
 Accueil
Accueil Connexion
Connexion S'enregistrer
S'enregistrerMAS 1873 a remettre en route.
+4
Tico
Pocomas
Tupolef
Spahis46
8 participants
Page 1 sur 1

MAS 1873 a remettre en route.
Spahis46 Mer 26 Jan - 18:25

Bonsoir,
Voici mon petit dernier. Pour un prix de revient fort sympathique, il poursuit sa trépidante existence
au sein de ma modeste collection. Bon, jusque là, rien de bien excitant me direz vous? Ben voilà,
le malheureux mais très correct pépère a vu son chien amputé de la partie pointue, indispensable
pour la percussion d'une quelconque munition.
J'ai rapidement trouvé une pièce en bon état. Elle se monte mais, fatalement sur une arme de cette
époque, elle a besoin d'être ajustée.
La question sera: que faire, comment faire, que ne pas faire afin de faire revivre ce vénérable et attachant
révolver?

je joint une photo du canon. Il est comme assez souvent en bel état, rayure profonde
juste sale...désolé!

Et la fameuse pièce amputée par le grand père de l'ancien propriétaire, qui ne voulait pas
voir l'un de ses enfants ou petits enfants jouer et se blesser avec l'horrible bête.
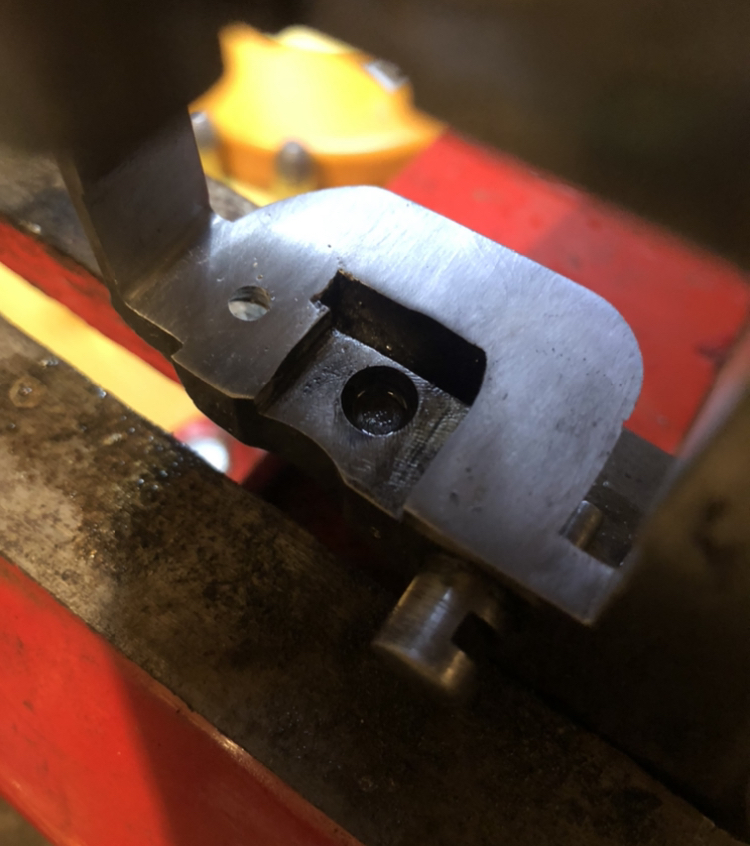
Ce qui coince? le cran d'armé trop loin de 1mm et donc le dos du chien vient en butée
sur la carcasse avant d'être accroché. Merci par avance...
Spahis46- Membre

- Nombre de messages : 83
Age : 56
Localisation : Occitanie
Date d'inscription : 19/04/2017
Re: MAS 1873 a remettre en route.
Tupolef Mer 26 Jan - 20:23
Bonjour,
Pour m’être trouvé dans la même situation, pourquoi ne pas réparer le chien d’origine ?
Pour ma part, j’ai percé et taraudé le chien, j’ai ensuite tourné un nouveau percuteur que j’ai vissé dans le chien. J’ai ensuite fait un point de soudure TIG au dos du chien. La réparation est quasi invisible lorsque le nouveau percuteur est bien ajusté, la réparation est solide, et de plus on garde le chien d’origine.


Pour m’être trouvé dans la même situation, pourquoi ne pas réparer le chien d’origine ?
Pour ma part, j’ai percé et taraudé le chien, j’ai ensuite tourné un nouveau percuteur que j’ai vissé dans le chien. J’ai ensuite fait un point de soudure TIG au dos du chien. La réparation est quasi invisible lorsque le nouveau percuteur est bien ajusté, la réparation est solide, et de plus on garde le chien d’origine.
Tupolef- Membre expert

- Nombre de messages : 502
Age : 34
Date d'inscription : 15/05/2018
Re: MAS 1873 a remettre en route.
Pocomas Mer 26 Jan - 20:31
Beau boulot Tupolef  avec l'avantage de garder l'arme au même numéro. J'avoue que serai incapable de faire cette réparation
avec l'avantage de garder l'arme au même numéro. J'avoue que serai incapable de faire cette réparation 
avec l'avantage de garder l'arme au même numéro. J'avoue que serai incapable de faire cette réparation 
Pocomas- Administrateur

- Nombre de messages : 19456
Age : 69
Date d'inscription : 28/12/2008
Re: MAS 1873 a remettre en route.
Tupolef Mer 26 Jan - 20:44
Merci beaucoup.Pocomas a écrit:Beau boulot Tupolef
Ce n’est pas bien compliqué en soit mais il faut du matériel.
La seule difficulté est de bien percer le chien dans l’axe, pour ça j’ai usiné un petit canon de perçage qui venait se centrer sur le moignon du percuteur, ensuite perçage à la perceuse à colonne, puis suppression du moignon du percuteur à la lime. Il suffit ensuite de tarauder et de visser le percuteur rapporté.
Tupolef- Membre expert
- Nombre de messages : 502
Age : 34
Date d'inscription : 15/05/2018
Re: MAS 1873 a remettre en route.
Tico Mer 26 Jan - 20:56
Euh, simplement mes félicitationsTupolef a écrit:Bonjour,
Pour m’être trouvé dans la même situation, pourquoi ne pas réparer le chien d’origine ?
Pour ma part, j’ai percé et taraudé le chien, j’ai ensuite tourné un nouveau percuteur que j’ai vissé dans le chien. J’ai ensuite fait un point de soudure TIG au dos du chien. La réparation est quasi invisible lorsque le nouveau percuteur est bien ajusté, la réparation est solide, et de plus on garde le chien d’origine.

Tico- Pilier du forum
- Nombre de messages : 2254
Age : 44
Date d'inscription : 13/12/2016
Re: MAS 1873 a remettre en route.
ederlezi Mer 26 Jan - 21:56
Très beau en effet. Un acier ou un traitement auquel il faut faire attention si l'on ne veut pas que le chien se mate au fur et à mesure des percussions ?
ederlezi- Membre confirmé

- Nombre de messages : 323
Age : 38
Localisation : Sydney
Date d'inscription : 07/02/2021
Re: MAS 1873 a remettre en route.
Tupolef Mer 26 Jan - 22:11
J’ai pris un morceau d’acier 42CrMo4 (anciennement appelé 42Cd4), trempé revenu.ederlezi a écrit:Très beau en effet. Un acier ou un traitement auquel il faut faire attention si l'on ne veut pas que le chien se mate au fur et à mesure des percussions ?
C’est un acier qui est d’ailleurs utilisé dans la fabrication d’arme moderne.
Tupolef- Membre expert
- Nombre de messages : 502
Age : 34
Date d'inscription : 15/05/2018
Re: MAS 1873 a remettre en route.
Verchère Mer 26 Jan - 23:32
Oui, c'est plutôt du bon !
On en fait des canons, des boîtes de culasse et des outils de rechargement.
Ça se vend souvent à l'état trempé revenu (en ricain "QT", quenched-tempered), la barre étant traitée en usine ce qui garantit la qualité de la trempe. Forcément c'est alors un peu dur à usiner, mais ça se travaille cependant à la lime.
Pour un petit boulot ça peut même se tourner à l'acier rapide, avec bien sûr une vitesse de coupe très basse (à noter qu'il faut alors réaffûter préventivement, car dès que l'arête de coupe n'est plus parfaite elle lâche d'un coup et si on est en dernière passe c'est foiré).
On en fait des canons, des boîtes de culasse et des outils de rechargement.
Ça se vend souvent à l'état trempé revenu (en ricain "QT", quenched-tempered), la barre étant traitée en usine ce qui garantit la qualité de la trempe. Forcément c'est alors un peu dur à usiner, mais ça se travaille cependant à la lime.
Pour un petit boulot ça peut même se tourner à l'acier rapide, avec bien sûr une vitesse de coupe très basse (à noter qu'il faut alors réaffûter préventivement, car dès que l'arête de coupe n'est plus parfaite elle lâche d'un coup et si on est en dernière passe c'est foiré).
Petite collection de documents anciens et récents : http://p.lacour.malvaux.free.fr/Arquebuses.htm
Verchère- Pilier du forum
- Nombre de messages : 19109
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -

revolver 1873 de 1879. réparation
Spahis46 Jeu 27 Jan - 9:59
Bonjour,
Cette réparation est effectivement parfaite et serait la meilleure des solutions. J'avais envisagé
une opération de la sorte mais je ne suis ni tourneur, ni ajusteur, et je n'ose imaginer le prix demandé par l'armurier
local pour effectuer la manip. Cela dit, bravo!
Cette réparation est effectivement parfaite et serait la meilleure des solutions. J'avais envisagé
une opération de la sorte mais je ne suis ni tourneur, ni ajusteur, et je n'ose imaginer le prix demandé par l'armurier
local pour effectuer la manip. Cela dit, bravo!
Spahis46- Membre
- Nombre de messages : 83
Age : 56
Localisation : Occitanie
Date d'inscription : 19/04/2017
revolver 1873 de 1879. réparation
Spahis46 Jeu 27 Jan - 10:14
Tupolev accepterait il de donner les indications suivantes?
-diamètre du perçage,
-taraud utilisé? le pas doit il être très fin?
-faut il pratiquer un léger chanfrein a l'arrière du chien afin d'augmenter la surface et la profondeur
d'espace a souder une fois l'ensemble mis en place?
Merci pour les infos toujours bonnes à prendre!
-diamètre du perçage,
-taraud utilisé? le pas doit il être très fin?
-faut il pratiquer un léger chanfrein a l'arrière du chien afin d'augmenter la surface et la profondeur
d'espace a souder une fois l'ensemble mis en place?
Merci pour les infos toujours bonnes à prendre!
Spahis46- Membre
- Nombre de messages : 83
Age : 56
Localisation : Occitanie
Date d'inscription : 19/04/2017
revolver 1873 de 1879. réparation
Spahis46 Jeu 27 Jan - 10:19
Désolé, TUPOLEF!!Spahis46 a écrit:Tupolev accepterait il de donner les indications suivantes?
-diamètre du perçage,
-taraud utilisé? le pas doit il être très fin?
-faut il pratiquer un léger chanfrein a l'arrière du chien afin d'augmenter la surface et la profondeur
d'espace a souder une fois l'ensemble mis en place?
Merci pour les infos toujours bonnes à prendre!

Spahis46- Membre
- Nombre de messages : 83
Age : 56
Localisation : Occitanie
Date d'inscription : 19/04/2017
Re: MAS 1873 a remettre en route.
Mauser96 Jeu 27 Jan - 10:38
Bonjour Spahis46Spahis46 a écrit:Bonjour,
Cette réparation est effectivement parfaite et serait la meilleure des solutions. J'avais envisagé
une opération de la sorte mais je ne suis ni tourneur, ni ajusteur, et je n'ose imaginer le prix demandé par l'armurier
local pour effectuer la manip. Cela dit, bravo!
Je pense que l'on peut simplifier le mode opératoire de Tupolef, la seule restriction c'est de pouvoir disposer d'un bon poste à souder MIG ou TIG.
Sinon il n'est pas utile de tarauder/fileter , le trou lisse traversant suffit, le point de soudure (prévoir un petit chanfrein sur la crête du chien) bloquera le percuteur . Celui ci peut être réalisé selon la formule chère à Verchère au moyen d'un tour pakistanais donc une simple perceuse sur son support ou dans un étau avec des limes . Il s'agit de faire un cône avec une queue cylindrique dont le besoin en précision est tout relatif. Le matériau de départ peut être un tronçon de tournevis à corps rond du diamètre de la base du cône et de bonne marque (c'est ma source de base pour fabriquer des percuteurs) car l'acier y est suffisamment dur mais encore usinable à la lime. On commence par réaliser la queue cylindrique et ensuite cette queue prise dans le mandrin on termine le cône.

Mauser96- Pilier du forum
- Nombre de messages : 1209
Age : 76
Date d'inscription : 02/08/2016
Re: MAS 1873 a remettre en route.
Tupolef Jeu 27 Jan - 11:17
Pour répondre à tout le monde,
De mémoire, j’avais taraudé en M3 standard.
J’ai coupé la queue taraudée du percuteur pour qu’elle soit environ à 2mm en retrait de la surface du chien, de cette façon j’ai pu apporter du métal d’apport de façon satisfaisante. J’ai ensuite préchauffé à 150 degrés avant soudage et soudé avec un métal d’apport contenant 2% de nickel, cela évite la fissuration (le 42CrMO4 ayant un fort taux de carbone équivalent). De plus le nickel, limite l’effervescence lors du soudage, qui peut survenir sur de vieux aciers non calmés, ce qui est le cas du chien d’origine. J’ai préféré le TIG au MAG, pour la simple et bonne raison que le plus gros défaut du MIG/MAG c’est le collage, et le risque est plutôt élevé lorsqu’on cherche à faire un tout petit point de soudure avec ce procédé. Le TIG est plus adapté à ce genre de petits travaux.
Pour le trou lisse, je n’était pas à mon coup d’essai par rapport à cette réparation. J’ai même essayé le brasage à l’argent. L’avantage de percer et de tarauder, c’est que le serrage permet de venir mettre le cône en butée sur le chien, le filetage d’ailleurs ne reprends aucun effort, c’est la portée du cône qui est en contact avec la surface du chien qui reprends la plus grande partie des contraintes lors de la percussion. Le point de soudure évite simplement que le cône ne se dévisse.
Donc on peut effectivement se passer du taraudage, mais à condition de bien appuyer le cône sur le chien avant de souder. Mais je trouve que le filetage et taraudage ne comporte pas de grosse difficulté. J’ai fait ça simplement avec une filière et un taraud manuel.
Le cône peut se faire effectivement au tour pakistanais il faudra sans doutes plusieurs essais.
Pour ma part je ne suis pas non plus tourneur/fraiseur, j’ai du recommencer le cône deux ou trois fois… J’ai utilisé un tout petit tour Emco unimat qu’un ami me prête gracieusement, et dont la tourelle n’est pas orientable et sans avance automatique. Il a donc fallu jouer avec les deux manivelles en même temps pour sortir ce cône, je ne me suis pas occupé des graduations sur les verniers, j’ai fait ça à l’œil.
On peut donc aussi le faire à l’œil avec une lime et une perceuse.
Il faut d’abord usiner une partie diamètre 2,9mm pour le fileter en m3, d’une longueur suffisante pour pouvoir y serrer plusieurs écrou. Brider la pièce dans le mandrin à l’aide des écrous, puis usiner le cône. Il faut par contre choisir un acier assez raide, car du M3 ce n’est pas bien gros, et si on exerce un gros effort pour usiner le cône la pièce risque de se tordre de rire.
De mémoire, j’avais taraudé en M3 standard.
J’ai coupé la queue taraudée du percuteur pour qu’elle soit environ à 2mm en retrait de la surface du chien, de cette façon j’ai pu apporter du métal d’apport de façon satisfaisante. J’ai ensuite préchauffé à 150 degrés avant soudage et soudé avec un métal d’apport contenant 2% de nickel, cela évite la fissuration (le 42CrMO4 ayant un fort taux de carbone équivalent). De plus le nickel, limite l’effervescence lors du soudage, qui peut survenir sur de vieux aciers non calmés, ce qui est le cas du chien d’origine. J’ai préféré le TIG au MAG, pour la simple et bonne raison que le plus gros défaut du MIG/MAG c’est le collage, et le risque est plutôt élevé lorsqu’on cherche à faire un tout petit point de soudure avec ce procédé. Le TIG est plus adapté à ce genre de petits travaux.
Pour le trou lisse, je n’était pas à mon coup d’essai par rapport à cette réparation. J’ai même essayé le brasage à l’argent. L’avantage de percer et de tarauder, c’est que le serrage permet de venir mettre le cône en butée sur le chien, le filetage d’ailleurs ne reprends aucun effort, c’est la portée du cône qui est en contact avec la surface du chien qui reprends la plus grande partie des contraintes lors de la percussion. Le point de soudure évite simplement que le cône ne se dévisse.
Donc on peut effectivement se passer du taraudage, mais à condition de bien appuyer le cône sur le chien avant de souder. Mais je trouve que le filetage et taraudage ne comporte pas de grosse difficulté. J’ai fait ça simplement avec une filière et un taraud manuel.
Le cône peut se faire effectivement au tour pakistanais il faudra sans doutes plusieurs essais.
Pour ma part je ne suis pas non plus tourneur/fraiseur, j’ai du recommencer le cône deux ou trois fois… J’ai utilisé un tout petit tour Emco unimat qu’un ami me prête gracieusement, et dont la tourelle n’est pas orientable et sans avance automatique. Il a donc fallu jouer avec les deux manivelles en même temps pour sortir ce cône, je ne me suis pas occupé des graduations sur les verniers, j’ai fait ça à l’œil.
On peut donc aussi le faire à l’œil avec une lime et une perceuse.
Il faut d’abord usiner une partie diamètre 2,9mm pour le fileter en m3, d’une longueur suffisante pour pouvoir y serrer plusieurs écrou. Brider la pièce dans le mandrin à l’aide des écrous, puis usiner le cône. Il faut par contre choisir un acier assez raide, car du M3 ce n’est pas bien gros, et si on exerce un gros effort pour usiner le cône la pièce risque de se tordre de rire.
Tupolef- Membre expert
- Nombre de messages : 502
Age : 34
Date d'inscription : 15/05/2018
Re: MAS 1873 a remettre en route.
dgil01 Jeu 27 Jan - 11:36
Tupolef a écrit:J’ai utilisé un tout petit tour Emco unimat qu’un ami me prête gracieusement, et dont la tourelle n’est pas orientable et sans avance automatique. Il a donc fallu jouer avec les deux manivelles en même temps pour sortir ce cône
Bonjour Tupolef, je possède une Emco unimat SL. Pour info, pour faire des cônes, il faut faire tourner le bloc broche-moteur. Pour cela, enlever la goupille (elle possède une tête à six pans qui fait penser qu'elle est une vis) , dévisser la vis du bati (à gauche, sous les poulies), tourner le bloc à l'angle désiré et resserrer la vis.
dgil01- Pilier du forum
- Nombre de messages : 1529
Age : 51
Date d'inscription : 29/04/2021
Re: MAS 1873 a remettre en route.
Tupolef Jeu 27 Jan - 12:04
Bonjour Dgil01,dgil01 a écrit:Tupolef a écrit:J’ai utilisé un tout petit tour Emco unimat qu’un ami me prête gracieusement, et dont la tourelle n’est pas orientable et sans avance automatique. Il a donc fallu jouer avec les deux manivelles en même temps pour sortir ce cône
Bonjour Tupolef, je possède une Emco unimat SL. Pour info, pour faire des cônes, il faut faire tourner le bloc broche-moteur. Pour cela, enlever la goupille (elle possède une tête à six pans qui fait penser qu'elle est une vis) , dévisser la vis du bati (à gauche, sous les poulies), tourner le bloc à l'angle désiré et resserrer la vis.
C’est effectivement possible avec l’unimat SL, mais ce n’est malheureusement pas possible sur l’Unimat 3 que l’on me prête.
Tupolef- Membre expert
- Nombre de messages : 502
Age : 34
Date d'inscription : 15/05/2018
Re: MAS 1873 a remettre en route.
dgil01 Jeu 27 Jan - 12:12
Autant pour moi Tupolef, je me suis trompé de modèleTupolef a écrit:Bonjour Dgil01,dgil01 a écrit:Tupolef a écrit:J’ai utilisé un tout petit tour Emco unimat qu’un ami me prête gracieusement, et dont la tourelle n’est pas orientable et sans avance automatique. Il a donc fallu jouer avec les deux manivelles en même temps pour sortir ce cône
Bonjour Tupolef, je possède une Emco unimat SL. Pour info, pour faire des cônes, il faut faire tourner le bloc broche-moteur. Pour cela, enlever la goupille (elle possède une tête à six pans qui fait penser qu'elle est une vis) , dévisser la vis du bati (à gauche, sous les poulies), tourner le bloc à l'angle désiré et resserrer la vis.
C’est effectivement possible avec l’unimat SL, mais ce n’est malheureusement pas possible sur l’Unimat 3 que l’on me prête.

dgil01- Pilier du forum
- Nombre de messages : 1529
Age : 51
Date d'inscription : 29/04/2021
Une réparation réglementaire
Verchère Jeu 27 Jan - 14:29
Z'êtes pas curieux !
La réparation de "Tupolef" est décrite avec force détails dans l'Instruction de 1884 ; je vous donne un lien mais ce document est de ceux qui DOIVENT être enregistrés à demeure dans le smartphone de tout amateur d'armes anciennes françaises : http://p.lacour.malvaux.free.fr/Arquebuses.htm
C'est en page 145 (p. 160 du PDF), avec quelques petites différences bien sûr :
- la crête du chien est préalablement recuite par trempage dans du plomb chauffé au rouge (le forêt et le taraud en seront soulagés),
- le chien est d'abord mesuré, puis arasé, ensuite le trou est tracé d'après les mesures,
- il est percé à 3.8, le trou chanfreiné à l'arrière, et taraudé à 4.5 (taraud de la rosette de plaquette),
- la pointe du percuteur est ébauchée en laissant un excèdent, ce qui permet une bonne prise sans l'esquinter, pour le vissage,
- la partie filetée est plus longue que nécessaire, afin d'être matée dans le chanfrein après vissage à bloc,
- la pointe est alors finie à la main (ce qui doit permettre de corriger un léger défaut de position du perçage), la pointe réglée pour une saillie de 2.5 à 3 mm (2 mm mini en service),
- le matage est limé pour devenir quasi-invisible et la crête du chien (nouveau percuteur compris) est trempée à l'eau et revenue à l'huile flambée (~ 330°),
- le chien est finalement poli et revenu au jaune paille (220°).
NB : ça devrait aussi se trouver sur l'Instruction de 1905...
Donc pas besoin de soudure, avec tous les matériels que ça nécessite et les craintes de choc thermique que ça implique. Mais pourquoi tenez-vous tant à foutre partout de la soudure électrique moderne, alors que vous êtes si maniaques sur les poinçons d'origine et le "monomatricule" ?
Pas besoin non plus de dispositif évolué de perçage (même si pour ma part je confectionnerais aussi un canon de perçage) ; par contre le trou doit être parfaitement perpendiculaire à la surface arasée, et l'embase d'appui du percuteur doit être parfaitement plane et perpendiculaire à sa vis, sinon l'appui ne sera pas franc et ça s'ébranlera ; même si la vis est soudée.
Vu qu'à l'époque on considérait qu'une vis de 4.5 laissait assez de matière à la crête de chien, pas la peine de descendre à 3, du M4 devrait convenir (les puristes chercheront un jeu taraud - filière en M4 SI, au pas de 0.75, certes normalisé bien après 1873 mais tout de même bien plus ancien que le 4 x 0.7 ISO actuel).
Pour usiner une forme conique, ou bombée ou quoique ce soit d'autre, aux manivelles et sans possibilité d'avance oblique, on peut dresser préalablement un tableau de valeurs transversales et longitudinales permettant de dégrossir la forme, en escaliers, par passes successives. Puis on lisse à la lime sur la pièce tournant à faible vitesse (si le tableau prévoit des escaliers de 0.05 mm, y-a pas grand chose à limer et on arrive vite à une surface uniforme).
J'ai fait comme ça le profil galbé de baguettes de Chassepot, mousqueton Gras et Snider... Je fais aussi comme ça (avec l'outil à tronçonner, au moment de séparer la pièce) les bombés de tête de vis (au besoin avec rayon secondaire de raccordement) ; je les lisse ensuite à la lime, en reprise sur un tour d'établi (puis fendage, trempe-revenu et éventuellement polissage et coloration).
Mais j'avoue que s'il est facile de dresser le tableau pour un cône ou le très long galbe d'une baguette, pour le bombé d'une tête de vis ça demande pas mal de calculs trigo ; alors, vieux tricheur invétéré, j'ai écrit un petit logiciel qui à partir des valeurs de flèche ou rayon me crache en une fraction de seconde le tableau pré-mâché (la difficulté reste de pointer les lignes du tableau à mesure qu'on prend les passes, pour ne pas s'y perdre).
La réparation de "Tupolef" est décrite avec force détails dans l'Instruction de 1884 ; je vous donne un lien mais ce document est de ceux qui DOIVENT être enregistrés à demeure dans le smartphone de tout amateur d'armes anciennes françaises : http://p.lacour.malvaux.free.fr/Arquebuses.htm
C'est en page 145 (p. 160 du PDF), avec quelques petites différences bien sûr :
- la crête du chien est préalablement recuite par trempage dans du plomb chauffé au rouge (le forêt et le taraud en seront soulagés),
- le chien est d'abord mesuré, puis arasé, ensuite le trou est tracé d'après les mesures,
- il est percé à 3.8, le trou chanfreiné à l'arrière, et taraudé à 4.5 (taraud de la rosette de plaquette),
- la pointe du percuteur est ébauchée en laissant un excèdent, ce qui permet une bonne prise sans l'esquinter, pour le vissage,
- la partie filetée est plus longue que nécessaire, afin d'être matée dans le chanfrein après vissage à bloc,
- la pointe est alors finie à la main (ce qui doit permettre de corriger un léger défaut de position du perçage), la pointe réglée pour une saillie de 2.5 à 3 mm (2 mm mini en service),
- le matage est limé pour devenir quasi-invisible et la crête du chien (nouveau percuteur compris) est trempée à l'eau et revenue à l'huile flambée (~ 330°),
- le chien est finalement poli et revenu au jaune paille (220°).
NB : ça devrait aussi se trouver sur l'Instruction de 1905...
Donc pas besoin de soudure, avec tous les matériels que ça nécessite et les craintes de choc thermique que ça implique. Mais pourquoi tenez-vous tant à foutre partout de la soudure électrique moderne, alors que vous êtes si maniaques sur les poinçons d'origine et le "monomatricule" ?
Pas besoin non plus de dispositif évolué de perçage (même si pour ma part je confectionnerais aussi un canon de perçage) ; par contre le trou doit être parfaitement perpendiculaire à la surface arasée, et l'embase d'appui du percuteur doit être parfaitement plane et perpendiculaire à sa vis, sinon l'appui ne sera pas franc et ça s'ébranlera ; même si la vis est soudée.
Vu qu'à l'époque on considérait qu'une vis de 4.5 laissait assez de matière à la crête de chien, pas la peine de descendre à 3, du M4 devrait convenir (les puristes chercheront un jeu taraud - filière en M4 SI, au pas de 0.75, certes normalisé bien après 1873 mais tout de même bien plus ancien que le 4 x 0.7 ISO actuel).
Pourquoi un armurier ? C'est un travail d'ajusteur, un bon horloger, serrurier ou réparateur de bicyclettes le fera aussi ; le problème est d'en trouver un bon...Spahis46 a écrit:... je n'ose imaginer le prix demandé par l'armurier local pour effectuer la manip. ...
Pour usiner une forme conique, ou bombée ou quoique ce soit d'autre, aux manivelles et sans possibilité d'avance oblique, on peut dresser préalablement un tableau de valeurs transversales et longitudinales permettant de dégrossir la forme, en escaliers, par passes successives. Puis on lisse à la lime sur la pièce tournant à faible vitesse (si le tableau prévoit des escaliers de 0.05 mm, y-a pas grand chose à limer et on arrive vite à une surface uniforme).
J'ai fait comme ça le profil galbé de baguettes de Chassepot, mousqueton Gras et Snider... Je fais aussi comme ça (avec l'outil à tronçonner, au moment de séparer la pièce) les bombés de tête de vis (au besoin avec rayon secondaire de raccordement) ; je les lisse ensuite à la lime, en reprise sur un tour d'établi (puis fendage, trempe-revenu et éventuellement polissage et coloration).
Mais j'avoue que s'il est facile de dresser le tableau pour un cône ou le très long galbe d'une baguette, pour le bombé d'une tête de vis ça demande pas mal de calculs trigo ; alors, vieux tricheur invétéré, j'ai écrit un petit logiciel qui à partir des valeurs de flèche ou rayon me crache en une fraction de seconde le tableau pré-mâché (la difficulté reste de pointer les lignes du tableau à mesure qu'on prend les passes, pour ne pas s'y perdre).
Petite collection de documents anciens et récents : http://p.lacour.malvaux.free.fr/Arquebuses.htm
Verchère- Pilier du forum
- Nombre de messages : 19109
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: MAS 1873 a remettre en route.
Tupolef Jeu 27 Jan - 15:32
Verchère, car la métallurgie et le soudage sont mon métier, et que je suis un gros feignantVerchère a écrit:
Donc pas besoin de soudure, avec tous les matériels que ça nécessite et les craintes de choc thermique que ça implique. Mais pourquoi tenez-vous tant à foutre partout de la soudure électrique moderne, alors que vous êtes si maniaques sur les poinçons d'origine et le "monomatricule" ?
Vu qu'à l'époque on considérait qu'une vis de 4.5 laissait assez de matière à la crête de chien, pas la peine de descendre à 3, du M4 devrait convenir
Et aussi parce qu’accessoirement j’avais dû reprendre le canal du percuteur qui était complètement bouffé et dans lequel les amorces venaient se coincer. Donc tant que le poste était de sortie j’en ai profité.
Mais tu as raison, la technique que tu décris est beaucoup plus « armurière » si j’ose dire.
La réparation est également invisible, à moins que je ne me mette en mode laboratoire en réalisant une attaque métallographique sur la crête du chien. Le soudage est une technique viable dans la mesure où l’on sait ce que l’on fait et surtout ce que l’on soude.
J’ai repris mes notes, et effectivement je n’ai pas taraudé en m3 mais bien en m4.
Mea culpa donc, car j’ai écrit les posts précédent de tête, sans prendre le temps de regarder mes petits papiers.
La question, finalement est donc de savoir si l’auteur du sujet pense pouvoir réussir cette réparation, ou dans le cas contraire, comment pouvons nous l’aider à adapter son nouveau chien?
Tupolef- Membre expert
- Nombre de messages : 502
Age : 34
Date d'inscription : 15/05/2018
Re: MAS 1873 a remettre en route.
Verchère Jeu 27 Jan - 15:53
Pour ajuster un chien de remplacement complet, c'est la page suivante de l'Instruction de 1884.
Et pas tellement plus simple que de remplacer la pointe ; d'ailleurs, je ne crois pas avoir vu comment il était préconisé de reprendre les crans (lime ? après dé-trempe de la pièce ? meule ?). D'autant qu'il faut éventuellement remplacer l'axe...
Réussir le remplacement d'une pointe de percuteur ?
Tout dépend combien d'essais on est prêt à faire sur des bouts de ferraille, pour s'exercer. Je dirais qu'après 2 ou 3 essais réussis d'affilée, on doit pouvoir raisonnablement s'y risquer...
Et pas tellement plus simple que de remplacer la pointe ; d'ailleurs, je ne crois pas avoir vu comment il était préconisé de reprendre les crans (lime ? après dé-trempe de la pièce ? meule ?). D'autant qu'il faut éventuellement remplacer l'axe...
Réussir le remplacement d'une pointe de percuteur ?
Tout dépend combien d'essais on est prêt à faire sur des bouts de ferraille, pour s'exercer. Je dirais qu'après 2 ou 3 essais réussis d'affilée, on doit pouvoir raisonnablement s'y risquer...
Petite collection de documents anciens et récents : http://p.lacour.malvaux.free.fr/Arquebuses.htm
Verchère- Pilier du forum
- Nombre de messages : 19109
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: MAS 1873 a remettre en route.
Mauser96 Jeu 27 Jan - 17:11
En adoptant la méthode de Tupolev et en la simplifiant, j'avoue ne pas m'être poser de question sur la méthode règlementaire que je n'aurais même pas pensé à chercher. Moi aussi j'ai commencé ma carrière par la métallurgie et j'ai eu accès à un poste MIG pro mais aussi j'avais dans mon équipe des soudeurs qualification aéronautique qui eux pouvaient recharger/souder en TIG absolument tous les composants d'un réacteur d'avion.
Quant à percer le chien, là aussi de nos jours on dispose de forêts monobloc tout carbure de tungstène pour une dizaine d'euros alors pas besoin de traitement thermique.
Mais je veux bien reconnaître que c'est pas du vrai travail d'armurier soucieux de l'histoire du 73!!!
Quant à percer le chien, là aussi de nos jours on dispose de forêts monobloc tout carbure de tungstène pour une dizaine d'euros alors pas besoin de traitement thermique.
Mais je veux bien reconnaître que c'est pas du vrai travail d'armurier soucieux de l'histoire du 73!!!
Mauser96- Pilier du forum
- Nombre de messages : 1209
Age : 76
Date d'inscription : 02/08/2016
Réparation chien.
Spahis46 Jeu 27 Jan - 21:13
Bon, merci à tous pour les idées de réparation. Je m’y perds un peu, car la mécanique c’est pas mon truc. Mais cela vaut le coup d’être essayé. Je dois me familiariser avec le langage technique et, je vous tiendrais au jus pour l’avancée des travaux.
En attendant, comme quoi les jours se suivent et ne ressemblent pas. Je viens de rentrer un joli 73 de 83… photo du petit dernier… plus tard…
En attendant, comme quoi les jours se suivent et ne ressemblent pas. Je viens de rentrer un joli 73 de 83… photo du petit dernier… plus tard…
Spahis46- Membre
- Nombre de messages : 83
Age : 56
Localisation : Occitanie
Date d'inscription : 19/04/2017
» Green machine façon Jean louis
» Et si le M/96 était gomme-laqué?
» Interchangebilité des crosses de K31
» remettre le bipiéd FASS 90
» Mosin revival
» Et si le M/96 était gomme-laqué?
» Interchangebilité des crosses de K31
» remettre le bipiéd FASS 90
» Mosin revival
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum