
 Accueil
Accueil Connexion
Connexion S'enregistrer
S'enregistrerComment faisaient-ils... ?
Page 1 sur 2 • 1, 2 
Comment faisaient-ils... ?
Scaramanga Jeu 21 Jan - 20:54
Je vous soumet une question très générale qui me taraude depuis longtemps et qui peine à trouver une réponse :
Comment les armes étaient-elles fabriquées à l'époque ?
Pour l'époque justement, disons fin XIXe avec l'apparition des armes qui deviendront emblématiques de la WW1.
Bien entendu, je me doute bien que les fabricants utilisaient des tours et des fraiseuses mais quels étaient les bruts ? Comment travaillaient-ils ? Quels étaient les contrôles ?
Prenons un boitier de Lebel ou un corps de culasse de G98, combien d'étapes fallait-il pour les réaliser ? Avec quels outils car il n'y avait pas que du tournage/fraisage ?
Aujourd'hui, on me donnerait une pièce comme le corps de culasse du G98 pour reprendre l'exemple, je ne saurais pas par quel bout commencer avec un machine à commande numérique
Vaste sujet...
J'espère que certains membres sauront m'en dire plus

Scaramanga- Membre

- Nombre de messages : 96
Age : 40
Date d'inscription : 16/01/2016
Re: Comment faisaient-ils... ?
Bob Jeu 21 Jan - 21:28
En gros le travail actuel des méthodes/optimisation process dans n'importe quelle entreprise afin d'optimiser et de définir les étapes de fabrication.
En fonction des évolutions des processus de production, on peut partir d'une pièce massive brute de forge ou d'un brut déjà optimisé. La culasse du MAC 50 était usinée complètement dans une pièce d'acier (c'est parfois moins cher de faire du copeau que d'optimiser le brut initial)
Le P06/29 suisse est un superbe exemple d'optimisation/simplification de la fabrication d'une arme (pièces et usinages).
Pour les contrôles => gabarits, vérificateurs etc. dédiés pour chaque pièce. TOMEÏ en a présenté de très beaux sur le forum

Bob- Membre expert

- Nombre de messages : 586
Age : 46
Localisation : Auvergne
Date d'inscription : 25/03/2011
Re: Comment faisaient-ils... ?
Verchère Jeu 21 Jan - 22:44
Pour l'instant on pourrait dire, par exemple à l'époque de la production du Lebel, qu'il était fait un usage maximum des procédés sans enlèvement de copeaux : forgeage, étampage, matriçage, etc.
La plupart des usinages paraissent donc se faire sur des ébauches forgées, ce qui économise à la fois la matière et les outils de coupe.
En machines, la fraiseuse ne semble pas encore dominer car la famille des étau-limeurs (y compris raboteuses et mortaiseuses) est très utilisée : outils simples et robustes, peu coûteux.
Les aciers alliés, précurseurs de l'acier rapide, sont déjà en service.
Les grandes productions sont effectuées à la chaîne, sur une infinité de machines successives (parfois réduites à leur plus simple expression), chaque poste réalisant une seule opération.
Les tolérances serrées sont utilisées avec parcimonie (coûteuses), mais sont possibles. Vers 1860 le 1/10 n'est pas un problème ; vers 1880 le 1/100 est réalisable.
La difficulté d'avoir des instruments de mesure précis, justes et fidèles, est contournée par l'usage systématique de vérificateurs "entre-entre pas" réalisés sur mesures par un unique atelier. Lequel fabrique aussi les instruments de mesure, et les instruments de contrôle des vérificateurs (tout sortant du même atelier, s'ils sont faux il sont identiquement faux pour tout l'équipement des diverses manufactures, donc ça marche).
Chaque établissement dispose de 2 jeux de vérificateurs, l'un en service et l'autre en référence, avec un comparateur nettement plus précis que le 1/100 pour vérifier l'usure des vérificateurs en service, par rapport à ceux conservés en référence. Le comparateur est toutefois un instrument délicat, réservé aux contrôles ; le centrage des usinages au tour est réalisé à l'aide d'accessoires moins sophistiqués...
Autrement dit, c'était au moins aussi rigoureux que maintenant... L'interchangeabilité était à ce prix.
Il est certain que cette organisation s'est rodée petit à petit, et vraisemblablement pour le Chassepot Mle 1866 elle était moins parfaite que pour le Lebel Mle 1886. Avant le Chassepot, j'ai l'impression que c'était balbutiant ; l'essort ayant été donné par le développement de l'industrie américaine pendant la guerre de Secession, qui pour mieux industrialiser la production des armes industrialisa aussi la fabrication des machines-outils (les USA restèrent longtemps un des principaux fournisseurs de machines-outils).
Les petites manufactures privées, plus longues à se moderniser, firent longtemps des pièces non interchangeables ajustées manuellement. Il apparaît que, peu avant 1870 Remington ait considéré que les Ets Nagant étaient en Europe les seuls capables de produire des Rolling-Block ; l'Autriche a essayé, mais sans succès (les Ets Werndl se sont modernisés juste après).
Verchère- Pilier du forum

- Nombre de messages : 19091
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -

Re: Comment faisaient-ils... ?
LP Ven 22 Jan - 7:06
Ce qui ne devait donc pas être le cas pour le chassepot. D'ailleurs, j'ai deux Gras avec boitiers de culasse 1866 et les culasses ne sont pas interchangeables.
Tout le monde sait également que les pièces du 1873 ne sont pas interchangeables, même pour les modèles fabriqués à la fin.

LP- Pilier du forum
- Nombre de messages : 3250
Age : 67
Localisation : Lorraine "Qui s'y frotte s'y pique"
Date d'inscription : 28/02/2010
Re: Comment faisaient-ils... ?
lolo13 Ven 22 Jan - 8:39
Si cela intéresse quelqu'un qu'il me fasse signe.
Bon tirs
lolo13

lolo13- Membre confirmé

- Nombre de messages : 279
Age : 61
Date d'inscription : 05/06/2009
Re: Comment faisaient-ils... ?
Scaramanga Ven 22 Jan - 16:56
@Verchère : ces explications sont très intéressantes. C'est en tout point ce que je recherche. Avez-vous des documents de référence ? Je n'avais pas pensé aux étaux limeurs effectivement ça tombe sous le sens une fois énoncé. Encore mille questions me viennent le sujet est tellement important...
@Lolo13 : Oui je suis intéressé

Scaramanga- Membre
- Nombre de messages : 96
Age : 40
Date d'inscription : 16/01/2016
Re: Comment faisaient-ils... ?
mercure Ven 22 Jan - 17:14
"Faire une loi et ne pas la faire exécuter, c'est autoriser la chose que l'on veut défendre" Cardinal de Retz

mercure- Membre confirmé
- Nombre de messages : 410
Age : 65
Localisation : 91/45
Date d'inscription : 04/01/2014
Re: Comment faisaient-ils... ?
Solitaire du 57 Ven 22 Jan - 17:19
Dont 7h57 pour la boite de culasse (la piéce la plus longue à réaliser avec le mécanisme 6h32) ,5h42 pour la culasse en elle même et 2h50 pour le canon ...
Pas simple quand même visiblement .
Si ça peux donner une idée .
@+

Ce qui doit se faire se fait ,ce qui ne se fait pas ne devait pas se faire .....:pirat:
"Rappelez-vous toujours que si la Gestapo avait les moyens de vous faire parler , les politiciens ont ,eux, les moyens de vous faire taire " Coluche ...


Solitaire du 57- Pilier du forum
- Nombre de messages : 1668
Age : 58
Localisation : à l'Est ,en Lorraine
Date d'inscription : 17/11/2013
Re: Comment faisaient-ils... ?
Scaramanga Ven 22 Jan - 17:39
Scaramanga- Membre
- Nombre de messages : 96
Age : 40
Date d'inscription : 16/01/2016
Re: Comment faisaient-ils... ?
Solitaire du 57 Ven 22 Jan - 18:18
@+
Ce qui doit se faire se fait ,ce qui ne se fait pas ne devait pas se faire .....:pirat:
"Rappelez-vous toujours que si la Gestapo avait les moyens de vous faire parler , les politiciens ont ,eux, les moyens de vous faire taire " Coluche ...
Solitaire du 57- Pilier du forum
- Nombre de messages : 1668
Age : 58
Localisation : à l'Est ,en Lorraine
Date d'inscription : 17/11/2013
Re: Comment faisaient-ils... ?
Baccardi Ven 22 Jan - 22:18
L'informatique, la robotique et la camelote chinoise nous font oublier qu'avant nous, ils savaient déjà, peut-être mieux que nous aujourd'hui
Montre fin XVIIème siècle

"Laudamus veteres sed nostris utimur annis "

Baccardi- Administrateur
- Nombre de messages : 17847
Age : 59
Localisation : Canton de l'Ours
Date d'inscription : 20/01/2012
Re: Comment faisaient-ils... ?
Bob Ven 22 Jan - 22:38
Effectivement, 7h57Solitaire du 57 a écrit:Si on peux en croire le dernier bouquin sur le Lebel ,la réalisation d'une arme complète demande 33 heures de main-d'oeuvre ...
Dont 7h57 pour la boite de culasse (la piéce la plus longue à réaliser avec le mécanisme 6h32) ,5h42 pour la culasse en elle même et 2h50 pour le canon ...
Pas simple quand même visiblement .
Si ça peux donner une idée .
@+
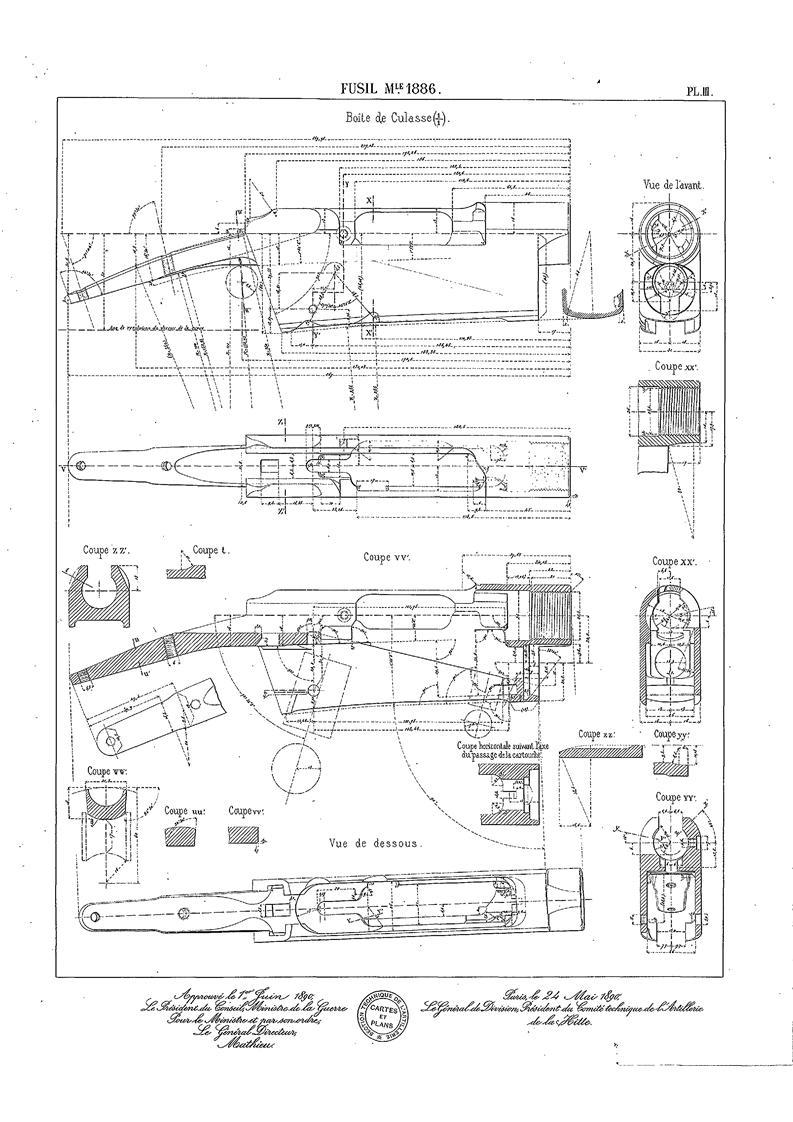
Toutes ces côtes sont dans les tables de construction du Lebel
Dans le livre de Jean Huon sur le fusil Lebel dont parle Solitaire du 57, chapitre 4 des pages 94 à 110 il y a le détail des étapes/opérations/matériels disponibles à l'époque pour produire chaque pièce du Lebel => environ 20 grandes étapes pour la seule boîte de culasse (du forgeage de l'ébauche au bronzage final). Par respect pour l'auteur, on ne peut pas forcément reproduire l'ensemble du livre. Si le sujet, vous intéresse, il faut peut-être envisager l'achat de ce livre.
Bob- Membre expert
- Nombre de messages : 586
Age : 46
Localisation : Auvergne
Date d'inscription : 25/03/2011
Re: Comment faisaient-ils... ?
Verchère Sam 23 Jan - 5:19
Pour le Chassepot on avait dit "désormais la fabrication sera totalement mécanisée", mais comme on l'a redit pour le Gras puis pour le Lebel, c'est assurément qu'on n'y était pas arrivé.
Le revolver Mle 1873 relève peut-être d'un cas différent : l'interchangeabilité est utile pour les dépannages rapides sur le terrain, mais il augmente nettement le prix de revient, à une époque où tous les "ouvriers en fer" sont formés à l'ajustage manuel. Il se peut qu'on ait considéré que le dépannage des revolvers sur le terrain n'était pas une priorité, s'agissant d'une arme secondaire.
Les rayures du canon de Lebel étaient obtenues par enlèvement de copeau (voir bouquin de J. Huon) ; je ne sais pas de quand date le martelage, années 30 ou même généralisation années 50 ?
Pour les canons anciens on parle parfois de martelage, mais cette opération fait partie du forgeage de l'ébauche, avant forage.
Le forage est en réalité une opération délicate. Il semble que pour les premiers Lebel on procédait comme par le passé, en forant moitié par les 2 bouts, et qu'on soit ensuite passé au forage par un bout, après expérimentations en manufacture durant la fabrication.
Le forage par les 2 bouts donnait généralement un léger désalignement au point de rencontre, qu'on rattrapait en contre-coudant le tube à cet endroit. Ça prenait un peu de temps et affaiblissait un peu ce point, mais à mi-tube le canon n'est pas soumis aux pressions maximales (son diamètre est surtout imposé pour la résistance aux efforts du terrain, bayonnette en particulier).
Le forage par un bout sollicitait beaucoup plus l'outillage, le temps perdu durant les dégagements pour évacuer les copeaux augmentait nettement ; sa supériorité n'était donc pas flagrante au début.
Je tiens ces informations d'un cours de métallurgie militaire de 1886 que j'ai en version papier, mais il développe beaucoup plus la fabrication des pièces d'artillerie (on y apprend entre autres que les interruptions de filetage dans les écrous de culasse étaient faits à l'étau-limeur).
La BNF propose un cours plus récent (vers 1910) sous forme PDF, mais durant ces 25 ans la métallurgie avait pas mal évolué.
Un document de grand intérêt est un "Mémoire sur la fabrication du canon, boîte de culasse et hausse, du fusil Mle 1886", par le Cne L'hommunal, de Châtellerault, disponible en (lourd) PDF. Je ne l'ai encore que survolé, et prévois de le placer sur un site internet en libre accès avec d'autres documents techniques concernant les Lebel et Berthier, du moins s'il n'y a pas d'oppositions légales.
Le problème de ces documents, est que pour bien les comprendre il faut connaître les procédés d'usinage anciens et leur vocabulaire.
Verchère- Pilier du forum
- Nombre de messages : 19091
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Comment faisaient-ils... ?
ONCLEBOB Sam 23 Jan - 6:41
"Ein Volk, das keine Waffen tragen will, wird Ketten tragen!" Ernst Jünger 1895-1998
Législation armes -LIEN ACTIF-


ONCLEBOB- Futur pilier

- Nombre de messages : 772
Age : 56
Localisation : Alsace
Date d'inscription : 01/04/2013
Re: Comment faisaient-ils... ?
BRX (†) Sam 23 Jan - 7:56
Pour m'en tenir à ce court extrait, il me rappelle de vieux souvenirs, un peu estompés ce que je regrette:
"Je tiens ces informations d'un cours de métallurgie militaire de 1886 que j'ai en version papier, mais il développe beaucoup plus la fabrication des pièces d'artillerie (on y apprend entre autres que les interruptions de filetage dans les écrous de culasse étaient faits à l'étau-limeur).
Je revois, dans la chambre de tir d'une tourelle de 380 du Jean Bart en 1949, la monstrueuse culasse à volet articulé en point haut et portant l'obturateur rotatif avec ses trois rangées de filetages interrompus ( diamètre du plus petit supérieur à 450 mm, on entrait quasiment dans la chambre à poudre). Ces filets de plusieurs centimètres de haut m'avaient fortement impressioné.
Bien plus, beaucoup plus modestement, il y a une vingtaine d'années je m'étais amusé à une réalisation de ce genre - mais à un seul étage - pour une crosse amovible à démontage rapide; voici ce que cela donnait, le dégagement des filets mâles et femelle a été fait par rabotage mais sur un tour, pièce en mandrin avec outil monté en tourelle et déplacé avec le traînard; du bricolage quoi.

BRX (†)- Membre confirmé
- Nombre de messages : 407
Age : 94
Date d'inscription : 23/11/2013
Re: Comment faisaient-ils... ?
Scaramanga Sam 23 Jan - 9:12
Je suis également intéressé par le livre en .pdf "Mémoire sur la fabrication du canon, boîte de culasse et hausse, du fusil Mle 1886", par le Cne L'hommunal, de Châtellerault" s'il est possible de le mettre en ligne se sera très intéressant.
En ce qui concerne l'horlogerie, on peut faire un rapprochement succinct avec l'armement tout en gardant à l'esprit que les temps de fabrication et les conditions n'étaient pas les même. Il n'empêche que les horlogers ont contribué grandement à faire avancer la mécanique et a fortiori la micromécanique.
Comme le dit BRX, ce sujet est particulièrement intéressant pour qui aime l'usinage et la mécanique. Je ne suis pas ce qu'on pourrait appeler un profane en la matière mais je suis plus familier avec le flot des commandes numériques et autres imprimantes 3D et il est assez difficile de trouver des informations sur les anciennes techniques d'usinage au fur et à mesure que les anciens usineurs disparaissent..
Scaramanga- Membre
- Nombre de messages : 96
Age : 40
Date d'inscription : 16/01/2016
Re: Comment faisaient-ils... ?
Fra78 Sam 23 Jan - 15:13
Verchère a écrit:
Les rayures du canon de Lebel étaient obtenues par enlèvement de copeau (voir bouquin de J. Huon) ; je ne sais pas de quand date le martelage, années 30 ou même généralisation années 50 ?
La première machine à forger les canons à froid a été fabriquée à Erfurt en 1939 pour fabriquer des canons de MG 42, alors en développement : on prévoyait qu'avec la cadence de tir de la MG 42, il faudrait beaucoup plus de canons que les techniques classiques permettaient de produire économiquement.
Les machines ont été récupérées par les Alliés en 1945, mais le procédé n'a été utilisé au départ qu'en Europe, dans le cadre du rééquipement de l'industrie dévastée.
Aux USA, un énorme parc de machines de rayure par olivage avait été mis en place pour la guerre et le procédé n'a été adopté qu'à partie des années 1990...
Le leader européen de la fabrication des machines est GFM en Autriche, mais le procédé est maintenant largement utilisé en Automobile et Aéronautique pour fabriquer des arbres.
A 2 ou 3 M€ la machine, pas une machine pour artisans.... Accessoirement, une des machines les plus bruyantes que je connaisse !

Fra78- Pilier du forum
- Nombre de messages : 3033
Age : 77
Localisation : Versailles / Biarritz
Date d'inscription : 25/08/2009
Re: Comment faisaient-ils... ?
Scaramanga Sam 23 Jan - 17:11
Scaramanga- Membre
- Nombre de messages : 96
Age : 40
Date d'inscription : 16/01/2016
Re: Comment faisaient-ils... ?
Fra78 Sam 23 Jan - 17:47
Steyr-Mannlicher laisse le canon brut de martelage, ce qui donne un aspect en hélice à l'extérieur du canon :

La machine :

Fra78- Pilier du forum
- Nombre de messages : 3033
Age : 77
Localisation : Versailles / Biarritz
Date d'inscription : 25/08/2009
Re: Comment faisaient-ils... ?
LP Sam 23 Jan - 19:45
Verchère a écrit:
Le revolver Mle 1873 relève peut-être d'un cas différent : l'interchangeabilité est utile pour les dépannages rapides sur le terrain, mais il augmente nettement le prix de revient, à une époque où tous les "ouvriers en fer" sont formés à l'ajustage manuel.
Le revolver 1873 devait pouvoir être réparé par un simple maréchal ferrant. C'est vrai que la simplicité de sa platine permet de faire beaucoup de choses avec une scie et une lime.
LP- Pilier du forum
- Nombre de messages : 3250
Age : 67
Localisation : Lorraine "Qui s'y frotte s'y pique"
Date d'inscription : 28/02/2010
Re: Comment faisaient-ils... ?
Verchère Dim 24 Jan - 1:26
Par exemple, le martelage désigne sans conteste une action externe resserrant un tube initialement trop gros autour d'un mandrin pré-rayé.
L'olivage je ne connais pas, à moins que ce ne soit l'ancien mandrinage : on force un mandrin (éventuellement rayé en relief) à l'intérieur d'un tube initialement trop petit. C'est donc pour ainsi dire l'inverse du martelage.
L'enlèvement de copeau est très différent. Il demande moins de puissance, mais coupe les fibres du métal, qui est donc moins résistant qu'après martelage ou mandrinage. Généralement l'outil n'a qu'une seule arête de coupe et travaille en plusieurs passes ; mais parfois plusieurs outils creusent simultanément plusieurs rayures.
Le brochage est un procédé très particulier : chaque outil comporte plusieurs dents successives, de plus en plus hautes, et le creux entre les dents est calculé pour recevoir le volume de copeau taillé par chaque dent. Le travail se fait à priori en une passe. Pour des rayures hélicoïdales il faut une broche hélicoïdale ! Pas simple à réaliser ! C'est pourquoi la technique était peu utilisée (si je me souviens bien, le cours de 1886 précise que seul le Canon Revolver de 40 mm Mle 1879 était rayé ainsi).
Verchère- Pilier du forum
- Nombre de messages : 19091
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Comment faisaient-ils... ?
Tourblanche Dim 24 Jan - 2:24
https://www.youtube.com/watch?v=ou8nNBn5Cbs
1853
https://www.youtube.com/watch?v=L_yemjfgkE0
vers 1900
https://www.youtube.com/watch?v=A7Z9Y-OvDpY

Tourblanche- Pilier du forum
- Nombre de messages : 1901
Age : 72
Date d'inscription : 16/03/2011
Re: Comment faisaient-ils... ?
Tourblanche Dim 24 Jan - 2:32
http://www.larecherche.fr/savoirs/autre/amnesie-armuriers-francais-01-04-1998-87741
mais longtemps après les étaux limeurs et les fraiseuses , on fabriquait encore des révolvers
à broche et/ou des Bul-dog assemblés à la main en petites séries . Les armes de traite PN et ensuite
de panoplie étaient encore assemblées à la main en 1950-60 à Liège .
Tourblanche- Pilier du forum
- Nombre de messages : 1901
Age : 72
Date d'inscription : 16/03/2011
Re: Comment faisaient-ils... ?
Tourblanche Dim 24 Jan - 2:43
https://www.flickr.com/photos/leonandloisphotos/4924172553
Tourblanche- Pilier du forum
- Nombre de messages : 1901
Age : 72
Date d'inscription : 16/03/2011
Re: Comment faisaient-ils... ?
Scaramanga Dim 24 Jan - 8:30
Scaramanga- Membre
- Nombre de messages : 96
Age : 40
Date d'inscription : 16/01/2016
Page 1 sur 2 • 1, 2
» Comment enlever........
» Mystérieux marquages sur crosse d'auto-5 1904
» retour d experience 8 par 50 lebel
» comment dater un G11