
 Accueil
Accueil Connexion
Connexion S'enregistrer
S'enregistrerFabrication de baguettes (Chassepot, Rolling-Block, etc.)
5 participants
Page 1 sur 1

Fabrication de baguettes (Chassepot, Rolling-Block, etc.)
Verchère Dim 26 Avr - 9:28
Sujet ouvert à propos d'une baguette spécifique, puis étendu à d'autres types...
Ma carabine de gendarmerie pontificale est encore en quête d'une baguette. C'est assurément une baguette de Chassepot, assortie aux garnitures caractéristiques de ce Rolling-Block Nagant, mais bien sûr raccourcie.
Et il m'en faut une seconde ... pour mon Chassepot, temporairement affublé d'un assemblage : partie avant d'une baguette Mle 1866/74 en très mauvais état, rallongée par soudure d'une tige ronde trop neuve. Baguette semi-factice d'ailleurs partagée avec le RB Nagant, au gré des humeurs.
Deux collègues de TCAR m'ont fourni des relevés permettant l'établissement d'un dessin.
On remarque tout de même des différences ; sont-elles réelles (les armes étant d'origine très différente), ou résultent-elles d'imprécisions de mesure ? 9.8 ou 9.9 pour la cote A c'est pas grand chose, 3.0 ou 4.35 pour B et C c'est déjà plus visible, mais 135 ou 142 pour G, cela devient important...
En d'autre termes, dois-je fabriquer deux tracés différents, pour Nagant et Chassepot, ou un tracé unique est-il acceptable ? En ce cas avec quelles cotes ?
Il manque aussi confirmation des cotes de filetage pour le Chassepot, et quelques cotes intermédiaires sur les profils paraboliques aideraient un peu (quoique les photos de détail ci-dessous puissent suffire...)

Quelques avis et relevés complémentaires, par divers intervenants, pourraient répondre à ces questions... Pour simplifier les réponses, toutes les cotes caractéritiques sont désignées par une lettre.
Ensuite, comment fabriquer ? Dans cette baguette rien n'est cylindrique : c'est une succession d'étranglements paraboliques et de longs cônes, dont le mode de réalisation est pour le moins mystérieux. Je privilégie généralement l'origine forgée, car c'était une technique nécessitant peu d'outillage, mais ici ce serait assez compliqué ; combinaison d'étirages et de roulages ? Multiples étampes formant progressivement toute la longueur ?
En tous cas ça dépasse de très loin mes capacités. Et en tournage, la pièce complète paraît trop longue et trop fine. Mais je vois mal comment obtenir un résultat satisfaisant en soudant bout à bout 36 éléments de forme simple...
On peut par contre envisager une pièce tournée de 17 ou 18 cm, comprenant toutes les parties compliquées et visibles, rallongée par soudure d'une longue tige ronde (malheureusement cylindrique ... quoique, avec beaucoup de patience ...).
La longueur et la finesse de l'élément ne me paraissaient pas à la portée d'un bon vieux tour parallèle, mais après en avoir discuté avec un décolleteur il semble qu'une "lunette à suivre" ferait l'affaire. Les "cônes" au chariot oblique, les "paraboles" dégrossies par des passes étagées, puis lissées à la lime.
Par contre je ne tenterais pas la trempe : sur une pièce si longue et fine, ça ne se fait pas comme sur un bon gros burin ! Mais à tout hasard j'utiliserais un acier trempant...
Alors voilà, ça pourrait aller assez vite si quelques uns d'entre vous acceptaient de confirmer ou corriger mes cotes.
Sauf ... sauf si plusieurs d'entre vous étaient intéressés par cette pièce (les 17 à 20 cm du bout de la baguette de Chassepot). Car alors ça pourrait être commandé à un décolleteur. Mais attention, seulement un tronçon ne dépassant guère la vingtaine de cm, et seulement s'il en fallait un bon nombre (pour amortir environ 300 E de temps d'équipement machine). Donc je n'y crois guère, et ne signale cette possibilité qu'à tout hasard (en plus, j'aime pas trop "faire faire").
Ma carabine de gendarmerie pontificale est encore en quête d'une baguette. C'est assurément une baguette de Chassepot, assortie aux garnitures caractéristiques de ce Rolling-Block Nagant, mais bien sûr raccourcie.
Et il m'en faut une seconde ... pour mon Chassepot, temporairement affublé d'un assemblage : partie avant d'une baguette Mle 1866/74 en très mauvais état, rallongée par soudure d'une tige ronde trop neuve. Baguette semi-factice d'ailleurs partagée avec le RB Nagant, au gré des humeurs.
Deux collègues de TCAR m'ont fourni des relevés permettant l'établissement d'un dessin.
On remarque tout de même des différences ; sont-elles réelles (les armes étant d'origine très différente), ou résultent-elles d'imprécisions de mesure ? 9.8 ou 9.9 pour la cote A c'est pas grand chose, 3.0 ou 4.35 pour B et C c'est déjà plus visible, mais 135 ou 142 pour G, cela devient important...
En d'autre termes, dois-je fabriquer deux tracés différents, pour Nagant et Chassepot, ou un tracé unique est-il acceptable ? En ce cas avec quelles cotes ?
Il manque aussi confirmation des cotes de filetage pour le Chassepot, et quelques cotes intermédiaires sur les profils paraboliques aideraient un peu (quoique les photos de détail ci-dessous puissent suffire...)
Quelques avis et relevés complémentaires, par divers intervenants, pourraient répondre à ces questions... Pour simplifier les réponses, toutes les cotes caractéritiques sont désignées par une lettre.
Ensuite, comment fabriquer ? Dans cette baguette rien n'est cylindrique : c'est une succession d'étranglements paraboliques et de longs cônes, dont le mode de réalisation est pour le moins mystérieux. Je privilégie généralement l'origine forgée, car c'était une technique nécessitant peu d'outillage, mais ici ce serait assez compliqué ; combinaison d'étirages et de roulages ? Multiples étampes formant progressivement toute la longueur ?
En tous cas ça dépasse de très loin mes capacités. Et en tournage, la pièce complète paraît trop longue et trop fine. Mais je vois mal comment obtenir un résultat satisfaisant en soudant bout à bout 36 éléments de forme simple...
On peut par contre envisager une pièce tournée de 17 ou 18 cm, comprenant toutes les parties compliquées et visibles, rallongée par soudure d'une longue tige ronde (malheureusement cylindrique ... quoique, avec beaucoup de patience ...).
La longueur et la finesse de l'élément ne me paraissaient pas à la portée d'un bon vieux tour parallèle, mais après en avoir discuté avec un décolleteur il semble qu'une "lunette à suivre" ferait l'affaire. Les "cônes" au chariot oblique, les "paraboles" dégrossies par des passes étagées, puis lissées à la lime.
Par contre je ne tenterais pas la trempe : sur une pièce si longue et fine, ça ne se fait pas comme sur un bon gros burin ! Mais à tout hasard j'utiliserais un acier trempant...
Alors voilà, ça pourrait aller assez vite si quelques uns d'entre vous acceptaient de confirmer ou corriger mes cotes.
Sauf ... sauf si plusieurs d'entre vous étaient intéressés par cette pièce (les 17 à 20 cm du bout de la baguette de Chassepot). Car alors ça pourrait être commandé à un décolleteur. Mais attention, seulement un tronçon ne dépassant guère la vingtaine de cm, et seulement s'il en fallait un bon nombre (pour amortir environ 300 E de temps d'équipement machine). Donc je n'y crois guère, et ne signale cette possibilité qu'à tout hasard (en plus, j'aime pas trop "faire faire").
Dernière édition par Verchère le Sam 9 Juil - 7:20, édité 1 fois
Verchère- Pilier du forum

- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -

Re: Fabrication de baguettes (Chassepot, Rolling-Block, etc.)
Verchère Mar 28 Avr - 10:23
Là, j'ai peur de faire un bide...
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Fabrication de baguettes (Chassepot, Rolling-Block, etc.)
bleu blanc rouge Mar 28 Avr - 12:33
Bonjour Verchére 
envoi tes cote a la Serrmi il te la reproduira sans problèmes et en plus il est super sympa
http://www.serrmi.fr/6-baguettes
Philippe
envoi tes cote a la Serrmi il te la reproduira sans problèmes et en plus il est super sympa
http://www.serrmi.fr/6-baguettes
Philippe

