
 Accueil
Accueil Connexion
Connexion S'enregistrer
S'enregistrerNomenclature/plans Berthier 1907-15 M34
+13
cduval
Flokobo
3008nato
Hanthi
majkejevrosime
Verchère
pasc
waffenampt
vivelacolo
Bob
jean-marc
Conservateur
toulon44
17 participants
Page 3 sur 3
Page 3 sur 3 •  1, 2, 3
1, 2, 3
Re: Nomenclature/plans Berthier 1907-15 M34
Verchère Dim 23 Mai 2021, 02:58
Une forge, en fait c'est pas grand chose : un barbecue, un tuyau de ferraille qui plonge au fond, avec un sèche-cheveux enquillé à l'autre bout (c'est un peu bordélique alors on améliore vite, mais ça donne une base de départ déjà fonctionnelle). Toutefois je ne sais pas si ça fonctionnerait à la houille : depuis longtemps je ne forge plus qu'au charbon de bois, c'est bien plus simple (et plus facile à fabriquer que la houille).
L'enclume pose plus de problèmes : pas besoin qu'elle soit très plate, mais pour frapper fort il faut qu'elle soit lourde.
Pour la chauffe, le chalumeau ne devrait pas trop décarburer s'il est réglé avec un peu d'excès d'acétylène, mais la chauffe est trop forte et ponctuelle, donnant de gros risques de surchauffes locales, ce que les aciers à fort taux de carbone ne supportent pas.
Il serait économique et rapide de dégrossir la forme autant que possible en forgeage, par exemple en ébauchant deux petites masses à chaque bout d'une fine lame. Mais la pièce refroidit très vite, il est difficile de donner des coups de marteau assez assurés, et la confection d'étampes (matrices) prend du temps (elle ne ne se justifie que pour plusieurs pièces ; il faut aussi aligner les étampes et la pièce tout en frappant, ce qui n'est pas commode). En définitive il vaudrait mieux frapper directement, fort et juste, comme faisait un cousin que j'ai parfois vu travailler quand j'étais gamin...
Sur un acier recuit il n'y a pas d'inconvénients à chauffer durant l'usinage ; on peut donc faire l'essentiel à la disqueuse. Avec une petite disqueuse de 115 mm et un disque à tronçonner ultra mince de bonne marque, en calant bien sa position on arrive à faire une demi-finition assez précise, approchant la cote entre 0.5 et 0.1 mm.
Quand le meulage doit suivre un trait, je passe la pièce au tip-ex blanc et quand il est sec je trace au stylobille : avec les lunettes de disqueuse c'est bien plus visible qu'une fine ligne à la pointe à tracer).
Ensuite, c'est sûr que le talon en queue d'aronde est la partie la plus délicate, et qu'il demande un outil plus précis que la disqueuse. Mais il faut bien se dire que si la queue d'aronde est imparfaite ça peut fonctionner quand même (l'arrondi du devant, n'est en fait qu'une butée).
Je dois avouer que pour ce genre de pièces, entre la disqueuse et la lime j'en fais le plus possible au tour à métaux ou au Rapide-Lime, sans oublier les petits burins (du genre de ceux que "jean santos" nous a présenté).
Se faire la main une pièce en acier doux c'est toujours une bonne idée, mais ça dépend de la difficulté de la pièce : s'il n'y a qu'une chance sur deux de la rater, ça ne vaut guère le coup : autant y aller directement (en prévoyant plusieurs ébauches, d'où l'intérêt de la dent de faneuse cassée, dont la valeur est quasi-nulle).
L'enclume pose plus de problèmes : pas besoin qu'elle soit très plate, mais pour frapper fort il faut qu'elle soit lourde.
Pour la chauffe, le chalumeau ne devrait pas trop décarburer s'il est réglé avec un peu d'excès d'acétylène, mais la chauffe est trop forte et ponctuelle, donnant de gros risques de surchauffes locales, ce que les aciers à fort taux de carbone ne supportent pas.
Il serait économique et rapide de dégrossir la forme autant que possible en forgeage, par exemple en ébauchant deux petites masses à chaque bout d'une fine lame. Mais la pièce refroidit très vite, il est difficile de donner des coups de marteau assez assurés, et la confection d'étampes (matrices) prend du temps (elle ne ne se justifie que pour plusieurs pièces ; il faut aussi aligner les étampes et la pièce tout en frappant, ce qui n'est pas commode). En définitive il vaudrait mieux frapper directement, fort et juste, comme faisait un cousin que j'ai parfois vu travailler quand j'étais gamin...
Sur un acier recuit il n'y a pas d'inconvénients à chauffer durant l'usinage ; on peut donc faire l'essentiel à la disqueuse. Avec une petite disqueuse de 115 mm et un disque à tronçonner ultra mince de bonne marque, en calant bien sa position on arrive à faire une demi-finition assez précise, approchant la cote entre 0.5 et 0.1 mm.
Quand le meulage doit suivre un trait, je passe la pièce au tip-ex blanc et quand il est sec je trace au stylobille : avec les lunettes de disqueuse c'est bien plus visible qu'une fine ligne à la pointe à tracer).
Ensuite, c'est sûr que le talon en queue d'aronde est la partie la plus délicate, et qu'il demande un outil plus précis que la disqueuse. Mais il faut bien se dire que si la queue d'aronde est imparfaite ça peut fonctionner quand même (l'arrondi du devant, n'est en fait qu'une butée).
Je dois avouer que pour ce genre de pièces, entre la disqueuse et la lime j'en fais le plus possible au tour à métaux ou au Rapide-Lime, sans oublier les petits burins (du genre de ceux que "jean santos" nous a présenté).
Se faire la main une pièce en acier doux c'est toujours une bonne idée, mais ça dépend de la difficulté de la pièce : s'il n'y a qu'une chance sur deux de la rater, ça ne vaut guère le coup : autant y aller directement (en prévoyant plusieurs ébauches, d'où l'intérêt de la dent de faneuse cassée, dont la valeur est quasi-nulle).
Petite collection de documents anciens et récents : http://p.lacour.malvaux.free.fr/Arquebuses.htm
Verchère- Pilier du forum

- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -

Re: Nomenclature/plans Berthier 1907-15 M34
MUREX Dim 23 Mai 2021, 21:03
Il semble que ce sujet intéresse beaucoup de monde surtout à cause de la qualité des conseils dispensés par Verchère.
Alors, je vais faire comme c'est indiqué et me fabriquer une forge de "campagne".
J'ai même déjà une enclume : un bout de rail qui pèse dans les 20,00Kgs.
Mon projet fait donc un petit détour mais c'est pour mieux arriver au but.
Une précision : l'extracteur du M34 n'est pas fixé par une queue d'aronde mais par une queue en "T" ce qui me parait plus facile à fabriquer.
Par contre, pour moi, la vraie difficulté c'est la "tête" car les rainures ne sont pas droites mais circulaires : à moi les meules "Dremel"!!!!
Alors, je vais faire comme c'est indiqué et me fabriquer une forge de "campagne".
J'ai même déjà une enclume : un bout de rail qui pèse dans les 20,00Kgs.
Mon projet fait donc un petit détour mais c'est pour mieux arriver au but.
Une précision : l'extracteur du M34 n'est pas fixé par une queue d'aronde mais par une queue en "T" ce qui me parait plus facile à fabriquer.
Par contre, pour moi, la vraie difficulté c'est la "tête" car les rainures ne sont pas droites mais circulaires : à moi les meules "Dremel"!!!!
MUREX- Membre averti

- Nombre de messages : 137
Age : 81
Localisation : Charente
Date d'inscription : 28/12/2015
Re: Nomenclature/plans Berthier 1907-15 M34
Verchère Lun 24 Mai 2021, 02:29
La tête ... la griffe ?
C'est peut-être (sans doute) une partie où je tricherais, en montant ça sur le tour à métaux, parce-que je suis pas trop au niveau pour sculpter un creux arrondi parfait au burin (et parce-que je suis trop radin pour y sacrifier une meule de Dremel). Mais ébauche au burin et finition à la Dremel peut-être...
La rainure carrée ... oups j'avais pas revérifié les photos plus haut !
Pas sûr que ce soit plus facile qu'une queue d'aronde, parce qu'il y a beaucoup plus de surfaces qui doivent être ajustées respectivement entre elles ; et beaucoup plus de cotes qui peuvent ou doivent coincer (au moins une largeur et une hauteur, dont le coincement est indépendant). Tandis que sur une queue d'aronde il n'y a que deux cotes délicates : un angle et une largeur (les coincements en hauteur et largeur sont liés, si ça coince sur une direction ça coince automatiquement sur l'autre).
C'est peut-être (sans doute) une partie où je tricherais, en montant ça sur le tour à métaux, parce-que je suis pas trop au niveau pour sculpter un creux arrondi parfait au burin (et parce-que je suis trop radin pour y sacrifier une meule de Dremel). Mais ébauche au burin et finition à la Dremel peut-être...
La rainure carrée ... oups j'avais pas revérifié les photos plus haut !
Pas sûr que ce soit plus facile qu'une queue d'aronde, parce qu'il y a beaucoup plus de surfaces qui doivent être ajustées respectivement entre elles ; et beaucoup plus de cotes qui peuvent ou doivent coincer (au moins une largeur et une hauteur, dont le coincement est indépendant). Tandis que sur une queue d'aronde il n'y a que deux cotes délicates : un angle et une largeur (les coincements en hauteur et largeur sont liés, si ça coince sur une direction ça coince automatiquement sur l'autre).
Petite collection de documents anciens et récents : http://p.lacour.malvaux.free.fr/Arquebuses.htm
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Nomenclature/plans Berthier 1907-15 M34
MUREX Mar 25 Mai 2021, 00:42
C'est que, non seulement c'est pas gros et c'est fin !
Malgré tout, la partie "fixation" m'impressionne beaucoup moins que la partie "griffe" car c'est du plat.
La tête avec un tour, je ne vois pas bien comment, surtout que je n'ai pas de mandrin 4 mors.
Alors, va pour une ébauche à fignoler à la lime et à la Dremel (ou avec une petite meule d'affutage "corindon").
De toutes façons, il va me falloir du temps......
Malgré tout, la partie "fixation" m'impressionne beaucoup moins que la partie "griffe" car c'est du plat.
La tête avec un tour, je ne vois pas bien comment, surtout que je n'ai pas de mandrin 4 mors.
Alors, va pour une ébauche à fignoler à la lime et à la Dremel (ou avec une petite meule d'affutage "corindon").
De toutes façons, il va me falloir du temps......
MUREX- Membre averti
- Nombre de messages : 137
Age : 81
Localisation : Charente
Date d'inscription : 28/12/2015
Re: Nomenclature/plans Berthier 1907-15 M34
Verchère Jeu 27 Mai 2021, 01:59
Si "tête" == "griffe" et que les "rainures" sont les reliefs de la griffe :MUREX a écrit:... la partie "griffe" car c'est du plat.
La tête avec un tour, je ne vois pas bien comment, surtout que je n'ai pas de mandrin 4 mors. ....
Les rayons d'arrondi sont en rapport avec les diamètres du bourrelet et de la gorge, et le bout biaisé est un segment de cône.
Pour maintenir directement une telle pièce un mandrin 4 mors devrait de toutes façons être minuscule ; mais avec un simple 3 mors on peut serrer un rondin de Ø voisin du fond de gorge (ça dépend des surépaisseurs de l'ébauche), dépassant devant les mors d'une "longueur d'extracteur moins la griffe". Il suffit alors de serrer l'ébauche contre ce rondin pour la voir tourner excentrée de ce qu'il faut ; bien sûr, un serflex serait un peu juste et une ébauche plate risque de se dandiner en étant plaquée sur du rond. Mais il suffit de limer un plat sur ce rond, et de trouver deux courtes bagues assez grosses, pourvues d'un trou taraudé : enfilées autour de l'ensemble rondin-ébauche, une bonne vis serrée sur l'ébauche, ça tiendra bien assez pour usiner le biais conique à l'outil à aléser, et la gorge de la griffe à l'outil à creuser les gorges de circlips intérieurs.
L'usinage sera très discontinu, ça va cogner un peu, il vaudra mieux de l'acier rapide car le carbure pourrait vite s'ébrécher.
Tant qu'à faire, autour d'un bout d'hexagonal on pourrait serrer et usiner simultanément 6 ébauches ; ça serait aussi mieux équilibré...
Une autre solution, donnant un usinage plus régulier, serait de partir d'un gros rondin d'acier dur, de l'aléser, d'usiner à l'entrée le profil de la griffe et un peu plus loin l'intérieur de la branche amincie, l'alésage se réduisant ensuite pour laisser l'épaisseur du talon. A l'extérieur, il y aurait même moyen de donner le rayon d'arrondi du dos de l'extracteur.
Puis traçages longitudinaux avec un outil-griffe, tronçonnage du tube ainsi profilé et sciage en long pour obtenir plusieurs extracteurs.
Je n'ai jamais réalisé ça, mais je l'avais envisagé pour des extracteurs de Mannlicher M.95 ; ça doit assurément marcher...
Petite collection de documents anciens et récents : http://p.lacour.malvaux.free.fr/Arquebuses.htm
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Nomenclature/plans Berthier 1907-15 M34
MUREX Sam 29 Mai 2021, 20:07
Forge ou pas, pour avancer, tout en mettant en route l'opération "forge" en parallèle, après réflexions, j'ai attaqué la fabrication avec mon petit morceau d'équivalent XC75.....
Ci-dessous, quelques étapes, avec une vue de l'original que j'ai la chance de posséder :

Et la phase finale :

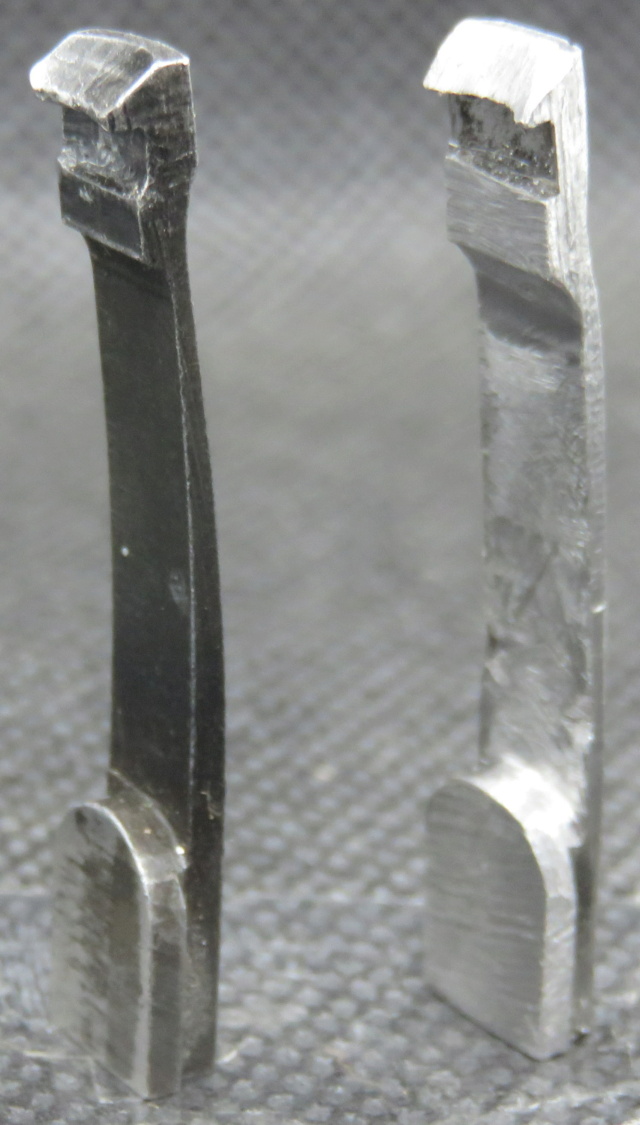
où on peut voir que, si l'ajustage dans la tête de la culasse est tout à fait bon (avant le cintrage final), la griffe n'est pas tout à fait une réussite.
Et maintenant il va falloir faire ce que je n'ai jamais fait : le "trempage" et le "revenu"......
J'ai donc bien tout lu ce que j'ai trouvé dans notre très bon site et surtout dans les Instructions de 1905 publiées par Verchère.
Dès que ma forge de campagne est prête, je m'y mets (avec appréhension).....
Ci-dessous, quelques étapes, avec une vue de l'original que j'ai la chance de posséder :

Et la phase finale :


où on peut voir que, si l'ajustage dans la tête de la culasse est tout à fait bon (avant le cintrage final), la griffe n'est pas tout à fait une réussite.
Et maintenant il va falloir faire ce que je n'ai jamais fait : le "trempage" et le "revenu"......
J'ai donc bien tout lu ce que j'ai trouvé dans notre très bon site et surtout dans les Instructions de 1905 publiées par Verchère.
Dès que ma forge de campagne est prête, je m'y mets (avec appréhension).....
MUREX- Membre averti
- Nombre de messages : 137
Age : 81
Localisation : Charente
Date d'inscription : 28/12/2015
Re: Nomenclature/plans Berthier 1907-15 M34
Verchère Dim 30 Mai 2021, 04:26
Vaut mieux déjà préparer quelques languettes en lame de ressort, même du gros fil rond, pour te faire la main. En théorie la chauffe devrait être faite dans un tube borgne ou au moins dans un bout de tôle roulé en gouttière, avec remplissage de sable pour préserver de l'oxydation.
Mais avec le sable c'est beaucoup plus long à chauffer, et on ne voit pas la couleur...
Cette pièce n'ayant pas d'arêtes aussi fines qu'un forêt ou qu'un alésoir, elle supporte d'être exposée durant la chauffe (voire même de terminer la chauffe directement posée dans le charbon de bois, mais attention à ne pas l'y perdre car elle descend vite sur la grille).
Pour des pièces de cette dimension j'utilise un bout de tube 1" de chauffage central (longueur 4 à 6 cm) fermé en bas par une rondelle d'épaisseur analogue soudée au chalumeau. Sans sable ; on voit ainsi bien la couleur, le tube chauffé à rouge uniformise la température et la conserve durant le déplacement vers le seau d'eau (ou d'huile). En le renversant directement au dessus de l'eau (tant pis pour les quelques cendres et bouts de charbon qui sont tombés dedans) ; mais en les sortant avec une "pince à servir" pour l'huile, afin de ne pas la polluer.
Quant à la couleur ... c'est impossible à décrire avec précision ; disons que c'est un rouge déjà bien lumineux (c'est pour ça qu'il faut se faire la main). Pas assez chaud ça ne trempe pas, trop chaud (et surtout trop chaud trop longtemps) ça bouzille l'acier. Pas besoin de rester longtemps au rouge cerise ; c'est à mi-chauffe qu'il faut aller doucement, vers le rouge sombre naissant, pour laisser au métal le temps de s'habituer.
Et le revenu, tout de suite ; pas le lendemain. Pour un extracteur le revenu optimal est sans doute assez chaud, car c'est une pièce soumise à des chocs.
Pour le taillage de la pièce, tu n'avais pas précisé que tu comptais tricher en utilisant une fraiseuse ; c'est pas du jeu !
Mais avec le sable c'est beaucoup plus long à chauffer, et on ne voit pas la couleur...
Cette pièce n'ayant pas d'arêtes aussi fines qu'un forêt ou qu'un alésoir, elle supporte d'être exposée durant la chauffe (voire même de terminer la chauffe directement posée dans le charbon de bois, mais attention à ne pas l'y perdre car elle descend vite sur la grille).
Pour des pièces de cette dimension j'utilise un bout de tube 1" de chauffage central (longueur 4 à 6 cm) fermé en bas par une rondelle d'épaisseur analogue soudée au chalumeau. Sans sable ; on voit ainsi bien la couleur, le tube chauffé à rouge uniformise la température et la conserve durant le déplacement vers le seau d'eau (ou d'huile). En le renversant directement au dessus de l'eau (tant pis pour les quelques cendres et bouts de charbon qui sont tombés dedans) ; mais en les sortant avec une "pince à servir" pour l'huile, afin de ne pas la polluer.
Quant à la couleur ... c'est impossible à décrire avec précision ; disons que c'est un rouge déjà bien lumineux (c'est pour ça qu'il faut se faire la main). Pas assez chaud ça ne trempe pas, trop chaud (et surtout trop chaud trop longtemps) ça bouzille l'acier. Pas besoin de rester longtemps au rouge cerise ; c'est à mi-chauffe qu'il faut aller doucement, vers le rouge sombre naissant, pour laisser au métal le temps de s'habituer.
Et le revenu, tout de suite ; pas le lendemain. Pour un extracteur le revenu optimal est sans doute assez chaud, car c'est une pièce soumise à des chocs.
Pour le taillage de la pièce, tu n'avais pas précisé que tu comptais tricher en utilisant une fraiseuse ; c'est pas du jeu !
Petite collection de documents anciens et récents : http://p.lacour.malvaux.free.fr/Arquebuses.htm
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Nomenclature/plans Berthier 1907-15 M34
MUREX Lun 31 Mai 2021, 23:27
Merci Verchère pour ces ultimes conseils qui ne sont pas tombés dans l'oreille d'un sourd.
C'est vrai, j'aime beaucoup les machines et surtout la fraiseuse dans la mesure où, bizarrement, j'ai le plus grand mal à limer à plat ou à scier droit......
Mais, ma machine n'est pas à CN et il y a donc beaucoup de "manuel".
Ceci dit, il va me falloir du temps pour venir à bout de cet extracteur et je ne manquerai pas de publier un petit compte rendu au sujet de l'opération "trempe", à l'intention de ceux que cela pourrait intéresser, tout en étant conscient de n'être plus tout à fait dans le sujet......
C'est vrai, j'aime beaucoup les machines et surtout la fraiseuse dans la mesure où, bizarrement, j'ai le plus grand mal à limer à plat ou à scier droit......
Mais, ma machine n'est pas à CN et il y a donc beaucoup de "manuel".
Ceci dit, il va me falloir du temps pour venir à bout de cet extracteur et je ne manquerai pas de publier un petit compte rendu au sujet de l'opération "trempe", à l'intention de ceux que cela pourrait intéresser, tout en étant conscient de n'être plus tout à fait dans le sujet......
MUREX- Membre averti
- Nombre de messages : 137
Age : 81
Localisation : Charente
Date d'inscription : 28/12/2015
Re: Nomenclature/plans Berthier 1907-15 M34
Verchère Mar 01 Juin 2021, 03:04
J'ai quelques préventions contre les fraiseuses, à cause du prix des outils et de l'impossibilité de les bricoler à partir de rebuts, mais l'an passé j'ai eu l'occasion de faire quelques guidons de fusil sur la machine d'un copain, qui à l'usage se contente principalement de fraises-scie.
Une petite fraiseuse presque d'établi (le pied était en option), à arbre horizontal, sans avance automatique et en très bon état pour son âge (je l'ai retrouvée sur un catalogue de 1913). Pour tout dégrossir bien plat, parallèle et perpendiculaire, c'était bien commode ; je n'ai laissé que la queue d'aronde, à tailler et ajuster à la lime...
Une petite fraiseuse presque d'établi (le pied était en option), à arbre horizontal, sans avance automatique et en très bon état pour son âge (je l'ai retrouvée sur un catalogue de 1913). Pour tout dégrossir bien plat, parallèle et perpendiculaire, c'était bien commode ; je n'ai laissé que la queue d'aronde, à tailler et ajuster à la lime...
Petite collection de documents anciens et récents : http://p.lacour.malvaux.free.fr/Arquebuses.htm
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Nomenclature/plans Berthier 1907-15 M34
MUREX Dim 06 Juin 2021, 23:41
J'ai suivi les recommandations de Verchère, que je remercie, pour tremper avec "revenu" mon extracteur.
Aux innocents les mains pleines !!
C'est la première fois que je pratique cette technique et cela a fonctionné !!
Le résultat est globalement à la hauteur de mes espérances : j'obtiens enfin un verrouillage quasi fluide et normal malgré une petite "dureté transitoire" qui serait surement due à ce que la tête de mon extracteur n'est pas une réussite.....
Pour moi, la preuve est faite : l'extracteur d'origine, pour une raison inconnue, serait beaucoup trop dur et manquerait totalement de souplesse, mais je n'y toucherai pas.
Du coup, après cet essai, je ne vais pas en rester là et je vais tenter d'en faire un autre, maintenant que j'ai le "barbecue-Forge" et un morceau de dent de faneuse que j'ai déjà aplati.
Par contre, les puristes habiles ne vont pas aimer : moi c'est 90% à la fraiseuse......
Aux innocents les mains pleines !!
C'est la première fois que je pratique cette technique et cela a fonctionné !!
Le résultat est globalement à la hauteur de mes espérances : j'obtiens enfin un verrouillage quasi fluide et normal malgré une petite "dureté transitoire" qui serait surement due à ce que la tête de mon extracteur n'est pas une réussite.....
Pour moi, la preuve est faite : l'extracteur d'origine, pour une raison inconnue, serait beaucoup trop dur et manquerait totalement de souplesse, mais je n'y toucherai pas.
Du coup, après cet essai, je ne vais pas en rester là et je vais tenter d'en faire un autre, maintenant que j'ai le "barbecue-Forge" et un morceau de dent de faneuse que j'ai déjà aplati.
Par contre, les puristes habiles ne vont pas aimer : moi c'est 90% à la fraiseuse......
MUREX- Membre averti
- Nombre de messages : 137
Age : 81
Localisation : Charente
Date d'inscription : 28/12/2015
Re: Nomenclature/plans Berthier 1907-15 M34
Verchère Lun 07 Juin 2021, 03:18
Très heureux pour toi !
C'est sûr que si tu veux améliorer encore la fluidité, tu risques d'aller trop loin et de te voir obligé de refaire la pièce ; mais maintenant que tu sais la faire...
La fraiseuse c'est inélégant, mais si elle permet d'arriver facilement aux cotes exactes, c'est une bonne excuse... Selon la difficulté des réglages et la succession des usinages, ça vaut peut-être le coup de mener simultanément l'ébauche de plusieurs pièces.
Attention à bien recuire les morceaux de ressort, c'est un acier qui reste toujours assez dur et qui peut éventuellement tremper à l'air quand la section est très faible. Pour ralentir le refroidissement on peut cercler ensemble au fil de fer plusieurs lamelles (ou une lamelle isolée sur un bout de fer plus gros), pour la chauffe, la sortie du feu, et le refroidissement dans la cendre (si la cendre est parsemée de petits débris de charbon de bois, le fer rouge les rallume et ça refroidit encore plus lentement).
Mais attention, il faut absolument mettre cette cendre dans un récipient en tôle ! Si on utilise un seau en plastique, parfois on n'en retrouve que l'anse en fil de fer.
Il se pourrait que le M-34 n'ait pas été totalement finalisé, que cet extracteur trop dur soit la parade à des problèmes constatés avec des extracteurs trop faibles, ; si ce modèle avait connu une plus grande destinée, quelques petites modifications auraient peut-être été apportées au fil des années.
Le bouquin de Huon sur le Lebel fait état de quelques modifications successives au niveau de l'extracteur, non connues en détail et qui sont passées inaperçues...
C'est sûr que si tu veux améliorer encore la fluidité, tu risques d'aller trop loin et de te voir obligé de refaire la pièce ; mais maintenant que tu sais la faire...
La fraiseuse c'est inélégant, mais si elle permet d'arriver facilement aux cotes exactes, c'est une bonne excuse... Selon la difficulté des réglages et la succession des usinages, ça vaut peut-être le coup de mener simultanément l'ébauche de plusieurs pièces.
Attention à bien recuire les morceaux de ressort, c'est un acier qui reste toujours assez dur et qui peut éventuellement tremper à l'air quand la section est très faible. Pour ralentir le refroidissement on peut cercler ensemble au fil de fer plusieurs lamelles (ou une lamelle isolée sur un bout de fer plus gros), pour la chauffe, la sortie du feu, et le refroidissement dans la cendre (si la cendre est parsemée de petits débris de charbon de bois, le fer rouge les rallume et ça refroidit encore plus lentement).
Mais attention, il faut absolument mettre cette cendre dans un récipient en tôle ! Si on utilise un seau en plastique, parfois on n'en retrouve que l'anse en fil de fer.
Il se pourrait que le M-34 n'ait pas été totalement finalisé, que cet extracteur trop dur soit la parade à des problèmes constatés avec des extracteurs trop faibles, ; si ce modèle avait connu une plus grande destinée, quelques petites modifications auraient peut-être été apportées au fil des années.
Le bouquin de Huon sur le Lebel fait état de quelques modifications successives au niveau de l'extracteur, non connues en détail et qui sont passées inaperçues...
Petite collection de documents anciens et récents : http://p.lacour.malvaux.free.fr/Arquebuses.htm
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Nomenclature/plans Berthier 1907-15 M34
Aardvark Lun 07 Juin 2021, 20:17
A toute fin utile, un bois de M34 en état très moyen à vendre sur LBC. On ne sait jamais, ça peut dépanner.
https://www.leboncoin.fr/collection/1993762188.htm?ac=1481102916
https://www.leboncoin.fr/collection/1993762188.htm?ac=1481102916
Aardvark- Membre confirmé

- Nombre de messages : 289
Age : 59
Localisation : Île de France
Date d'inscription : 08/09/2019
Re: Nomenclature/plans Berthier 1907-15 M34
MUREX Lun 12 Juil 2021, 14:13
Tout compte fait, j'ai abandonné (provisoirement) l'option "dent de faneuse" pour revenir à un acier XC connu.
La difficulté de réalisation de la tête de l'extracteur a été résolu grâce à un recours plus important à l'outil "lime".
L'ajustage/réglage de la griffe a été laborieux jusqu'à finir par obtenir un fonctionnement normal (de mon point de vue).
Malgré la possession de l'extracteur d'origine, les deux difficultés principales ont été l'ajustage de la griffe par rapport au talon de la douille (angle d'attaque et arrondi) et le revenu pour obtenir la souplesse qui manque à la pièce d'origine compte tenu de la faible longueur de l'extracteur.
Maintenant tout va très bien et mon M34, contrairement au tireur, s'est très bien comporté au cours d'une récente rencontre TAR.
Pour moi, la cause est entendu : l'extracteur d'origine est bien trop raide et, comme nous le dit Verchère, peut-être existe-t-il des documents faisant état de modifications à y apporter.
La difficulté de réalisation de la tête de l'extracteur a été résolu grâce à un recours plus important à l'outil "lime".
L'ajustage/réglage de la griffe a été laborieux jusqu'à finir par obtenir un fonctionnement normal (de mon point de vue).
Malgré la possession de l'extracteur d'origine, les deux difficultés principales ont été l'ajustage de la griffe par rapport au talon de la douille (angle d'attaque et arrondi) et le revenu pour obtenir la souplesse qui manque à la pièce d'origine compte tenu de la faible longueur de l'extracteur.
Maintenant tout va très bien et mon M34, contrairement au tireur, s'est très bien comporté au cours d'une récente rencontre TAR.
Pour moi, la cause est entendu : l'extracteur d'origine est bien trop raide et, comme nous le dit Verchère, peut-être existe-t-il des documents faisant état de modifications à y apporter.
MUREX- Membre averti
- Nombre de messages : 137
Age : 81
Localisation : Charente
Date d'inscription : 28/12/2015
Re: Nomenclature/plans Berthier 1907-15 M34
Verchère Mar 13 Juil 2021, 03:22
Je pense plutôt que si ce modèle avait eu une réelle carrière, alors on aurait remédié aux défauts. Mais face au MAS 36 il ne pouvait guère avoir de carrière, et même le MAS 36 n'aurait pas dû en avoir face aux FSA, qui étaient alors déjà bien avancés.MUREX a écrit:... comme nous le dit Verchère, peut-être existe-t-il des documents faisant état de modifications à y apporter.
Pour ajuster, rien ne vaut effectivement la lime. Le problème est qu'il faut chaque fois monter / démonter la pièce, pour la tester puis la retoucher. C'est ce qui donne de l'intérêt aux tables de construction (quand les cotes sont lisibles).
Petite collection de documents anciens et récents : http://p.lacour.malvaux.free.fr/Arquebuses.htm
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Page 3 sur 3 • 1, 2, 3
» Berthier 1907
» Berthier Mle 1907 15 M34 en 7,5
» 39-40 et Berthier Mle.1907-15 M.34.
» berthier 1907-15 chatellerault
» Berthier 1907/15
» Berthier Mle 1907 15 M34 en 7,5
» 39-40 et Berthier Mle.1907-15 M.34.
» berthier 1907-15 chatellerault
» Berthier 1907/15
Page 3 sur 3
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum