
 Accueil
Accueil Connexion
Connexion S'enregistrer
S'enregistrerRéfection baguette Mauser
3 participants
Page 1 sur 1

Réfection baguette Mauser
Kerax Ven 17 Fév 2023 - 20:21
Bonjour,
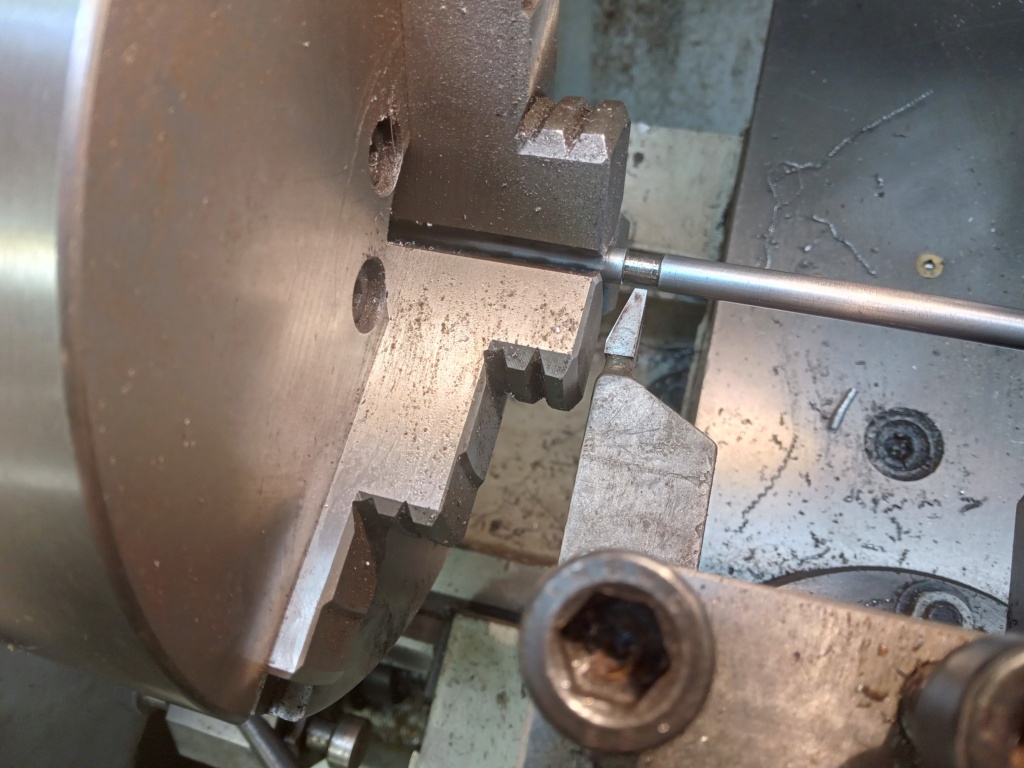
Ne trouvant pas de baguette pour un Mauser 1894 brésilien j'ai dû en refaire une avec un modèle authentique pour la prise de cotes.
Dans l'orde l'usinage de la gorge dont d'ailleurs je ne connais pas l'utilité ,le filetage qui est un M4 soit 4x70 donc le même celui utilisé actuellement (en France on utilisé le 4x75 jusque dans les années 50 je crois j'ai plusieurs filières de cette époque d'ailleurs.);et enfin l'usinage de la rainure sur la tête de baguette qui on le notera ne possèdent pas d'épaulement contrairement aux baguettes des g98 et 98k.
le diamètre de la baguette est d'environ 6.3 a 6.4 mm sur le modèle que j'ai pris soit 1/4 de pouces.


Ne trouvant pas de baguette pour un Mauser 1894 brésilien j'ai dû en refaire une avec un modèle authentique pour la prise de cotes.
Dans l'orde l'usinage de la gorge dont d'ailleurs je ne connais pas l'utilité ,le filetage qui est un M4 soit 4x70 donc le même celui utilisé actuellement (en France on utilisé le 4x75 jusque dans les années 50 je crois j'ai plusieurs filières de cette époque d'ailleurs.);et enfin l'usinage de la rainure sur la tête de baguette qui on le notera ne possèdent pas d'épaulement contrairement aux baguettes des g98 et 98k.
le diamètre de la baguette est d'environ 6.3 a 6.4 mm sur le modèle que j'ai pris soit 1/4 de pouces.



Kerax- Membre confirmé

- Nombre de messages : 409
Age : 57
Date d'inscription : 07/12/2022


Kerax- Membre confirmé
- Nombre de messages : 409
Age : 57
Date d'inscription : 07/12/2022
Re: Réfection baguette Mauser
Kerax Ven 17 Fév 2023 - 20:33
Je ne connait pas la nuance d'acier utilisée à l'époque moi j'ai utilisé un arbre d'entrainement de débroussallieuse HS car c'était ma seule barre de de ce diamètre pas courant sous nos latitude ou l'on rencontre plus souvent des cotes métriques(je suis comme Verchère je garde tout ce qui peut servir)C'est un acier relativement dur à usiner. 
Kerax- Membre confirmé
- Nombre de messages : 409
Age : 57
Date d'inscription : 07/12/2022
Re: Réfection baguette Mauser
majkejevrosime Ven 17 Fév 2023 - 20:45
Salut
J'ai la même en copie sur mon premier Mauser 1899 serbe, et la même en vrai, montée sur mon deuxième mauser 1899 serbe...
je pense que ces baguettes étaient le modèle export classique à l'époque.
je ne connais pas no, plus la fonction de l'épaulement
Laurent
J'ai la même en copie sur mon premier Mauser 1899 serbe, et la même en vrai, montée sur mon deuxième mauser 1899 serbe...
je pense que ces baguettes étaient le modèle export classique à l'époque.
je ne connais pas no, plus la fonction de l'épaulement
Laurent

majkejevrosime- Pilier du forum

- Nombre de messages : 1161
Age : 52
Date d'inscription : 19/04/2015
Re: Réfection baguette Mauser
Verchère Sam 18 Fév 2023 - 3:01
4 x 0.75 : système SF (Système Français) puis SI (Système International), ça date des années 1900 et même avant.
4 x 0.7 : système ISO, dans les années ... 60 ?
Au passage du SI au ISO, à part une modification des troncatures de filet (pas toujours très flagrante) le pas standard a été réduit pour les diamètres 5, 4 et 3 (respectivement 0.90 à 0.80, 0.75 à 0.70, et 0.60 à 0.50). Il est donc extrêmement utile d'avoir en réserve les tarauds-filières des deux systémes.
Pour la fente, à défaut de fraiseuse (et de la fragile fraise nécessaire) j'ai déjà montré (pour une baguette de Snider) comment on peut faire des perçages juxtaposés, rebouchant chaque trou par une goupille forçant légèrement afin de pouvoir en percer un autre mordant sur le premier.
Pour les dernières fentes de ce genre que j'ai faites, ayant acquis un peu d'expérience au burin je me suis contenté d'un trou à chaque bout, que l'ai reliés au bédane (il m'a d'abord fallu réaliser une mâchoire spéciale, pour serrer fortement la baguette dans l'étau sans l'esquinter). Ce fut bien plus rapide qu'en contre-perçage.
Pour ma culture perso (pour le jour où j'aurai peut-être une fraiseuse), peux-tu indiquer comment tu as procédé ?
Travail surtout en bout, ou par le côté ?
Plongée (de combien à chaque passe ?), déplacement longitudinal (à quelle vitesse ?)
4 x 0.7 : système ISO, dans les années ... 60 ?
Au passage du SI au ISO, à part une modification des troncatures de filet (pas toujours très flagrante) le pas standard a été réduit pour les diamètres 5, 4 et 3 (respectivement 0.90 à 0.80, 0.75 à 0.70, et 0.60 à 0.50). Il est donc extrêmement utile d'avoir en réserve les tarauds-filières des deux systémes.
Pour la fente, à défaut de fraiseuse (et de la fragile fraise nécessaire) j'ai déjà montré (pour une baguette de Snider) comment on peut faire des perçages juxtaposés, rebouchant chaque trou par une goupille forçant légèrement afin de pouvoir en percer un autre mordant sur le premier.
Pour les dernières fentes de ce genre que j'ai faites, ayant acquis un peu d'expérience au burin je me suis contenté d'un trou à chaque bout, que l'ai reliés au bédane (il m'a d'abord fallu réaliser une mâchoire spéciale, pour serrer fortement la baguette dans l'étau sans l'esquinter). Ce fut bien plus rapide qu'en contre-perçage.
Pour ma culture perso (pour le jour où j'aurai peut-être une fraiseuse), peux-tu indiquer comment tu as procédé ?
Travail surtout en bout, ou par le côté ?
Plongée (de combien à chaque passe ?), déplacement longitudinal (à quelle vitesse ?)
Petite collection de documents anciens et récents : http://p.lacour.malvaux.free.fr/Arquebuses.htm
Verchère- Pilier du forum
- Nombre de messages : 19091
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -

Re: Réfection baguette Mauser
Kerax Sam 18 Fév 2023 - 20:25
Verchère:Verchère a écrit:4 x 0.75 : système SF (Système Français) puis SI (Système International), ça date des années 1900 et même avant.
4 x 0.7 : système ISO, dans les années ... 60 ?
Au passage du SI au ISO, à part une modification des troncatures de filet (pas toujours très flagrante) le pas standard a été réduit pour les diamètres 5, 4 et 3 (respectivement 0.90 à 0.80, 0.75 à 0.70, et 0.60 à 0.50). Il est donc extrêmement utile d'avoir en réserve les tarauds-filières des deux systémes.
Pour la fente, à défaut de fraiseuse (et de la fragile fraise nécessaire) j'ai déjà montré (pour une baguette de Snider) comment on peut faire des perçages juxtaposés, rebouchant chaque trou par une goupille forçant légèrement afin de pouvoir en percer un autre mordant sur le premier.
Pour les dernières fentes de ce genre que j'ai faites, ayant acquis un peu d'expérience au burin je me suis contenté d'un trou à chaque bout, que l'ai reliés au bédane (il m'a d'abord fallu réaliser une mâchoire spéciale, pour serrer fortement la baguette dans l'étau sans l'esquinter). Ce fut bien plus rapide qu'en contre-perçage.
Pour ma culture perso (pour le jour où j'aurai peut-être une fraiseuse), peux-tu indiquer comment tu as procédé ?
Travail surtout en bout, ou par le côté ?
Plongée (de combien à chaque passe ?), déplacement longitudinal (à quelle vitesse ?)
Pour ce genre de petit usinage je travaille surtout avec le bout ,ici 0.25mm par passe ,moins d'effort sur la fraise somme toute fragile dans ces diamètre,le trou dans l'axe de la baguette est fait évidement avant ce qui fait moins de copeaux à enlever.
les vitesse et avances sur ma vielles fraiseuse de 1954 qui a une vitesse max de 1200tr/mn ont été de 690tr/mn et 48mm/min sur qui évite trop de bruit de broche et un bon conpromis durée de vie outil et vitesse d'usinage(c'est pour moi ,pas d'imperatif de temps et surtout c'est mes outils)
Si je devais regler une machine dédiée à ce boulot(ça à ètè mon métier ) je tournerai à 2500/3000tr/mn pour une avance de + de 120 mm/min avec une profondeur de passe plus importante.
avec un tour automatique et une tête de fraisage ou sur un tour cn combiné on pourrais faire quelques centaines de baguettes en une journée.
A l'époque un ouvrier devait juste pour la rainure en faire aussi plusieurs centaines juste 2 butées comme sur ma fraiseuse et un étau rainuré pour les autre degrés de liberté.et 12 heures de travail!!
Kerax- Membre confirmé
- Nombre de messages : 409
Age : 57
Date d'inscription : 07/12/2022
Re: Réfection baguette Mauser
Kerax Sam 18 Fév 2023 - 20:32
Quelques photos du genre de fraise que l'onpeut utiliser ,les pinces et porte pinces.j'ai du Deckel Erikson et Clarkson US.ici des Deckel.





Kerax- Membre confirmé
- Nombre de messages : 409
Age : 57
Date d'inscription : 07/12/2022
Re: Réfection baguette Mauser
Kerax Sam 18 Fév 2023 - 20:36
Les portes pinces et la fraiseuse utilisée pour la rainure.
Avec cette machine j'ai fait une presse de rechargement que je présenterai à l'occasion .
En éspérant avoir répondu à tes questions.


Avec cette machine j'ai fait une presse de rechargement que je présenterai à l'occasion .
En éspérant avoir répondu à tes questions.



Kerax- Membre confirmé
- Nombre de messages : 409
Age : 57
Date d'inscription : 07/12/2022
Re: Réfection baguette Mauser
Kerax Sam 18 Fév 2023 - 20:43
PS:Verchère
sinon tu as ce site parmis d'autres pour avoir une bonne idée des paramètres d'usinage:
https://www.4mepro.com/content/245-fraisage-parametres-de-coupe#abaque-acier-1000
sinon tu as ce site parmis d'autres pour avoir une bonne idée des paramètres d'usinage:
https://www.4mepro.com/content/245-fraisage-parametres-de-coupe#abaque-acier-1000
Kerax- Membre confirmé
- Nombre de messages : 409
Age : 57
Date d'inscription : 07/12/2022
Re: Réfection baguette Mauser
Verchère Dim 19 Fév 2023 - 2:58
Merci des renseignements ; je note.
Parce-que les paramètres théoriques j'ai ça dans mes vieux bouquins, mais c'est toujours des valeurs "rendement maxi" et non "économie d'outillage".
Parce-que les paramètres théoriques j'ai ça dans mes vieux bouquins, mais c'est toujours des valeurs "rendement maxi" et non "économie d'outillage".
Petite collection de documents anciens et récents : http://p.lacour.malvaux.free.fr/Arquebuses.htm
Verchère- Pilier du forum
- Nombre de messages : 19091
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
» baguette mauser !
» baguette nettoyage mauser G98
» Couvres bouche,protèges guidon & bouchons de tir à blanc
» Refection: Phosphatage "ad hoc" ?
» adresse pour la refabrication , refection plaquette , crosse ? ,le travail du bois
» baguette nettoyage mauser G98
» Couvres bouche,protèges guidon & bouchons de tir à blanc
» Refection: Phosphatage "ad hoc" ?
» adresse pour la refabrication , refection plaquette , crosse ? ,le travail du bois
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum