
 Accueil
Accueil Connexion
Connexion S'enregistrer
S'enregistrerArretoir de barillet S&W 38 top break
3 participants
Page 1 sur 1

Arretoir de barillet S&W 38 top break
poudreverte Mer 02 Mar 2022, 10:26
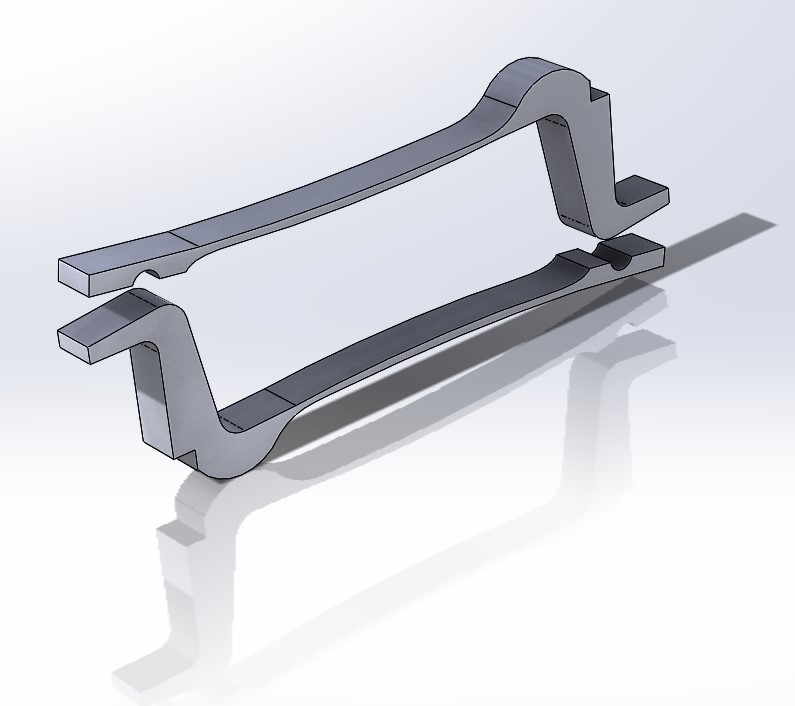
Quelqu'un a t'il une idee sur la meilleure facon de tailler cette piece dans de la tole d'acier a ressort (et eventuellement saurait comment elle etait usinee a l'epoque) ?

En effet la difficulté c'est la finesse de la partie "ressort" de cette piece, qui ne fait que 0.25mm dans sa partie la plus mince... Sa largeur etant de 2.2mm. La longueur totale de la piece est d'environ 33mm.

En effet la difficulté c'est la finesse de la partie "ressort" de cette piece, qui ne fait que 0.25mm dans sa partie la plus mince... Sa largeur etant de 2.2mm. La longueur totale de la piece est d'environ 33mm.

poudreverte- Futur pilier

- Nombre de messages : 715
Age : 58
Date d'inscription : 21/12/2012 -

Re: Arretoir de barillet S&W 38 top break
Mauser96 Mer 02 Mar 2022, 11:29
Bonjour ,
Ca se présente comment vu de dessus? On doit pouvoir faire en plusieurs parties en rapportant par brasage la partie ressort et "cran" sur la partie mécanique de droite. Pour la partie ressort et "cran" un bon pourvoyeur de pièce de base c'est le ressort de gachette tri lame de colt 45. Je viens de mesurer ça fait 0,35 mm d'épaisseur et les longueurs sont suffisante. Pour la tête cran d'arrêt la vue de dessus serait utile.
Ca se présente comment vu de dessus? On doit pouvoir faire en plusieurs parties en rapportant par brasage la partie ressort et "cran" sur la partie mécanique de droite. Pour la partie ressort et "cran" un bon pourvoyeur de pièce de base c'est le ressort de gachette tri lame de colt 45. Je viens de mesurer ça fait 0,35 mm d'épaisseur et les longueurs sont suffisante. Pour la tête cran d'arrêt la vue de dessus serait utile.

Mauser96- Pilier du forum

- Nombre de messages : 1204
Age : 76
Date d'inscription : 02/08/2016
Re: Arretoir de barillet S&W 38 top break
poudreverte Mer 02 Mar 2022, 11:55
Oui braser une lame ressort pour reconstituer la piece en 2 parties, c'est ce que j'ai fait, et ca fonctionne, mais ce n'est pas tres joli...

En fait j'aimerais decouper la piece en un seul morceau comme l'original... mais ca doit demander toute une procedure, du genre : tailler d'abord un coté de la lame en laissant de la matiere autour pour fixer la piece, puis affiner l'autre coté a la ponceuse tout en maintenant la lame tendue ou avec un support adapté qui l'empechera de vibrer ou de casser.

En fait j'aimerais decouper la piece en un seul morceau comme l'original... mais ca doit demander toute une procedure, du genre : tailler d'abord un coté de la lame en laissant de la matiere autour pour fixer la piece, puis affiner l'autre coté a la ponceuse tout en maintenant la lame tendue ou avec un support adapté qui l'empechera de vibrer ou de casser.
poudreverte- Futur pilier
- Nombre de messages : 715
Age : 58
Date d'inscription : 21/12/2012 -
Re: Arretoir de barillet S&W 38 top break
Verchère Jeu 03 Mar 2022, 02:36
J'en ferais un maximum à la forge (mais le pliage à angle doit n'est pas évident) en prévoyant une ébauche plus large et laissant la lame très épaisse. Puis réduction de l'épaisseur de la lame par le côté opposé au talon, ce qui par là même creuserait le dos arrondi du crochet, et aussi par le côté intérieur, jusqu'à obtenir l'épaisseur du talon et le terminer.
Reste alors à affiner la lame en creusant par l'intérieur, en la fixant par les deux côtés sur un fer carré entaillé d'un creux pour l'arrondi du crochet. L'essentiel peut se faire à la disqueuse (maniée avec délicatesse, c'est assez précis), avec finition à la lime.
La question étant de savoir s'il faut calibrer la largeur dès le début, ou tout à la fin...
Cintrage final à la forge (en serrant la lame sur un fer de forme chauffé au rouge) puis trempe (le "fer de forme" chaud sert aussi de véhicule pour amener la pièce au dessus du seau d'eau, sinon la lame refroidit presque instantanément).
Une autre solution pourrait être de souder une lame sur un crochet. Pour l'esthétique (et la résistance) il faudrait que la lame prenne en bonne partie l'arrondi concave du crochet. Par contre, tremper après brasure je sais pas faire ; donc je souderais ça au chalumeau, avec de la corde à piano en métal d'apport, mais sans amener le cordon de soudure jusqu'au départ de la lame mince, sinon ça la croquerait. Refroidissement lent, sinon la lame risque de tremper à l'air et de casser pendant qu'on vérifie la soudure.
Mais faire ça à la perfection en soudure, c'est quand même hasardeux...
Reste alors à affiner la lame en creusant par l'intérieur, en la fixant par les deux côtés sur un fer carré entaillé d'un creux pour l'arrondi du crochet. L'essentiel peut se faire à la disqueuse (maniée avec délicatesse, c'est assez précis), avec finition à la lime.
La question étant de savoir s'il faut calibrer la largeur dès le début, ou tout à la fin...
Cintrage final à la forge (en serrant la lame sur un fer de forme chauffé au rouge) puis trempe (le "fer de forme" chaud sert aussi de véhicule pour amener la pièce au dessus du seau d'eau, sinon la lame refroidit presque instantanément).
Une autre solution pourrait être de souder une lame sur un crochet. Pour l'esthétique (et la résistance) il faudrait que la lame prenne en bonne partie l'arrondi concave du crochet. Par contre, tremper après brasure je sais pas faire ; donc je souderais ça au chalumeau, avec de la corde à piano en métal d'apport, mais sans amener le cordon de soudure jusqu'au départ de la lame mince, sinon ça la croquerait. Refroidissement lent, sinon la lame risque de tremper à l'air et de casser pendant qu'on vérifie la soudure.
Mais faire ça à la perfection en soudure, c'est quand même hasardeux...
Petite collection de documents anciens et récents : http://p.lacour.malvaux.free.fr/Arquebuses.htm
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Arretoir de barillet S&W 38 top break
poudreverte Jeu 03 Mar 2022, 11:16
Merci pour ces precisions, effectivement je vois globalement la methode theorique à suivre... reste plus qu'à passer à la realisation. plusieurs ratages sont à envisager, je reviendrai montrer le resultat si j'arrive a quelquechose de correct 
poudreverte- Futur pilier
- Nombre de messages : 715
Age : 58
Date d'inscription : 21/12/2012 -
Re: Arretoir de barillet S&W 38 top break
Verchère Ven 04 Mar 2022, 03:12
Grosso-modo, un S plié à chaud.
Le problème de cette pièce c'est qu'elle est bien petite ; il en découle cependant l'avantage que ce S peut être fait dans du rond assez petit, voire dans du ressort agricole (dent de faneuse). La section mini étant celle qui après pliage laissera assez d'épaisseur au pli doté d'un bossage (un forgeron "refoulerait" la barre pour l'épaissir préventivement au niveau des futurs plis, mais ça j'y arrive jamais !)
Le problème de cette pièce c'est qu'elle est bien petite ; il en découle cependant l'avantage que ce S peut être fait dans du rond assez petit, voire dans du ressort agricole (dent de faneuse). La section mini étant celle qui après pliage laissera assez d'épaisseur au pli doté d'un bossage (un forgeron "refoulerait" la barre pour l'épaissir préventivement au niveau des futurs plis, mais ça j'y arrive jamais !)
Petite collection de documents anciens et récents : http://p.lacour.malvaux.free.fr/Arquebuses.htm
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Arretoir de barillet S&W 38 top break
poudreverte Ven 04 Mar 2022, 10:23
La methode de forge d'une baguette avec pliages, amincissement et mise en forme progressifs me parait demander beaucoup de savoir faire manuel... c'est pourquoi j'envisage une methode plus simple par coupes et poncage, chaque etape d'usinage localisé permettant de maintenir le reste de la piece dans un etau pour eviter toute deformation ou casse :

Fraisage, ou percage + scie ou lime.

amincissement a la ponceuse ou a la lime, l'autre coté etant pris dans l'etau

enfin separation des 2 pieces a la Dremel puis finitions et ajustages...
Ca me parait jouable

Fraisage, ou percage + scie ou lime.

amincissement a la ponceuse ou a la lime, l'autre coté etant pris dans l'etau

enfin separation des 2 pieces a la Dremel puis finitions et ajustages...

Ca me parait jouable
poudreverte- Futur pilier
- Nombre de messages : 715
Age : 58
Date d'inscription : 21/12/2012 -
Re: Arretoir de barillet S&W 38 top break
Verchère Sam 05 Mar 2022, 03:59
La paire de pièces opposées me paraît devoir rendre l'usinage bien plus long et délicat, la moitié du travail étant à faire en intérieur. Et ça n'économise guère de matière par rapport à un débit en triangle rectangle dans lequel on ne tirerait qu'une pièce tout en travail externe.
Le S forgé (ou plié au chalumeau) est surtout destiné à économiser la matière, l'acier à ressort rond étant bien plus courant qu'en plaques.
Les deux pièces opposées reliées en cadre fermé, ne vont guère améliorer la rigidité aux vibrations dans les derniers temps de l'affinage de la branche souple. Une forme d'appui sera sans doute plus efficace ; et plus facile à tailler si elle ne doit recevoir qu'une seule pièce (en L).
A voir si cet appui ne pourrait pas être coulé en plomb (linotype) directement contre une face du ressort déjà mise en forme sans soutien (la lame étant alors encore assez épaisse).
Le travail à la disqueuse ("meuleuse d'angle") ne demande pas une tenue très forte de la pièce, il est facile de changer l'angle d'attaque pour éviter (ou diminuer) les vibrations, et en calant le coude sur un appui on arrive à faire un travail assez précis.
Le S forgé (ou plié au chalumeau) est surtout destiné à économiser la matière, l'acier à ressort rond étant bien plus courant qu'en plaques.
Les deux pièces opposées reliées en cadre fermé, ne vont guère améliorer la rigidité aux vibrations dans les derniers temps de l'affinage de la branche souple. Une forme d'appui sera sans doute plus efficace ; et plus facile à tailler si elle ne doit recevoir qu'une seule pièce (en L).
A voir si cet appui ne pourrait pas être coulé en plomb (linotype) directement contre une face du ressort déjà mise en forme sans soutien (la lame étant alors encore assez épaisse).
Le travail à la disqueuse ("meuleuse d'angle") ne demande pas une tenue très forte de la pièce, il est facile de changer l'angle d'attaque pour éviter (ou diminuer) les vibrations, et en calant le coude sur un appui on arrive à faire un travail assez précis.
Petite collection de documents anciens et récents : http://p.lacour.malvaux.free.fr/Arquebuses.htm
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Arretoir de barillet S&W 38 top break
poudreverte Sam 05 Mar 2022, 09:36
Verchere, je pense que tu as parfaitement raison 
L'idee des 2 pieces inversees m'a parue belle en dessinant la piece, mais cela ne facilite nullement la decoupe, bien au contraire...
En attendant de trouver un bout de tole d'acier à ressort de 2.3mm d'epaisseur, j'ai tenté la methode de forgeage a partir d'un bout de tige ronde de 3mm de diametre. Ce n'est pas encore fini mais le resultat est prometteur !

L'idee des 2 pieces inversees m'a parue belle en dessinant la piece, mais cela ne facilite nullement la decoupe, bien au contraire...
En attendant de trouver un bout de tole d'acier à ressort de 2.3mm d'epaisseur, j'ai tenté la methode de forgeage a partir d'un bout de tige ronde de 3mm de diametre. Ce n'est pas encore fini mais le resultat est prometteur !

poudreverte- Futur pilier
- Nombre de messages : 715
Age : 58
Date d'inscription : 21/12/2012 -
Re: Arretoir de barillet S&W 38 top break
Verchère Dim 06 Mar 2022, 02:14
Je n'aurais pas cru qu'un fil de 3 mm suffirait pour le gros bossage...
Du fil d'acier à ressort un peu plus gros que ça (dans les 4 mm) c'est courant : les dents de pick-up de botteleuse. On en trouve parfois un bout dans le foin, ou au sol, et même si la machine fonctionne encore parfaitement avec quelques dents cassées il y a tout de même des agriculteurs qui les changent (ce qui est d'ailleurs parfois assez compliqué) ; une dent cassée de réforme, une fois déroulée à chaud ça doit bien donner un bout de 50 cm (mais il vaut mieux couper au niveau du pli à 180°, le métal y est souvent fissuré)...
Il y en a aussi sur les "râteaux-faneurs", qui reviennent à la mode.
Le "râteau-soleil" ou "Remy", revient aussi à la mode, mais les dents sont plus grosses (5 à 7 mm).
En plat de 3 mm il y a les couteaux de faucheuse rotative, mais c'est un genre de Hardox, pas forcément facile à tremper en vue d'une élasticité maximale.
PS : tu devrais complètement finir le talon du ressort avant d'amincir la lame ; après, la lame sera trop souple et tu auras du mal à travailler le talon.
Du fil d'acier à ressort un peu plus gros que ça (dans les 4 mm) c'est courant : les dents de pick-up de botteleuse. On en trouve parfois un bout dans le foin, ou au sol, et même si la machine fonctionne encore parfaitement avec quelques dents cassées il y a tout de même des agriculteurs qui les changent (ce qui est d'ailleurs parfois assez compliqué) ; une dent cassée de réforme, une fois déroulée à chaud ça doit bien donner un bout de 50 cm (mais il vaut mieux couper au niveau du pli à 180°, le métal y est souvent fissuré)...
Il y en a aussi sur les "râteaux-faneurs", qui reviennent à la mode.
Le "râteau-soleil" ou "Remy", revient aussi à la mode, mais les dents sont plus grosses (5 à 7 mm).
En plat de 3 mm il y a les couteaux de faucheuse rotative, mais c'est un genre de Hardox, pas forcément facile à tremper en vue d'une élasticité maximale.
PS : tu devrais complètement finir le talon du ressort avant d'amincir la lame ; après, la lame sera trop souple et tu auras du mal à travailler le talon.
Petite collection de documents anciens et récents : http://p.lacour.malvaux.free.fr/Arquebuses.htm
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
» S&W n°2 Top break
» REBRONZAGE A LA COUCHE
» Smith & Wesson top break
» Demontage chien d'un SW top-break
» Tuto montage et remontage Smith Wesson 38 Top break Mod 5
» REBRONZAGE A LA COUCHE
» Smith & Wesson top break
» Demontage chien d'un SW top-break
» Tuto montage et remontage Smith Wesson 38 Top break Mod 5
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum