le STUB , le 90MCV8 et quelques autres. On s'en sert pour les lames de cisaille, les poinçons, les matrices de découpage ou emboutissage... Je n'ai encore bricolé que du STUB, et très peu ; les petites formes de découpage je les fais en tôle Hardox (vieux couteaux de faucheuse rotative) recuite pour le taillage puis trempée sec et peu revenue (c'est fragile mais bien dur ... et gratuit !)
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Electrolyse
Verchère Ven 31 Jan 2020, 01:34
Pour obtenir un bon dépôt il était très exigeant, entre autres sur la "densité de courant" : intensité par rapport à la surface travaillée, en A / cm².
Pour l'électrolyse de dérouillage (j'ai traité des centaines de kg de ferraille) je ne m'en occupais pas d'autant que les vieux chargeurs de batteries ne permettent guère de régulation ; et le dérouillage n'est pas exigeant en réglages. Toutefois, trop de courant fait beaucoup de mousse, qui déborde... Et j'ai progressivement constaté qu'en réduisant fortement la densité de courant le dérouillage était presque aussi bon, et que les ressorts y survivaient souvent (alors qu'à fort courant ils deviennent cassants comme du verre). J'ai donc pris l'habitude de calculer grosso-modo les surfaces, d'intercaler un potentiomètre de puissance, et de surveiller l'intensité par un multimètre au rabais. A défaut de potentiomètre la résistance d'un sèche-cheveux, sur laquelle on déplace une pince croco pour le réglage.
La gravure électrolytique n'est sans doute pas aussi exigeante que la galvanoplastie, mais peut-être plus que le dérouillage...
Cependant, la régulation par rhéostat est grossière, et dans le cas d'un tampon imprégné d'électrolyte l'intensité risque de varier fortement et constamment.
Il faudrait un dispositif automatique, qui est très facile à réaliser à partir d'un circuit intégré très courant (LM 317, pas bien cher) entouré de quelques composants annexes (assez peu pour qu'on puisse se satisfaire d'un montage "en l'air", si on ne veut pas graver de CI). L'intensité maxi est de ... 1 ou 2 A (me souviens plus), mais on peut amplifier par un gros transistor.
Ce composant régule la tension, ce qui ne fait guère notre affaire, mais en ajoutant bien peu de choses on peut lui faire réguler l'intensité : si le courant passe moins (tampon trop sec) il augmente automatiquement le voltage, et si le courant est trop fort (aiguille trop enfoncée dans le tampon) il le réduit. Si nécessaire un réglage est possible pour limiter avec précision la tension maxi.
Ce qui permet de construire à peu de frais d'excellents chargeurs d'éléments Li-Ion, qui avec un tel chargeur durent très longtemps, mais c'est aussi utilisable en alimentation réglable tous usages. Des plans sont disponibles sur le net, signés "Scott Henion" (perfectionnés par un français, Yann Guidon je crois, aussi présent sur le net mais un rapide survol ne m'a pas permis de trouver ce chargeur).
J'en ai fait ma propre mouture mais mon informatique est en pagaille, alors pour retrouver le schéma et le typon...
Et un dérivé spécialisé dans la petite galvanoplastie mais là c'est pire : j'ai donné l'appareil et perdu le schéma et les notes !
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Restauration des marquages sur armes anciennes par Photogravure
jean santos Ven 31 Jan 2020, 20:31
J'ai retrouvé une affiche des poinçons de St Etienne, merci pour les pistes. Il y avait bien une épreuve double

Ton idée de faire une attaque acide m'a plu, je me dis que ça ferait un peu comme pour le damas, voici l'état de surface bien poli ce matin:

Après 30 minutes dans le perclo à T° ambiante( ça bouffe moins vite à 12°C
J'ai imprimé la marque de l'affiche sur transparent et présenté au dessus, ça semblerait rentrer mais il y a toujours un doute: j'aurais aimé voir apparaître quelques marques pour confirmer

Bon quand bien même elle aurait eu une vie antérieure "éprouvante" cette brave machine était à la retraite chez l'ami depuis au moins 3o à 40ans , il a fallu qu'il enlève les harnais et la selle de cheval sur le bâti pour me la montrer quand on avait parlé de poinçons ... j'ai l'impression qu'elle piaffait d'impatience qu'on vienne lui refaire des poinçons neufs...l'odeur de cheval sans doute
Bien-sûr je ne m'amuserais pas à faire de poinçons "officiels" de toutes façons je pense qu'aujourd'hui bien peu de graveurs seraient capables de graver ST E. avec des lettres d'environ 1,2mm de haut .
Et la méthode de photogravure comme je le disais en préambule, ça donne des lettrages au fond rongé par l' acide et non du métal refoulé qui se soulève par les côtés comme quand c'est fait au poinçon , c'est juste pour restaurer et faire un fac-similé
(Verchère)Je doute cependant qu'il soit bien facile de créer une molette correcte en acier (même recuit) en la forçant sur une gravure "positive" même trempée, car il faut fortement refouler le métal pour générer les arêtes.
J'ai déjà fait ça (en bien plus grossier), mais en chauffant à rouge le futur négatif (le tuyau du chalumeau est juste assez long pour atteindre la presse à balancier). C'était pour matricer l'empreinte d'une plaquette carbure au bout d'un outil à aléser, afin qu'une minuscule vis suffise à la maintenir en place (le poinçon était une plaquette carbure ... sacrifiée).
Je le pensais aussi jusqu'à ce que je lise le bouquin d'Ormsby(cité au dessus)
ça marche bien quand on fait du moletage au tour, c'est vrai qu'on force, mais il n'y a pas besoin de presse : la surface de contact est très ponctuelle et réduite .
Et de plus rien ne t'empêche de faire plusieurs allers-retours et d'augmenter progressivement la pression .
Sur le cuivre ça avait marché en 1 aller/retour , là j'aurai du 90MCV8, et je vais aller chez l'ami forgeron chercher du XC70 et du Xc40 et je ferai aussi si ça ne marchait pas un essai avec de l'acier de serrurier, il m'a assuré qu'il pourrait ensuite me le cémenter
Ton histoire d'empreinte en pressant une plaquette m'a plu, j'avais aussi pensé à chauffer le poinçon avant de le passer sur la matrice, mais la chaleur soit se diffuser sur une telle machine et à mon avis je n'y arriverais pas.
jean santos- Membre confirmé
- Nombre de messages : 283
Age : 71
Date d'inscription : 10/02/2019
Re: Restauration des marquages sur armes anciennes par Photogravure
jean santos Ven 31 Jan 2020, 21:10
Certainement oui et je l'ai un peu évoqué , il vut mieux un courant faible qui ne risque pas d'échauffer localement et de décoller le film : 6V seront mieux que 12, mêm si on met un peu plus de temps, on n'est pas à 1/4 H prèsVerchère a écrit:
La gravure électrolytique n'est sans doute pas aussi exigeante que la galvanoplastie, mais peut-être plus que le dérouillage...
J'ai fait aussi un peu de galvanoplastie et j'anodise ( surtout le titane ) et tu as raison de souligner l'importance de la régulation en courant . Lorsque j'ai fait l'électrogravure , j'utilise mon alim de labo dont je règle le limiteur de courant à 0,1 A puis je mets 20v et ça se débrouille.Pour le titane je monte à 120V là je mets des gants quand même
Maintenant quand je fais regarder M31 à mes petits enfants j'y pense encore à cet oculaire :rabbit 2:
Pour électronique j'ai du mal maintenant , j'ai de pleins tiroirs de 2N3055 ; bc107 et toutes les résistances de la création , mais que réparer? mon dernier circuit imprimé maison a dû être pour le moteur du téléscope il y a 20 ans déjà....
L'autre jour j'ai fait tomber l'enceinte connectée ( cadeau de Noël) dans mon atelier ... ouf c'est costaud , heureusement car va réparer ça , même avec le microscope tu ne vois plus les cms... et c'est incroyable tu la pilotes à la voix

Au fait Verchère toi qui me sembles être un bricoleur éclectique, as-tu testé l'éléctro-érosion ? Pour ton empreinte de pastille sur de l'acier ça se ferait les doigts dans le nez...et le schéma est simple sans circuit imprimé: un condensateur de 16 à 32µF et une grosse résistance de 20W , des électrodes faites avec des tiges de métal d'apport, une alim de 60VDC et tu perces n'importe quoi . moi je perce des pastilles de carbure à 3mm pour les monter dans mes burins pneumatiques. On en reparlera en MP car il me semble qu'on a un peu dérivé de l'électrogravure là :pirat:
Dernière édition par jean santos le Ven 31 Jan 2020, 21:57, édité 1 fois
jean santos- Membre confirmé
- Nombre de messages : 283
Age : 71
Date d'inscription : 10/02/2019
Marquages modernes
jean santos Ven 31 Jan 2020, 21:35
Et les poinçons , qui eux n'ont pas trop changé depuis le 19e siècle, sauf que maintenant ils sont usinés avec des CnC et électroérosion( EDM) :
jean santos- Membre confirmé
- Nombre de messages : 283
Age : 71
Date d'inscription : 10/02/2019
Re: Restauration des marquages sur armes anciennes par Photogravure
Verchère Sam 01 Fév 2020, 03:59
J'en ai à peine tâté à l'école, mais on avait un cours théorique (dont j'ai paumé les notes). Et j'ai une petite machine en chantier depuis un an ... mais il est tellement plus motivant de travailler sur des vraies machines en fonte et acier bien dégoulinantes d'huile ! Alors le "soft" n'avance guère ; et les casiers de composants électroniques se remplissent de poussière !
Cependant, pour tout bricoleur en armes l'électro-érosion serait assurément bien intéressante : percer le carré d'un chien, la lumière oblongue d'une baguette de fusil, divers trous minuscules... Mais effectivement, on sort du sujet !
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Restauration des marquages sur armes anciennes par Photogravure
lecaps Dim 02 Fév 2020, 11:09
Moult respects.


lecaps- Membre confirmé
- Nombre de messages : 255
Age : 59
Localisation : Sud Ouest
Date d'inscription : 06/11/2010
Re: Restauration des marquages sur armes anciennes par Photogravure
LP Dim 02 Fév 2020, 12:16
Merci du partage.

LP- Pilier du forum
- Nombre de messages : 3248
Age : 67
Localisation : Lorraine "Qui s'y frotte s'y pique"
Date d'inscription : 28/02/2010
Re: Restauration des marquages sur armes anciennes par Photogravure
jean santos Dim 02 Fév 2020, 15:19
Je pense que tu as raison, de plus si la machine était mal réglée cela aurait pu bousiller une paire de canons. mais vu que le centrage se faisait sur des tourillosn qui rentrent dans la chambre, il fallait que ce mandrin n'ait pas de bourrelet ( comme une cartouche) et qu'ils le glissent dans la chambre avant de fixer le canon sur la table . Après le marquage il aurait suffi d'extraire les madrins en glissant une baguette par la bouche... J'en parlerai à l'ami armurierVerchère a écrit:
Des mandrins internes anti-écrasement n'ont pas forcément besoin d'être fixés au bâti de la machine : une fois glissés dans les chambres ils n'ont pas de raisons de bouger. Leurs cotes devraient être identiques au calibre "entre" du contrôle de fabrication, et quand on récupère une vieille machine rien n'assure que tous les accessoires soient restés avec (en fait, l'expérience m'a montré qu'il est miraculeux qu'ils restent avec).
Il est peu envisageable qu'on ait accepté le moindre écrasement, toujours susceptible de provoquer un freinage et donc une surpression.
jean santos- Membre confirmé
- Nombre de messages : 283
Age : 71
Date d'inscription : 10/02/2019
MARQUAGES ANCIENS en AUVERGNE
jean santos Dim 02 Fév 2020, 15:36
Je m’intéresse depuis assez longtemps aux poinçons et autres marquages, cela avait débord été dans le domaine de la coutellerie ( une de mes autres passions) et j’avais écrit un petit article là-dessus dans la revue La Passion des Couteaux . Malheureusement l’article n’est pas en ligne , mais vous en avez ici un qui a été écrit par un confrère :
http://www.marques-de-thiers.fr/articles/article_marques_centre.html
J’avais visité le musée de Thiers, et là les artisans couteliers regroupes en Jurandes( sortes de syndicats corporatifs) devaient enregistrer leur marque et l’apposer ( insculper) sur une table d’argent qui permettait de vérifier si un quelconque marquage était "original".
 " />
" />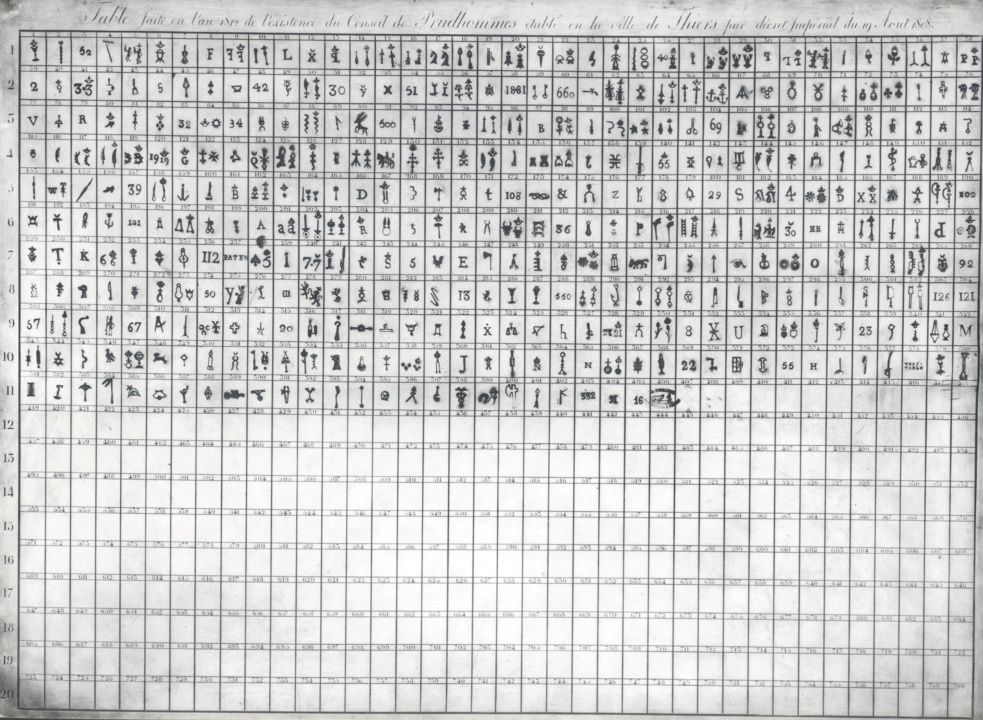 " />
" />J’avais alors expliqué une méthode de réalisation d’un poinçon par enlèvement de matière :
 " />
" />On peut le faire pour des poinçons relativement simples, mais pas pour ceux plus élaborés utilisés sur les armes, avec des lettrages très longs et minuscules.
Un ami historien m’a dit ne pas avoir retrouvé trace dans les nombreux ateliers qu’il a visités d’ébauches ni d’outils( burins, échoppe ) pour la fabrications par les couteliers eux-mêmes de leur propre poinçon : Cela voulait dire qu’en Auvergne dans les régions de St Etienne , Thiers, il y avait quelques graveurs spécialisés qui étaient capables de produire des poinçons très précis et de dimensions réduites pour les artisans de la région.
Nallet ( ou Naulet, j’ai un doute ) est la signature de celui qui avait fait les poinçons de la machine stéphanoise que j’ai en cours de restauration.
Un petit détail amusant ( pour vous êtes doués en géographie) regardez ce jeu de poinçons que l’ami historien Christian a dénichés dans un vieil atelier de Thiers… Ils est possible que les couteliers de Hte Marne aient au 19e délocalisé une partie de leur production.
 " />
" />
jean santos- Membre confirmé
- Nombre de messages : 283
Age : 71
Date d'inscription : 10/02/2019
Re: Restauration des marquages sur armes anciennes par Photogravure
Verchère Lun 03 Fév 2020, 02:52
C'est surtout l'aspect métallurgique qui me passionne, car la réfection de marquages usés sur des armes anciennes froisse mes critères déontologiques ; je ne parlerai bien sûr pas de l'apposition de faux marquages !
Mais j'ai déjà envisagé de fabriquer un petit poinçon pour marquer les pièces que je refais, afin justement de les distinguer des originales.
Et ce sujet m'ouvre des horizons ; je pensais ne pouvoir le faire que par électro-érosion, avec un fil de cuivre fin et un déplacement par commande numérique : en calculateur de commande numérique un vieux PC fait bien l'affaire, et pour le programme du TurboPascal avec des bouts d'assembleur sera bien assez puissant. Le (gros) problème est surtout la motorisation des déplacements, mais l'électro-érosion travaille sans effort et des éléments de vieille imprimante devraient faire l'affaire.
J'attends avec avidité le résultat de tes essais de fabrication de molette, par roulage sur un "positif" plan, car je doute toujours.
Il faut bien sûr fortement chanfreiner les bords du disque pour réduire au minimum la surface d'appui, mais les aciers durs recuits restent bien durs... Pour travailler à chaud, vu la masse d'une molette il faudrait peut-être la préchauffer sur une forge et la monter rapidement sur la machine en l'accompagnant avec un chalumeau ; et réchauffer un bon coup la zone concernée juste avant de procéder. Les matrices chauffent bien sûr mais pas instantanément (mieux vaut qu'elles soient massives) ; pour les pièces de forge on les aspergeait simplement d'eau entre chaque pièce.
Le problème du chauffage, c'est que ça dégrade l'état de surface de la pièce ; mais il me semble que les forgerons ont des poudres de perlipinpin qui protègent bien.
Recuit : pour "assurer le coup" j'enfouis immédiatement les pièces rouge cerise dans un seau de cendre de bois bien sèche (très récemment sortie du fourneau, car elle absorbe vite l'humidité de l'air). La cendre contient toujours des petits débris de charbons de bois, qui sont rallumés par la pièce et contribuent à ralentir le refroidissement (faut pas faire ça dans un seau en plastique) ; une pièce de la taille d'une molette restera rouge plus d'une heure et il faudra des heures avant de pouvoir la prendre en main.
L'option "acier mou ensuite cémenté" ne me semble pas si simple, car les cémentations faciles à réaliser sont peu profondes et ne durcissent que la surface ; les lettres risquent donc de s'écraser facilement. Une cémentation profonde nécessite une longue durée à haute température, qui en pratique n'est possible qu'avec un four adéquat. Certes ce n'est pas si rare (poterie, émaux, etc.)
A propos des mandrins, sur la première vidéo que tu indiques, tout à la fin et très fugacement on voit l'enlèvement de la pièce, qui paraissait être enfilée sur un mandrin d'appui (ça paraît d'ailleurs évident, les glissières de pistolet n'étant pas très rigides).
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Restauration des marquages sur armes anciennes par Photogravure
Diabolo Jeu 06 Fév 2020, 13:52
Continuez dans vos explications et mises en pratique, on n'en apprend jamais assez !!
Du perchlo, moi aussi j'en ai utilisé pour faire mes montages OM.
Ah, remuer la gamelle remplie de perchlo, voir le CI apparaître tout doucement, et surtout l'impatience de le percer, de souder les composants électroniques et voir si tout fonctionnait.
Il existait un autre produit de substitut (claire comme de l'eau) du perchlorure de fer, mais j'ai oublié le nom.
Edit: le produit en question est le persulfate d'ammonium.
C'était le "bon temps", nous étions jeunes et beaux .... et vigoureux ! lol
Cdlt,
Diabolo
Diabolo- Membre

- Nombre de messages : 98
Age : 70
Date d'inscription : 28/04/2016
Re: Restauration des marquages sur armes anciennes par Photogravure
jean santos Jeu 06 Fév 2020, 19:01
J'ai eu aussi quelques doutes quant à la capacité de refouler l'acier, mais puisque Ormsby l'a décrit, je vasi essayer ainsi.
Les poinçons vierges seront bien préparés, chanfreinés à 2mm de largeur pour des lettres qui font 1,5 maxi et mon ami forgeron va les recuire dans son four électrique, il m'a dit qu'il fallait respecter plusieurs paliers dasn le refroidissement qui dure autour de 12 heures .
J’essaie ça normalement à la fin du mois, le collègue armurier a déposé l'ancien support de canons et il monte à la place une plaque sur laquelle nous fixerons la matrice en acier 90Mcv8 trempé ( 10mm d'épaisseur)
Ton système d'électro érosion en CnC me fait rêver, je pense que c'est comme ça que les poinçons modernes sont usinés. Si tu parviens à le monter ce serait super

Tu as bien raison de souligner l'importance des traitements thermiques ... et j'espère que je ne serai pas embêté par des échauffements parasites de l'acier lors du refoulement.
J'avais eu la chance de visiter l'atelier de gravure de médailles de l'école Boulle et ils étaient très vigilants sur les recuits entre chaque frappe de monnaie avec leur presse de plusieurs tonnes . Le prof me disait que s'ils n'avaient pas assez recuit la pièce en argent ça pouvait même leur abîmer les matrices ....
Merci Diabolo de t’immiscer aussi
Oui je me souviens que certains utilisent le persulfate d'ammonium, mais je ne sais pas pour l'acier ? Il y a d'autres acides qui marcheraient mais s'il y a échauffement ou attaque qui donne un fort dégagement de bulles ça peut décoller le film UV et te faire des accidents de gravure.
Il reste encore bien de pistes à explorer : côté vernis qui durcissent aux UV il y a un vaste choix dans les magasins pour ongleries
Côté mordant , l'acide nitrique à l'air de faire pas mal, mais j'ai trouvé que les vapeurs étaient irritantes.
C'est vrai que les circuits imprimés c'était magique . La photo aussi pour ceux qui ont trempé leur papier Ilford dans le bain de révélateur...
Je n'ai pas trop évoqué la T° du bain de perchlo , qui a une influence sur la morsure , la plupart des essais je les ai faits l'hiver autour de 12° dans l'atelier non chauffé.
jean santos- Membre confirmé
- Nombre de messages : 283
Age : 71
Date d'inscription : 10/02/2019
Re: Restauration des marquages sur armes anciennes par Photogravure
Verchère Ven 07 Fév 2020, 01:36
Certes, mais l'électronique et la programmation restent tout à fait à la portée des vieux cons grabataires ; c'est plutôt pour débarder, changer les tuiles cassées ou bêcher le jardin, qu'on aurait des problèmes...Diabolo a écrit:C'était le "bon temps", nous étions jeunes et beaux .... et vigoureux !
Recuit : c'est sûr qu'avec un acier moderne on dispose d'indications très précises mises au point par le fournisseur, et qu'avec un four électrique on peut les suivre à la lettre. Ce qui doit faire gagner un peu (mais pas énormément, je pense). Pour le trempe par contre, le strict respect des paliers doit éviter beaucoup d'accidents !
C'est sûr qu'au roulage, la déformation va produire un peu de chaleur. Mais comme justement il y a roulage, l'échauffement sera réparti ; et vu la masse des pièces concernées, ça m'étonnerait que ça soit sensible au toucher (tu nous diras).
Par contre, l'écrouissement sera notable ! C'est un peu le problème quand tu dis qu'au besoin on peut rouler plusieurs fois de suite : à chaque passage l'acier sera plus dur, du coup ça ne gagnera pas tant qu'on espérerait **, et la matrice pourrait en souffrir. Il faudrait donc recuire la molette après chaque passage, ce qui nécessite un système de re-calage très précis.
Mieux vaudrait donc réussir le truc en une seule passe. Le risque sera de se laisser tenter à faire immédiatement une seconde passe alors qu'il aurait fallu recuire ! Ça donnerait un bon enseignement, mais à ce jeu de con il vaudrait mieux n'exposer qu'une matrice très simpliste, pas un "St Etienne triple épreuve" !
Au fait, la "triple épreuve", tu prévois de graver les 3 figures sur la matrice, ou une seule et d'y repasser 3 fois la molette un peu décalée ?
** C'est l'inverse avec une pièce chauffée à rouge : non seulement elle ne s'écrouit pas, mais la déformation paraît réchauffer la pièce (à plus tu tapes, à moins ça refroidit).
Vernis UV : il m'aurait semblé que le vernis UV serait plus fiable qu'un film auto-collant, pour la gravure. Car à priori plus intimement plaqué sur la surface à protéger. Mais peut-être faut-il trouver la bonne variété (au pinceau, ça serait pas mieux qu'à la bombe ?). Ça s'utilise aussi en sérigraphie, pour boucher les porosités des écran, et là ça doit résister au frottement de la raclette qui refoule l'encre à travers les porosités non colmatées de l'écran.
La CNC pour un travail sans effort notable (électro-érosion ou crayon à étincelles), c'est surtout un problème de guidage de la table (sans jeu mais sans duretés) et de rattrapage des jeux dans la transmission (les courroies crantées ne posent guère de problèmes, par contre les engrenages de récup et les vis-écrous...)
La partie informatique, en fait j'en ai déjà la plupart depuis quelques années : je m'étais amusé à écrire des "drivers DOS résidant en mémoire" pour commander indépendamment la plupart des pins d'entrée / sortie de toutes les prises à l'arrière des vieux PC (sauf la carte-son, pour laquelle la programmation DOS était peu normalisée : il fallait disposer de la doc de programmation de la carte son, et celle des vielles cartes 8 bits et 16 bits était devenue introuvable).
Avec quelques fonctions plus évoluées, comme la commande de moteurs pas à pas : le driver reçoit les ordres (angle de rotation, vitesse et sens) et envoie les signaux nécessaires sur les pins indiquées dans un fichier texte lû au démarrage (ce qui permet d'utiliser le même programme d'application sur des PC disposant d'un nombre d'entrée/sorties différent). Et ça c'est bien au point, je l'ai utilisé pour tester divers moteurs pas à pas (imprimantes et lecteurs de disquettes 5 1/4) afin de trouver le compromis tension / résistance de limitation / vitesse de rotation donnant le couple le plus élevé sans échauffement notable. J'ai donc aussi quelques petites cartes qui se vissent sur les connecteurs arrière et assurent l'amplification des signaux et la protection contre d'éventuelles impulsions de retour.
Tout ça relève de techniques des années 1970 / 80, qui ne m'intéressaient pas à l'époque. Mais j'ai profité de la mise au rencart des vieux PC pour en faire un bon stock (plus d'une cinquantaine, en prévoyant qu'il y aura des destructions accidentelles par retours d'impulsions magnétiques) et j'ai récupéré la doc d'anciens geeks passés à autre chose (en fait, passés à rien pour la plupart).
L'intérêt du système DOS c'est qu'on peut le désactiver presque totalement afin que le programme d'application ait le contrôle total de l'ordinateur et fonctionne en temps (presque) réel. Sous Windows il y a plein de choses qu'on ne peut pas faire, et des temps de latence inacceptables.
Au niveau des PC, il m'a semblé que pour approcher le temps réel il valait mieux s'en tenir aux 486SX ou DX 66 ; à partir des Pentium la liaison entre les connecteurs arrière et le microprocesseur paraît ralentie (effet pernicieux des mémoires-cache ?).
La première application pratique, plus urgente que l'électro-érosion, sera un graveur à étincelles pour marquer mes petits éléments d'outils de rechargement (au graveur vibrant à main levée, c'est souvent illisible).
Petite collection de documents anciens et récents : http://p.lacour.malvaux.free.fr/Arquebuses.htm
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Restauration des marquages sur armes anciennes par Photogravure
jean santos Dim 09 Fév 2020, 17:14
Non je n'ai pas prévu de refaire des poinçons d'épreuve , comme tu disais plus haut si c'est un poinçon "officiel" il vaut mieux s'abstenir. J'ai fait deux matrices avec le nom du collègue armurier pour faire mes essais à la fin du mois.
Au fait, la "triple épreuve", tu prévois de graver les 3 figures sur la matrice, ou une seule et d'y repasser 3 fois la molette un peu décalée ?
** C'est l'inverse avec une pièce chauffée à rouge : non seulement elle ne s'écrouit pas, mais la déformation paraît réchauffer la pièce (à plus tu tapes, à moins ça refroidit).
La première application pratique, plus urgente que l'électro-érosion, sera un graveur à étincelles pour marquer mes petits éléments d'outils de rechargement (au graveur vibrant à main levée, c'est souvent illisible).
Je vois que tu as bossé sur la programmation en temps réel
chapeau ce n'est pas si évident que ça. J’avais fait pour le boulot un stage pour programmer en assembleur( le 68000 je crois) mais je n’avais pas réussi à accrocher...l'adressage indexé, ça me dépassait Ton projet pourrait fonctionner sur des surfaces planes , mais tu risques de rencontrer des soucis de compatibilité éléctromagnétique : que ce soit de électroérosion ou un graveur à étincelles, ça génère des parasites à la pelle et il te faudra respecter des règles CEM assez draconiennes pour raccorder les écrans des câbles, faire des plans de masse sous les circuits ....
Si j'étais toi je me fabriquerais un graveur pneumatique , avec ça en 2 coups de cuiller à pot tu marquerais tous les outils que tu veux , tu peux faire des transferts très propres qui te servent de guide et avec des outils en carbure je grave toutes les lames de couteaux en acier trempé sans trop de porblème
Et après tu peux toujours prendre le temps de faire une table 2 axes pilotée par ton micro, pour le fun.
Tiens si tu cherches des vieux processeurs , j'ai retrouvé un collector , un "Verchère inside" des années 80
 " />
" />Pour nos amis intéressés par les marquages "courants'' je pense que la photogravure ce serait une solution , n'hésitez pas à montrer vos essais et à en discuter si vous rencontriez des problèmes
jean santos- Membre confirmé
- Nombre de messages : 283
Age : 71
Date d'inscription : 10/02/2019
Re: Restauration des marquages sur armes anciennes par Photogravure
Verchère Lun 10 Fév 2020, 04:37
Tout à fait d'accord pour la photogravure, mais c'est quand même compliqué, avec ces étapes intermédiaires du typon.jean santos a écrit:Pour nos amis intéressés par les marquages "courants'' je pense que la photogravure ce serait une solution , n'hésitez pas à montrer vos essais et à en discuter si vous rencontriez des problèmes
... Et après tu peux toujours prendre le temps de faire une table 2 axes pilotée par ton micro, pour le fun. ...
Et c'est justement pour ça que j'avais abordé la programmation plus sérieuse (assembleur) alors qu'auparavant je n'avais appris à programmer qu'en Java (pour une encyclopédie sur CD relative à l'artillerie du XIXe, projet concrétisé du point de vue informatique, mais abandonné par manque de données assez précises, qui auraient demandé des années de recherches en archives).
Il s'agissait donc de photogravure pour circuits imprimés, afin de court-circuiter les typons en insolant le circuit photosensible directement avec un laser UV déplacé par un système 2 axes. Pour éviter l'achat de puces spécialisées je voulais utiliser exclusivement les fonctions d'une carte-mère standard de PC, mais le langage Java ne me donnait pas directement accès à celles-ci. Un de mes anciens prof d'IUT (25 ans plus tard, sacré service après-vente) m'a fourni tout le nécessaire pour aborder la question en TurboPascal, et les docs (alors faciles à trouver, car désuètes depuis peu) m'ont orienté vers l'incorporation de routines en assembleur pour les points nécessitant d'approcher le temps réel (chronométrages, cadençages précis, réponse à une butée de fin de course, etc.)
Car durant la majorité du processus de gravure il n'est pas nécessaire de réagir instantanément (sans toutefois admettre les latences de Windows, qui parfois laisse largement le temps d'aller pisser un coup, rouler une clope et se servir un café !)
Projet non concrétisé parce qu'à l'époque je n'ai pas trouvé comment me procurer gratis un laser UV !
Mais j'ai tout de même continué à travailler la question, avec justement le souci des décharges de retour, parasites électromagnétiques et autres saletés,en prévoyant que je cramerais sans doute quelques cartes-mères (ce pourquoi le gros stock) et lecteurs de disques. J'ai abouti à une disquette 3 1/2 bootable contenant le système DOS allégé, mes drivers d'entrée/sortie, le programme TurboPascal/ASM et les fichiers de données ; facile à dupliquer, facile à insérer dans un PC très simplifié (carte-mère, alim, lecteur floppy, le minimum de RAM, clavier et petit écran). Et le bippeur interne, car un de mes drivers peut envoyer un message d'alerte en Morse sur le bippeur ; un truc bien amusant, mais y-a plus grand monde qui comprenne Morse !
Pour les décharges de retour et impulsions parasites, j'ai pensé aussi aux coupleurs opto-électroniques qu'on met dans les adapteurs MIDI (à cause des haut parleurs ? Ou parce-que laisser des musicos jouer avec de l'électricité, c'est comme refiler un rasoir à un singe ?)
Alors bien sûr, graver les outils à la main ça occupe, et avec un support aisément orientable ça doit être jouable. Mais avoir étudié tous ces trucs pour finalement ne pas s'en servir, ce serait ballot, non ?
Petite collection de documents anciens et récents : http://p.lacour.malvaux.free.fr/Arquebuses.htm
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Restauration des marquages sur armes anciennes par Photogravure
Diabolo Mar 11 Fév 2020, 23:32
Pour graver mes façades avant du matériel OM que je fabriquais à l'époque de mes débuts, j'utilisais un pentographe à gravure.
Soit je creusais dans le métal et je comblais le "sillon" avec de la peinture de la couleur voulue, soit je mettais un forte couche d'apprêt jaune ensuite recouverte de peinture noire mate, puis, avec une fine lame rotative je gravais dans la peinture noire pour laisser apparaître le fond jaune. Le problème, c'est qu'il fallait utiliser de la peinture cuite au four (epoxy qui coûtait une blinde) , donc cette méthode a été peu utilisée.
Ce matériel est très utilisé pour faire les plaquettes d'adresses, boites aux lettres, etc ... sur un support à 2 couleurs superposés, la gravure ne laissant apparaître que la couleur qui n'a pas été trop attaquée par la lame rotative.
Je donne juste cette info à titre indicatif, et j'espère que Jean Santos me pardonnera d'avoir osé et commis l'affront d'avoir parlé d'un truc à moteur dans une file traitant de la gravure manuelle.

Cdlt,
Diabolo
Diabolo- Membre
- Nombre de messages : 98
Age : 70
Date d'inscription : 28/04/2016
Re: Restauration des marquages sur armes anciennes par Photogravure
Verchère Mer 12 Fév 2020, 02:19
Mais la machine est peut-être assez onéreuse...
Certes, un moteur, une courroie, un arbre porte-fraise ; voire une Dremel fixée à la place du porte-fraise, ça c'est facile à faire.
Le quasi-indispensable étau réglable dans toutes les positions, déjà nettement moins.
Et les bras de pantographe, avec des articulations sans jeux mais sans duretés, ça c'est beaucoup moins évident qu'on croirait !
Mais pour un bricoleur méticuleux et un tant soit peu outillé, ça doit être jouable.
Par contre, atteindre la finesse d'une photogravure, j'ai des doutes. On attend l'avis du maître...
Petite collection de documents anciens et récents : http://p.lacour.malvaux.free.fr/Arquebuses.htm
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Restauration des marquages sur armes anciennes par Photogravure
jean santos Mer 12 Fév 2020, 08:17
Tu plaisantes Diabolo, on est là pour évoquer toutes les solutions possiblesDiabolo a écrit:
Je donne juste cette info à titre indicatif, et j'espère que Jean Santos me pardonnera d'avoir osé et commis l'affront d'avoir parlé d'un truc à moteur dans une file traitant de la gravure manuelle.
Cdlt,
Diabolo
J'ai possédé deux machines de marque Gravograph identiques à celle que tu montres. Avec tout un jeu de chablons( les lettres et chiffres guides en échelle 2 ou 3)
Mais comme je ne les utilisais pas je les ai revendues une 100e d'€ à des copains couteliers , je leur ai gravé un chablon avec leur marque et comme ça ils la fraisent là où ils veulent en réduisant les erreurs grâce au rapport de réduction .
Les gravograph modernes n'ont plus besoin de chablons puisque c'est piloté par un ordinateur et ça peut graver des lettres de petite taille ( 2mm) sans problème . La restauration faite par un canadien que je montrais au début du sujet a été faite avec ce genre de machine :
https://i.servimg.com/u/f16/17/63/28/64/photo_14.jpg
C'est propre, presque un peu trop
Le pantographe reste un outil très employé par les graveurs de médaille qui fraisent avec ces machines les matrices qui vont leur servir à "frapper" la médaille ou monnaie.
sur cette vidéo vous avez à 12 minutes une sorte de pantographe/tour qui recopie le modèle fait à l'échelle 3 ou 4:
Verchère , seulement un petit 74 le mètre
jean santos- Membre confirmé
- Nombre de messages : 283
Age : 71
Date d'inscription : 10/02/2019
Page 2 sur 2 • 1, 2
» Marquages armes US
» Restauration des armes ... A l'ancienne
» livre sur restauration d'armes ????
» Recherche le Manuel pratique de restauration et de réparation des armes anciennes