bleu blanc rouge- Futur pilier

- Nombre de messages : 868
Age : 54
Localisation : le NOOOOOORD
Date d'inscription : 03/10/2010
Re: Fabrication de baguettes (Chassepot, Rolling-Block, etc.)
Verchère Jeu 30 Avr - 7:22
Merci ... mais je vais peut-être pas mettre une baguette à 60 E sur un RB Nagant à 50 Euros...
Surtout si j'ai grosso-modo les moyens de la fabriquer, et qu'il ne me manque que la confirmation des cotes.
Confirmation dont je pourrais même me passer, s'il le fallait...
J'ai déjà mis de côté un roulement à bille neuf, alésé en 10 mm, pour la lunette à suivre ; et une courte barre de 35MF6Pb rectifié à 9.97 est au chaud...
Je suis toutefois intéressé par l'éventuel retour de ceux qui auraient commandé une baguette de Chassepot chez Serrmi, relativement au réel respect des zones "paraboliques" puis "coniques". En effet, j'ai pu constater que si ces formes compliquées ne posaient aucun problème sur les machines de décolletage numériques modernes, c'est la longueur totale de la baguette, qui était un obstacle (à priori tout au moins).
Alors que sur des machines anciennes ce serait plutôt l'inverse.
Et quand je vois une pièce, je suis toujours curieux de savoir comment elle a été faite...
Surtout si j'ai grosso-modo les moyens de la fabriquer, et qu'il ne me manque que la confirmation des cotes.
Confirmation dont je pourrais même me passer, s'il le fallait...
J'ai déjà mis de côté un roulement à bille neuf, alésé en 10 mm, pour la lunette à suivre ; et une courte barre de 35MF6Pb rectifié à 9.97 est au chaud...
Je suis toutefois intéressé par l'éventuel retour de ceux qui auraient commandé une baguette de Chassepot chez Serrmi, relativement au réel respect des zones "paraboliques" puis "coniques". En effet, j'ai pu constater que si ces formes compliquées ne posaient aucun problème sur les machines de décolletage numériques modernes, c'est la longueur totale de la baguette, qui était un obstacle (à priori tout au moins).
Alors que sur des machines anciennes ce serait plutôt l'inverse.
Et quand je vois une pièce, je suis toujours curieux de savoir comment elle a été faite...
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
4 baguettes réalisées
Verchère Sam 9 Juil - 7:21
Voici plus d'un an que j'ai posé ces questions ; je ne suis pas resté les bras croisés, sans pour autant mettre les bouchées doubles...
J'ai retenu l'option du tournage "en lunette à suivre" de baguettes en deux parties, à assembler ensuite. D'abord les têtes, dans le mois qui a suivi, puis les tiges durant l'été dernier ; ça a ensuite stagné jusqu'au mois dernier, où je me suis décidé à faire les soudures afin de pouvoir effectuer les polissages.
Mes besoins immédiats étaient de 3 baguettes : Chassepot, Carabine Nagant Pontifical et mousqueton Snider belge, plus une destinée à un mousqueton Gras que j'envisage depuis un moment. Je n'ai fabriqué que ces 4 tiges (en acier légérement trempant de nuance inconnue, faute de mieux). Donc finalement 4 baguettes assemblées et polies : de haut en bas Chassepot, MG Nagant Pontifical, mousquetons Gras et Snider (même ordre sur toutes les photos).

Pour les têtes de baguettes j'avais cependant prévu plus large afin de roder une technique qui était nouvelle pour moi : 2 têtes de Chassepot, 2 de fusil Gras, une de mousqueton Gras et une de Snider (il y a donc un peu de rab). En acier de décolletage 35MF6Pb, nettement trempant.
Peut-être détaillerais-je ici la technique d'usinage, un peu grossière mais convenant à des tours à métaux très ordinaires, même très anciens. Les formes sont dégrossies en escaliers constitués de marches assez petites pour se lisser facilement à la lime ou au papier abrasif ; enfin, beaucoup moins facilement qu'un rapide essai l'avait laissé espérer !

La qualité de finition dépend beaucoup du temps consacré au polissage. Les têtes pouvaient être limées sur le tour en rotation, durant leur réalisation ; mais les copeaux emprisonnés dans les dents de la lime ont laissé de profondes rayures qui disparaissent difficilement. Sur les tiges, un sérieux limage en long fut nécessaire pour lisser les escaliers, souvent plus marqués que prévu (à défaut il subsiste des traces du genre "bambou" : vue du haut suivante, Chassepot). La lime laisse alors quelques méplats longitudinaux (vue du milieu, Snider), qu'un long polissage tangent au papier abrasif atténue puis efface (vue du bas, Nagant). Pour l'instant les baguettes de Chassepot et Snider restent dans cet état ; d'ailleurs, à part les stries "bambou" de la baguette Chassepot, un travail plus poussé ne s'accorderait pas avec les armes de destination, qui sont plutôt fatiguées.
Devant la difficulté à chauffer uniformément une telle longueur, je pense faire l'impasse sur la trempe. De toutes façons l'acier était assez dur, et elles sont déjà très souples comme ça.

En définitive, la baguette Chassepot se monte et s'enlève parfaitement ; celle du RB Nagant demande un peu plus d'insistance pour la décliqueter, mais à priori le Rolling-Block est peu sujet aux incidents de tir. Sur le Snider, la grenadière est provisoire (empruntée à une copie de Springfield 1864).

Quoique les baguettes soient en fin de compte satisfaisantes, le bilan est très mitigé :
1) La réalisation en 2 parties soudées économise du métal (barre de 10 ou 12 pour la tête, barre de 6 pour la tige), mais pour une valeur ne dépassant pas 1 euro ! L'économie de copeau qui en résulte ne fait pas gagner de temps, complique les montages et s'avère plutôt défavorable à la précision...
Si la soudure n'est en fait pas difficile à réussir (au chalumeau), son ébavurage est long, méticuleux, et le moindre dérapage de lime laisse des traces.
2) Le dégrossissement des formes par marches d'escalier, si petites soient-elles, impose une retouche à la lime et un polissage, opérations longues et fastidieuses, qui ruinent la précision de cotes permises par le tournage en lunette. Mais il n'est pas possible d'opérer manuellement un retrait progressif de l'outil, parfaitement synchronisé avec l'avance longitudinale (qu'elle soit manuelle ou automatique).
En conclusion les prochaines baguettes seront faites d'une seule pièce, mon vieux tour s'étant montré très capable de travailler avec précision des barres d'un mètre de long. J'étudierai aussi la construction d'un chariot porte-outils motorisé dans le sens transversal, et commandé par ordinateur en fonction du déplacement longitudinal réel ; ceci pour suivre fidèlement les formes galbées ou bombées, afin d'éviter le dégrossissement par escaliers.
Il peut sembler curieux d'équiper en commande numérique un tour à métaux des années 1910 / 1920, mais ça me paraît jouable... Le plus curieux étant sans doute d'associer une avance transversale en commande numérique avec une avance longitudinale manuelle. Mais motoriser l'avance du traînard demanderait beaucoup de puissance ; quant à l'avance automatique mécanique, elle ne peut pas être modulée en cours de travail, et son débrayage instantané est assez incertain.
Je suis toujours intéressé par l'éventuel retour de ceux qui auraient commandé une baguette chez Serrmi, relativement au réel respect des zones "paraboliques" et "coniques", ainsi qu'à l'état de surface et au traitement thermique...
J'ai retenu l'option du tournage "en lunette à suivre" de baguettes en deux parties, à assembler ensuite. D'abord les têtes, dans le mois qui a suivi, puis les tiges durant l'été dernier ; ça a ensuite stagné jusqu'au mois dernier, où je me suis décidé à faire les soudures afin de pouvoir effectuer les polissages.
Mes besoins immédiats étaient de 3 baguettes : Chassepot, Carabine Nagant Pontifical et mousqueton Snider belge, plus une destinée à un mousqueton Gras que j'envisage depuis un moment. Je n'ai fabriqué que ces 4 tiges (en acier légérement trempant de nuance inconnue, faute de mieux). Donc finalement 4 baguettes assemblées et polies : de haut en bas Chassepot, MG Nagant Pontifical, mousquetons Gras et Snider (même ordre sur toutes les photos).
Pour les têtes de baguettes j'avais cependant prévu plus large afin de roder une technique qui était nouvelle pour moi : 2 têtes de Chassepot, 2 de fusil Gras, une de mousqueton Gras et une de Snider (il y a donc un peu de rab). En acier de décolletage 35MF6Pb, nettement trempant.
Peut-être détaillerais-je ici la technique d'usinage, un peu grossière mais convenant à des tours à métaux très ordinaires, même très anciens. Les formes sont dégrossies en escaliers constitués de marches assez petites pour se lisser facilement à la lime ou au papier abrasif ; enfin, beaucoup moins facilement qu'un rapide essai l'avait laissé espérer !
La qualité de finition dépend beaucoup du temps consacré au polissage. Les têtes pouvaient être limées sur le tour en rotation, durant leur réalisation ; mais les copeaux emprisonnés dans les dents de la lime ont laissé de profondes rayures qui disparaissent difficilement. Sur les tiges, un sérieux limage en long fut nécessaire pour lisser les escaliers, souvent plus marqués que prévu (à défaut il subsiste des traces du genre "bambou" : vue du haut suivante, Chassepot). La lime laisse alors quelques méplats longitudinaux (vue du milieu, Snider), qu'un long polissage tangent au papier abrasif atténue puis efface (vue du bas, Nagant). Pour l'instant les baguettes de Chassepot et Snider restent dans cet état ; d'ailleurs, à part les stries "bambou" de la baguette Chassepot, un travail plus poussé ne s'accorderait pas avec les armes de destination, qui sont plutôt fatiguées.
Devant la difficulté à chauffer uniformément une telle longueur, je pense faire l'impasse sur la trempe. De toutes façons l'acier était assez dur, et elles sont déjà très souples comme ça.
En définitive, la baguette Chassepot se monte et s'enlève parfaitement ; celle du RB Nagant demande un peu plus d'insistance pour la décliqueter, mais à priori le Rolling-Block est peu sujet aux incidents de tir. Sur le Snider, la grenadière est provisoire (empruntée à une copie de Springfield 1864).
Quoique les baguettes soient en fin de compte satisfaisantes, le bilan est très mitigé :
1) La réalisation en 2 parties soudées économise du métal (barre de 10 ou 12 pour la tête, barre de 6 pour la tige), mais pour une valeur ne dépassant pas 1 euro ! L'économie de copeau qui en résulte ne fait pas gagner de temps, complique les montages et s'avère plutôt défavorable à la précision...
Si la soudure n'est en fait pas difficile à réussir (au chalumeau), son ébavurage est long, méticuleux, et le moindre dérapage de lime laisse des traces.
2) Le dégrossissement des formes par marches d'escalier, si petites soient-elles, impose une retouche à la lime et un polissage, opérations longues et fastidieuses, qui ruinent la précision de cotes permises par le tournage en lunette. Mais il n'est pas possible d'opérer manuellement un retrait progressif de l'outil, parfaitement synchronisé avec l'avance longitudinale (qu'elle soit manuelle ou automatique).
En conclusion les prochaines baguettes seront faites d'une seule pièce, mon vieux tour s'étant montré très capable de travailler avec précision des barres d'un mètre de long. J'étudierai aussi la construction d'un chariot porte-outils motorisé dans le sens transversal, et commandé par ordinateur en fonction du déplacement longitudinal réel ; ceci pour suivre fidèlement les formes galbées ou bombées, afin d'éviter le dégrossissement par escaliers.
Il peut sembler curieux d'équiper en commande numérique un tour à métaux des années 1910 / 1920, mais ça me paraît jouable... Le plus curieux étant sans doute d'associer une avance transversale en commande numérique avec une avance longitudinale manuelle. Mais motoriser l'avance du traînard demanderait beaucoup de puissance ; quant à l'avance automatique mécanique, elle ne peut pas être modulée en cours de travail, et son débrayage instantané est assez incertain.
Je suis toujours intéressé par l'éventuel retour de ceux qui auraient commandé une baguette chez Serrmi, relativement au réel respect des zones "paraboliques" et "coniques", ainsi qu'à l'état de surface et au traitement thermique...
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Fabrication de baguettes (Chassepot, Rolling-Block, etc.)
bleu blanc rouge Sam 9 Juil - 14:12
et bien chapeau l'ami
superbe réalisation
réalisation 
Philippe
superbe
réalisation Philippe
bleu blanc rouge- Futur pilier
- Nombre de messages : 868
Age : 54
Localisation : le NOOOOOORD
Date d'inscription : 03/10/2010

TAR68- Membre confirmé

- Nombre de messages : 418
Age : 77
Localisation : Touche pas à mon Alsace
Date d'inscription : 12/12/2013

JIM- Membre

- Nombre de messages : 31
Age : 50
Date d'inscription : 13/05/2010
Nouvelle machine
Verchère Sam 10 Sep - 11:26
Mes projets d'équipement pour fabrication de baguettes ont un peu évolué, suite à quelques menues récupérations...
Sur tour parallèle ordinaire je devais monter une lunette "à suivre" (en fait, "à précéder") guidant la barre au plus près des outils. Equipement aussi très utile en visserie (de Lebel), pour travailler plus vite et plus précisément qu'en tournage "en l'air", avec moins de ratages. Et tout aussi intéressant pour n'importe quelle vis (on a chaque jour besoin d'une vis introuvable)...
Mais le montage de la lunette prend un moment ; et elle empêche d'utiliser le tour de façon normale, alors elle ne peut rester longtemps. De plus ce n'est qu'une adaptation, pas toujours optimale.
Problèmes résolus de longue date en fabrication industrielle de visserie, avec des "tours de décolletage" à lunette de guidage intégrée (plus rigide, mais la machine est limitée à la visserie, plus ou moins longue). Un type courant, dit "parisien", "Bourel" ou "brevet Legras", figure déjà sur un catalogue de 1913 (et n'y est pas présenté comme une nouveauté).
Ayant passé pas mal de temps sur les baguettes et les vis de Lebel, quand j'ai croisé un tel engin promis à la ferraille ça a fait tilt et j'en ai vite vu l'usage !
Sur ce genre de tour, la longue barre brute traverse la broche (sous les poulies), reposant à l'extérieur sur des supports. Au nez de broche, le mandrin ne sert qu'à entraîner la barre en rotation. Elle est guidée plus loin, par un "canon" ajusté, fixé dans la lunette du chariot. Le support d'outils étant placé juste derrière, les arêtes de coupe se trouvent à quelques millimètres du canon de guidage, ne laissant à la pièce aucune possibilité de flexion. Quand le chariot avance, le canon avance en même temps, conservant toujours une distance canon - outil très faible et constante, quelle que soit la longueur usinée. Le chariot lui-même, massif et croisillonné, relie très rigidement et par le plus court chemin le canon et l'outil.
On peut donc prendre une forte passe sans flexions de la pièce, de l'outil ou des éléments intermédiaires, déformations qui sur un tour usuel causent des vibrations et faussent la cote. La précision y gagne, la vitesse aussi ; d'autant que le chariot porte 2 outils opposés (usuellement l'un à charioter l'autre à tronçonner), activés l'un en poussant l'autre en tirant. Des butées de diamètres et de longueurs, escamotables, permettent de produire un grand nombre de vis identiques sans lire les graduations...
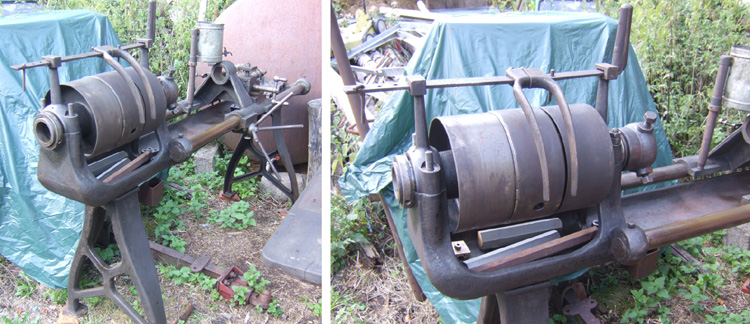
Ce tour long de 1.90 m est d'ailleurs assez curieux. Le chariot coulisse sur 2 fortes barres Ø 50 fixées sur une cuvette en fonte plutôt étroite, reposant sur des pieds passablement grêles. Les barres sont d'ailleurs fixées ... par scellement au plomb maté ! Le catalogue 1913 qualifie les tours à barres de démodés et bas de gamme, car moins rigides que les bancs en fonte.
Les paliers de broche sont en régule, à lubrifier manuellement à la burette ; or généralement c'est du bronze avec au moins un minuscule réservoir d'huile. Quant au mandrin, si en 1913 il existait déjà beaucoup mieux, ce type primitif à 3 vis se faisait encore dans les années 20 ou 30...
Le chariot porte-outils est beaucoup moins sophistiqué que celui des tours Legras (catalogue 1913), mais sa disposition générale est analogue ; il se déplace toutefois par une manivelle sur crémaillère, permettant un usinage continu sur 945 mm environ (utile pour les baguettes de fusils), alors que le dispositif Legras, à levier, exige une reprise tous les 20 ou 30 cm, certes quasi-instantanée mais imposant une interruption de l'avance, ce qui produit forcément une trace sur la pièce (stries "bambou" sur mes baguettes"). Ces 20 ou 30 cm fixaient donc une longueur pratique maximale pour les pièces.

On faisait avec ça des vis, des écrous, rondelles, entretoises, petits axes simples, etc. Les perçages axiaux, taraudages ou filetages, s'effectuaient à l'aide de forêts, tarauds ou filières conventionnels (généralement portés par un dispositif à déclenchement), montés sur les traverses rabattables (qui sont ici peu convaincantes).
La machine est de belle taille, et peut passer une barre de Ø 65 mm. De son dernier travail il restait le canon Ø 50 mm, l'outil en acier rapide (un petit barreau), et des copeaux encore coincés dans le chariot. Sans doute a-t'elle servi longtemps, car j'ai trouvé dans les recoins du sable de fonderie moderne, silice + résine synthétique (vestiges de réparation : coulée de coussinets en régule aux coulisseaux chariot / barres).
Fabriquer des baguettes et des vis de fusil sur un tour ad-hoc d'époque, voilà qui est motivant !
Mais quelle époque ? Les dispositions plus primitives que les tours Legras des années 1910 feraient penser à une machine plus ancienne, avant 1900 ; mais ce pourrait aussi être une fabrication économique des années 1920 ou 30. Aucune marque, nulle part, même sur les piétements où c'est pourtant fréquent ; juste un numéro "32" poinçonné sur de nombreuses pièces.
Alors si quelqu'un a des informations...
Compte-tenu de l'ancienneté vraisemblable de l'engin, je m'interdirai toute modification irréversible ; sauf quelques trous taraudés indispensables pour améliorer le système de butées transversales (l'objectif n'étant pas la série mais la production unitaire, les réglages devront être immédiats). La broche sera peut-être remplacée par un ensemble complet sur mesures, permettant une vitesse de rotation élevée (nécessaire pour les très petits diamètres).
Le chariot transversal pourrait aisément être aménagé façon "tour à copier". Mais le copiage impose la confection de gabarits, trop fastidieuse pour de l'unitaire. L'adaptation "semi - numérique" reste donc d'actualité ; j'ai presque réuni tous les éléments nécessaires...
Sur tour parallèle ordinaire je devais monter une lunette "à suivre" (en fait, "à précéder") guidant la barre au plus près des outils. Equipement aussi très utile en visserie (de Lebel), pour travailler plus vite et plus précisément qu'en tournage "en l'air", avec moins de ratages. Et tout aussi intéressant pour n'importe quelle vis (on a chaque jour besoin d'une vis introuvable)...
Mais le montage de la lunette prend un moment ; et elle empêche d'utiliser le tour de façon normale, alors elle ne peut rester longtemps. De plus ce n'est qu'une adaptation, pas toujours optimale.
Problèmes résolus de longue date en fabrication industrielle de visserie, avec des "tours de décolletage" à lunette de guidage intégrée (plus rigide, mais la machine est limitée à la visserie, plus ou moins longue). Un type courant, dit "parisien", "Bourel" ou "brevet Legras", figure déjà sur un catalogue de 1913 (et n'y est pas présenté comme une nouveauté).
Ayant passé pas mal de temps sur les baguettes et les vis de Lebel, quand j'ai croisé un tel engin promis à la ferraille ça a fait tilt et j'en ai vite vu l'usage !
Sur ce genre de tour, la longue barre brute traverse la broche (sous les poulies), reposant à l'extérieur sur des supports. Au nez de broche, le mandrin ne sert qu'à entraîner la barre en rotation. Elle est guidée plus loin, par un "canon" ajusté, fixé dans la lunette du chariot. Le support d'outils étant placé juste derrière, les arêtes de coupe se trouvent à quelques millimètres du canon de guidage, ne laissant à la pièce aucune possibilité de flexion. Quand le chariot avance, le canon avance en même temps, conservant toujours une distance canon - outil très faible et constante, quelle que soit la longueur usinée. Le chariot lui-même, massif et croisillonné, relie très rigidement et par le plus court chemin le canon et l'outil.
On peut donc prendre une forte passe sans flexions de la pièce, de l'outil ou des éléments intermédiaires, déformations qui sur un tour usuel causent des vibrations et faussent la cote. La précision y gagne, la vitesse aussi ; d'autant que le chariot porte 2 outils opposés (usuellement l'un à charioter l'autre à tronçonner), activés l'un en poussant l'autre en tirant. Des butées de diamètres et de longueurs, escamotables, permettent de produire un grand nombre de vis identiques sans lire les graduations...
Ce tour long de 1.90 m est d'ailleurs assez curieux. Le chariot coulisse sur 2 fortes barres Ø 50 fixées sur une cuvette en fonte plutôt étroite, reposant sur des pieds passablement grêles. Les barres sont d'ailleurs fixées ... par scellement au plomb maté ! Le catalogue 1913 qualifie les tours à barres de démodés et bas de gamme, car moins rigides que les bancs en fonte.
Les paliers de broche sont en régule, à lubrifier manuellement à la burette ; or généralement c'est du bronze avec au moins un minuscule réservoir d'huile. Quant au mandrin, si en 1913 il existait déjà beaucoup mieux, ce type primitif à 3 vis se faisait encore dans les années 20 ou 30...
Le chariot porte-outils est beaucoup moins sophistiqué que celui des tours Legras (catalogue 1913), mais sa disposition générale est analogue ; il se déplace toutefois par une manivelle sur crémaillère, permettant un usinage continu sur 945 mm environ (utile pour les baguettes de fusils), alors que le dispositif Legras, à levier, exige une reprise tous les 20 ou 30 cm, certes quasi-instantanée mais imposant une interruption de l'avance, ce qui produit forcément une trace sur la pièce (stries "bambou" sur mes baguettes"). Ces 20 ou 30 cm fixaient donc une longueur pratique maximale pour les pièces.
On faisait avec ça des vis, des écrous, rondelles, entretoises, petits axes simples, etc. Les perçages axiaux, taraudages ou filetages, s'effectuaient à l'aide de forêts, tarauds ou filières conventionnels (généralement portés par un dispositif à déclenchement), montés sur les traverses rabattables (qui sont ici peu convaincantes).
La machine est de belle taille, et peut passer une barre de Ø 65 mm. De son dernier travail il restait le canon Ø 50 mm, l'outil en acier rapide (un petit barreau), et des copeaux encore coincés dans le chariot. Sans doute a-t'elle servi longtemps, car j'ai trouvé dans les recoins du sable de fonderie moderne, silice + résine synthétique (vestiges de réparation : coulée de coussinets en régule aux coulisseaux chariot / barres).
Fabriquer des baguettes et des vis de fusil sur un tour ad-hoc d'époque, voilà qui est motivant !
Mais quelle époque ? Les dispositions plus primitives que les tours Legras des années 1910 feraient penser à une machine plus ancienne, avant 1900 ; mais ce pourrait aussi être une fabrication économique des années 1920 ou 30. Aucune marque, nulle part, même sur les piétements où c'est pourtant fréquent ; juste un numéro "32" poinçonné sur de nombreuses pièces.
Alors si quelqu'un a des informations...
Compte-tenu de l'ancienneté vraisemblable de l'engin, je m'interdirai toute modification irréversible ; sauf quelques trous taraudés indispensables pour améliorer le système de butées transversales (l'objectif n'étant pas la série mais la production unitaire, les réglages devront être immédiats). La broche sera peut-être remplacée par un ensemble complet sur mesures, permettant une vitesse de rotation élevée (nécessaire pour les très petits diamètres).
Le chariot transversal pourrait aisément être aménagé façon "tour à copier". Mais le copiage impose la confection de gabarits, trop fastidieuse pour de l'unitaire. L'adaptation "semi - numérique" reste donc d'actualité ; j'ai presque réuni tous les éléments nécessaires...
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Fabrication de baguettes (Chassepot, Rolling-Block, etc.)
Tourblanche Sam 10 Sep - 21:45
Je n' ai pas fini de traduire le texte , mais je suis déjà très enthousiaste 

Tourblanche- Pilier du forum
- Nombre de messages : 1901
Age : 72
Date d'inscription : 16/03/2011
Re: Fabrication de baguettes (Chassepot, Rolling-Block, etc.)
Verchère Dim 11 Sep - 6:59
Désolé que ça nécessite une traduction, j'ai pourtant reformulé 2 fois pour essayer d'être plus clair...
Dans ce gisement de machines, quelques unes sont étrangères (US ou germaniques), alors peut-être reconnaîtras-tu ce tour...
Il est certain que "ancêtre pré-1900" serait plus motivant que "daube des années 30"...
D'un autre côté, une daube des années 30 on a moins de remords à la bidouiller pour la rendre plus performante !
PS : demain, si tout va bien je termine le remontage d'une perçeuse. Que je présenterai sans doute sur TCAR car elle ne doit pas être trop hors sujet : voir le bouquin de J. Huon sur le Lebel, page 95.
Dans ce gisement de machines, quelques unes sont étrangères (US ou germaniques), alors peut-être reconnaîtras-tu ce tour...
Il est certain que "ancêtre pré-1900" serait plus motivant que "daube des années 30"...
D'un autre côté, une daube des années 30 on a moins de remords à la bidouiller pour la rendre plus performante !
PS : demain, si tout va bien je termine le remontage d'une perçeuse. Que je présenterai sans doute sur TCAR car elle ne doit pas être trop hors sujet : voir le bouquin de J. Huon sur le Lebel, page 95.
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
» Baïonnette Yatagan pour fusil Rolling Block "Défense Nationale", type "Chassepot"
» Etapes de fabrication et assemblage des pièces du fusil Chassepot
» Rolling block égyptien, modèle inconnu.
» rolling block 8mm lebel
» Rolling block US Navy 1870
» Etapes de fabrication et assemblage des pièces du fusil Chassepot
» Rolling block égyptien, modèle inconnu.
» rolling block 8mm lebel
» Rolling block US Navy 1870
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum