
 Accueil
Accueil Connexion
Connexion S'enregistrer
S'enregistrerLe sertissage, une façon de le voir.
+6
CLOSDELIF
Vmax666
lu1900
Winchester 1866
Pocomas
manitou
10 participants
TIR et COLLECTION Armes Règlementaires :: Le rechargement :: Poudres, presses, outils, composants et techniques de rechargement
Page 1 sur 1

Le sertissage, une façon de le voir.
Invité Lun 10 Déc 2012 - 21:00
Bonsoir
Un rappel du cadre , quelques réflexions et quelques images.
Définition du sertissage
Le sertissage est une technique mécanique qui, sous sa forme la plus simple, permet l’assemblage de deux pièces par déformation localisée de l’une ou des deux pour les solidariser. Par définition il conduit à un assemblage permanent, indémontable sans détérioration voire destruction des zones de liaison.
En chargement de cartouches l’opération de sertissage, la dernière du cycle, n’est pas poussée à ce niveau puisqu’elle autorise la séparation balle-étui mais il faut bien voir : :
- qu’il s’agit d’une déformation dépassant le domaine élastique donc sa répétition écrouit le métal.
- qu’il est difficile de doser le réglage de l’outil autrement que par empirisme ou tâtonnements (l’expérience).
- que pour couronner le tout, les auteurs de manuels et guides avancent davantage d’aimables généralités que de véritables données techniques s’en tenant prudemment aux « léger, moyen ou fort « que chacun interprétera à sa guise.
Pourquoi sertir ?
Sans aborder la discussion sur l’effet d’un sertissage sur la précision des tirs, on peut avancer les raisons suivantes qui incitent voire obligent à sertir:
- le maintien du projectile à poste quand il est soumis à des effets d’inertie : armes semi-auto où la culasse projette la cartouche dans la chambre, chargeurs tubulaires où les munitions sont l’une derrière l’autre, revolvers dont le barillet se bloque si le projectile avance.
- une retenue du projectile suffisamment forte pour assurer une inflammation optimale de la poudre et éviter les imbrûlés.
- la régularité de ces conditions d’inflammation d’une cartouche à l’autre obtenue par l’uniformité du sertissage.
Concernant les deux derniers points cités, il faut avoir en tête que le seul serrage élastique du collet assure tout au plus une force de retenue maximale de l’ordre de 20 kg alors que le sertissage peut la faire grimper à plus de 100 kg. Ajoutons que la régularité du serrage élastique dépend étroitement constance de la différence de diamètre collet/balle et de l’état du laiton qui peut être plus ou moins écroui.
Attention, sauf cas très particulier on ne peut sertir que des projectiles possédant une gorge de sertissage
Avec quoi sertir ?
Il existe trois sortes d’outils dont deux seulement – à mes yeux -sont de vrais sertisseurs ; En effet l’outil dit « de sertissage conique » n’en n’est pas un strictement parlant car il se contente de resserrer concentriquement une enveloppe (l’étui) sur un noyau (la balle) sans créer concrètement la déformation, l’aplatissement ou l’écrasement qui caractérisent un sertissage.
Le premier outil, le classique, agit par rabattement ou roulage de l’extrémité de la lèvre du collet, c’est le « roll crimper » selon la terminologie US et l’action est obtenue par un déplacement relatif axial Cet outil est bien adapté aux étuis droits dont les parois minces sont facilement déformables.
Pour le second qui effectue un « segmental crimping » ou sertissage radial, ce sont des mâchoires qui agissent par pression latérale tout autour du collet pratiquement à son extrémité. C’est également ce système qui est utilisé en usines. Le sertissage radial est destiné aux étuis à collet rétreint dont l’épaisseur de paroi est relativement forte par rapport au diamètre et où, de ce fait, le sertisseur classique est insatisfaisant. C’est ce type d’outil qui – à la limite – permet un sertissage sur des projectiles ne comportant pas de gorge.
L’outil à rouler figure dans les catalogues de tous les fabricants mais le second n’est proposé que par LEE (factory crimping tool).
Effets primaires et secondaires du sertissage
Sertissage roulé
L’effet recherché , le rabattement de l’extrémité du collet dans la gorge du projectile, est obtenu par un usinage incliné ( disons un chanfrein ) entre les alésages correspondant au diamètre du collet et à celui de la balle. Par sa conception même il est très court et la poussée axiale induit une force transversale tendant à dilater le collet diminuant plus ou moins l’effet du serrage élastique. Ce phénomène souvent négligé conduit dans certains cas à une situation paradoxale : la balle sertie est fortement retenue mais elle tourne dans le collet.
On trouve dans le manuel LYMAN des indications explicites sur ce point.
Sous une autre forme.
Ces vues en coupe mettent en évidence l’influence des jeux –cependant indispensables pour que l’outil accepte les variations possibles des cotes sur étuis ou balles – ainsi que la surface très réduite de la partie opérante de l’outil. Ceci peut expliquer pourquoi certains sertissages sont dévoyés ou excentrés et combien il faut pousser fort pour rabattre une paroi de 3.5/10 mm sur des collets de 6 à 8 mm d’où les risques de déformation.
Une autre exigence est liée à la nature même de cet outil c’est la nécessité d’avoir des étuis de longueur strictement identique : 2/10 mm de trop on bute et écrase, 2/10 de moins et on serti insuffisamment.
On verra plus loin une conception d’outil et de méthode de réglage de poussée qui atténue les imperfections de l’outil classique décrit ci-dessus.
Sertissage radial
Son premier avantage est de supprimer toute poussée axiale sur l’étui ; ensuite il peut être indifférent ou peu sensible à la longueur de celui-ci et enfin il est capable d’exercer une grande force permettant de sertir sans gorge. Un bémol sur ce dernier point : un sertissage sans gorge est délicat car il entraîne une déformation du projectile.
Le point sensible dans l’utilisation est le réglage de la puissance du serrage, une solution étant de presser jusqu’à ce que les mâchoires soient en contact. Dans ces conditions les variations de sertissage ne dépendent que des variations de diamètre de projectile ou d’épaisseur de paroi.
Il est rare que la bonne solution d’un problème n’ait pas un ou plusieurs effets pervers. Cet outil n’y échappe pas car il imprime profondément la zone où il agit. Il en résulte une déformation permanente très localisée que l’olive classique de recalibrage n’élimine pas ;
Pour effacer ce redan, généralement négligé, il faudra procéder à un écrasement de la zone, un laminage dont l’effet indissociable est d’écrouir le métal ; ce sera néfaste pour les sertissages ultérieurs à moins d’envisager un recuit localisé.
Ci-après, le schéma du redan et du moyen de l’éliminer ainsi qu’un modèle d’outil capable de réaliser l’aplatissement.
Les étuis sont du 280 rem.



L’outil est particulièrement simple, l’opération est à faire avant le recalibrage.
Cet apport de technique sera sans doute considéré comme un raffinement dont on peut se passer car il concerne surtout des munitions de chasse. au caractère utilitaire.
Quelques contributions personnelles
L’outil à gorges
En premier lieu, comme on sertit dans une gorge, j’ai construit cet outil qui permet d’en refouler une sur tout projectile chemisé. Il n’y a pas grand chose à en dire exception faite que le dosage de pression manuel est plus sensible que l’action du ressort et que les roulements lissent le projectile ; la molette est en Stubs traité.


Sertissage roulé
L’outil
En ce qui concerne le sertissage roulé j’ai cherché d’une part à améliorer le mode d’action de l’outil et d’autre part à contrôler précisément l’effort vertical appliqué. Ces deux moyens sont combinés.
L’astuce, s’il en est, tient dans la présence d’une bague flottante auto-centreuse comportant un usinage incliné suffisamment long pour être réalisé avec précision.
L’inconvénient réside dans l’obligation de faire une passe séparée supplémentaire pour sertir.
Voici l’outil qui s’utilise avec le système décrit plus loin.

Le système de contrôle d’effort
J’ai repris, pour mon utilisation personnelle, le principe d’un dispositif existant, un mécanisme à fléau dans lequel la poussée est assurée par un poids accroché à un levier.

Avec ce dispositif, on fait ce que l’on veut.
A noter que pour obtenir un contrôle facile de l’effort exercé sur le levier de la presse un raccourcissement du bélier est nécessaire (perçage d’un trou pour passage de l’axe du palonnier). Il suffit de décoller le levier, la course active est de quelques millimètres
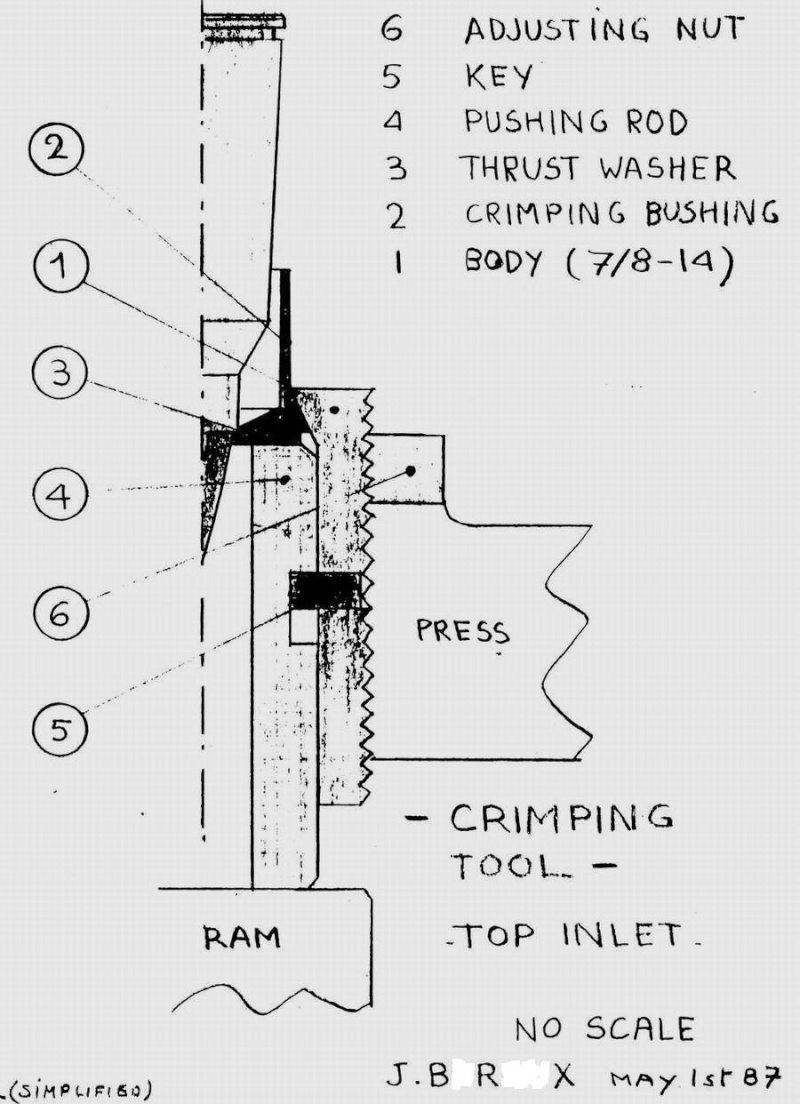
Application au 1873.
Il aurait été dommage de ne pas transposer cette technique et je l’ai fait.

Ci-dessus le schéma de l’outil, ci-dessous ses composants

Ce n’est qu’une présentation , le sertissage des cartouches du 1873 mérite une discussion qui lui soit propre.
Revenons au sertisseur radial, le « segmental crimping tool » le LEE factory crimp
C’est un sujet qui me tient relativement à cœur et sur lequel j’ai passé des dizaines heures depuis le début des années 80. Remarquant alors comment étaient serties mes 280 Rem utilisées à la chasse et voyant les petites traces imprimées sur le collet, il m’est venu l’idée de créer un outillage de même nature que celui utilisé en cartoucherie et accessible aux rechargeurs cela va de soi.
Les prototypes furent nombreux, le problème n’étant pas dans l’obtention des résultats mais dans la simplification maximale de la réalisation. Voici les premières étapes.

Bien que d’autres voies existent, j’ai privilégié un mécanisme à bague fendue resserrée par appui sur des surfaces coniques avec introduction manuelle de la cartouche dans le dispositif et sertissage par relevage du bélier de la presse.
Mes premiers contacts avec un fabricant d’outils m’amenèrent une réponse assez décourageante disant en substance « il résout un problème qui ne se pose pas «
Voici le texte de septembre 1986 :
Il faut dire que le proto n’était pas du genre compact.
Plus tard en Avril 87 après un échange de correspondance et présentation de la version quasi finale, je retins l’attention de W C Davis qui fut intéressé.
Ceci demeura sans suite et j’appris plus tard la naissance et la présentation de l’outil LEE. mais pour W C Davis l’outil n’existait pas sur le marché US en Avril 87. Par ailleurs un brevet Lee N°4723472 publié le 9/2/88 qui concerne un dispositif de rétreint de collet utilisant le système à pinces coniques ne cite pas son utilisation en sertisseur : déjà dans le domaine public, brevet impossible car idée déjà dévoilée ?
Dans sa version finale mon sertisseur comportait un corps d’usage universel pouvant recevoir des pinces correspondant à des diamètres de projectiles différents. Une même taille de pinces couvrait tous les calibres de même diamètre, le collet de la cartouche introduite verticalement venant en butée sur une rondelle percée au diamètre de la balle.
Le corps, le poussoir avec une vis de réglage en partie basse, la rondelle d’appui et la bague fendue en acier traité.

Ouf!
Un rappel du cadre , quelques réflexions et quelques images.
Définition du sertissage
Le sertissage est une technique mécanique qui, sous sa forme la plus simple, permet l’assemblage de deux pièces par déformation localisée de l’une ou des deux pour les solidariser. Par définition il conduit à un assemblage permanent, indémontable sans détérioration voire destruction des zones de liaison.
En chargement de cartouches l’opération de sertissage, la dernière du cycle, n’est pas poussée à ce niveau puisqu’elle autorise la séparation balle-étui mais il faut bien voir : :
- qu’il s’agit d’une déformation dépassant le domaine élastique donc sa répétition écrouit le métal.
- qu’il est difficile de doser le réglage de l’outil autrement que par empirisme ou tâtonnements (l’expérience).
- que pour couronner le tout, les auteurs de manuels et guides avancent davantage d’aimables généralités que de véritables données techniques s’en tenant prudemment aux « léger, moyen ou fort « que chacun interprétera à sa guise.
Pourquoi sertir ?
Sans aborder la discussion sur l’effet d’un sertissage sur la précision des tirs, on peut avancer les raisons suivantes qui incitent voire obligent à sertir:
- le maintien du projectile à poste quand il est soumis à des effets d’inertie : armes semi-auto où la culasse projette la cartouche dans la chambre, chargeurs tubulaires où les munitions sont l’une derrière l’autre, revolvers dont le barillet se bloque si le projectile avance.
- une retenue du projectile suffisamment forte pour assurer une inflammation optimale de la poudre et éviter les imbrûlés.
- la régularité de ces conditions d’inflammation d’une cartouche à l’autre obtenue par l’uniformité du sertissage.
Concernant les deux derniers points cités, il faut avoir en tête que le seul serrage élastique du collet assure tout au plus une force de retenue maximale de l’ordre de 20 kg alors que le sertissage peut la faire grimper à plus de 100 kg. Ajoutons que la régularité du serrage élastique dépend étroitement constance de la différence de diamètre collet/balle et de l’état du laiton qui peut être plus ou moins écroui.
Attention, sauf cas très particulier on ne peut sertir que des projectiles possédant une gorge de sertissage
Avec quoi sertir ?
Il existe trois sortes d’outils dont deux seulement – à mes yeux -sont de vrais sertisseurs ; En effet l’outil dit « de sertissage conique » n’en n’est pas un strictement parlant car il se contente de resserrer concentriquement une enveloppe (l’étui) sur un noyau (la balle) sans créer concrètement la déformation, l’aplatissement ou l’écrasement qui caractérisent un sertissage.
Le premier outil, le classique, agit par rabattement ou roulage de l’extrémité de la lèvre du collet, c’est le « roll crimper » selon la terminologie US et l’action est obtenue par un déplacement relatif axial Cet outil est bien adapté aux étuis droits dont les parois minces sont facilement déformables.
Pour le second qui effectue un « segmental crimping » ou sertissage radial, ce sont des mâchoires qui agissent par pression latérale tout autour du collet pratiquement à son extrémité. C’est également ce système qui est utilisé en usines. Le sertissage radial est destiné aux étuis à collet rétreint dont l’épaisseur de paroi est relativement forte par rapport au diamètre et où, de ce fait, le sertisseur classique est insatisfaisant. C’est ce type d’outil qui – à la limite – permet un sertissage sur des projectiles ne comportant pas de gorge.
L’outil à rouler figure dans les catalogues de tous les fabricants mais le second n’est proposé que par LEE (factory crimping tool).
Effets primaires et secondaires du sertissage
Sertissage roulé
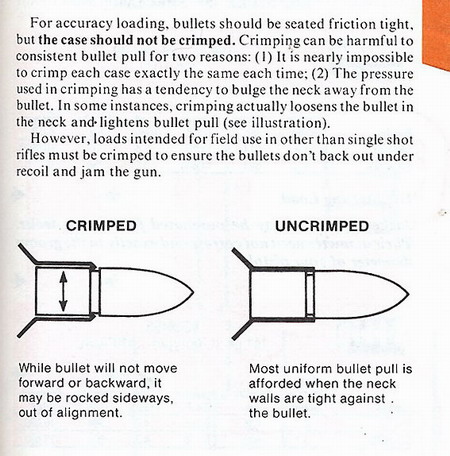
L’effet recherché , le rabattement de l’extrémité du collet dans la gorge du projectile, est obtenu par un usinage incliné ( disons un chanfrein ) entre les alésages correspondant au diamètre du collet et à celui de la balle. Par sa conception même il est très court et la poussée axiale induit une force transversale tendant à dilater le collet diminuant plus ou moins l’effet du serrage élastique. Ce phénomène souvent négligé conduit dans certains cas à une situation paradoxale : la balle sertie est fortement retenue mais elle tourne dans le collet.
On trouve dans le manuel LYMAN des indications explicites sur ce point.
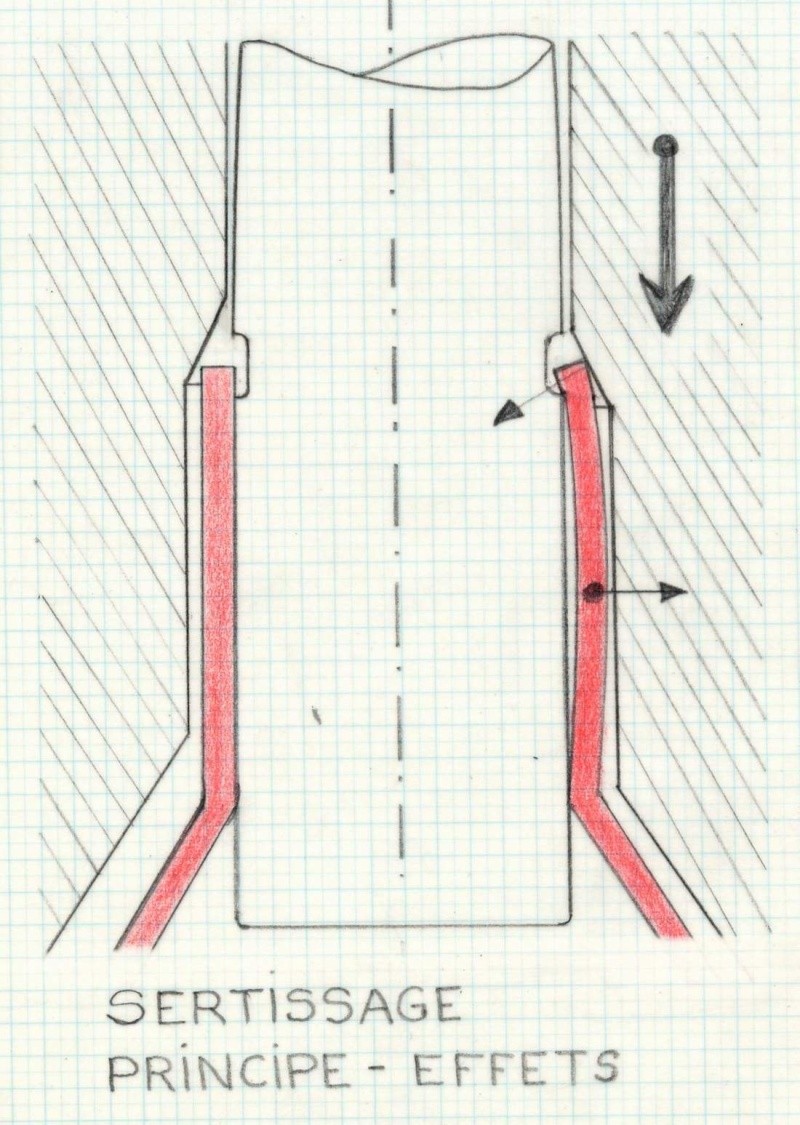
Sous une autre forme.
Ces vues en coupe mettent en évidence l’influence des jeux –cependant indispensables pour que l’outil accepte les variations possibles des cotes sur étuis ou balles – ainsi que la surface très réduite de la partie opérante de l’outil. Ceci peut expliquer pourquoi certains sertissages sont dévoyés ou excentrés et combien il faut pousser fort pour rabattre une paroi de 3.5/10 mm sur des collets de 6 à 8 mm d’où les risques de déformation.
Une autre exigence est liée à la nature même de cet outil c’est la nécessité d’avoir des étuis de longueur strictement identique : 2/10 mm de trop on bute et écrase, 2/10 de moins et on serti insuffisamment.
On verra plus loin une conception d’outil et de méthode de réglage de poussée qui atténue les imperfections de l’outil classique décrit ci-dessus.
Sertissage radial
Son premier avantage est de supprimer toute poussée axiale sur l’étui ; ensuite il peut être indifférent ou peu sensible à la longueur de celui-ci et enfin il est capable d’exercer une grande force permettant de sertir sans gorge. Un bémol sur ce dernier point : un sertissage sans gorge est délicat car il entraîne une déformation du projectile.
Le point sensible dans l’utilisation est le réglage de la puissance du serrage, une solution étant de presser jusqu’à ce que les mâchoires soient en contact. Dans ces conditions les variations de sertissage ne dépendent que des variations de diamètre de projectile ou d’épaisseur de paroi.
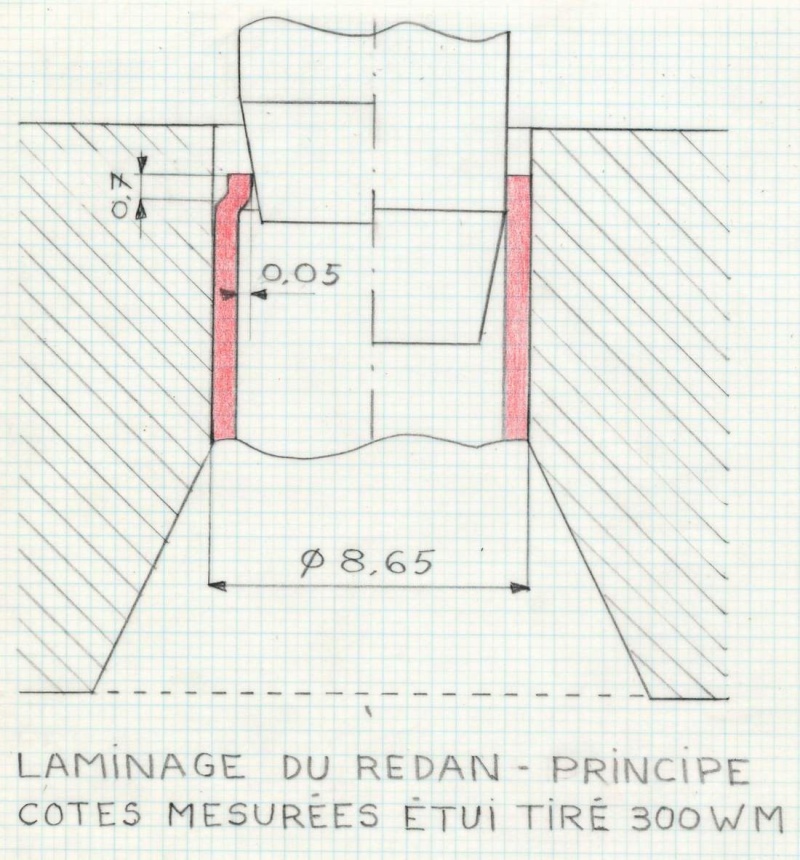
Il est rare que la bonne solution d’un problème n’ait pas un ou plusieurs effets pervers. Cet outil n’y échappe pas car il imprime profondément la zone où il agit. Il en résulte une déformation permanente très localisée que l’olive classique de recalibrage n’élimine pas ;
Pour effacer ce redan, généralement négligé, il faudra procéder à un écrasement de la zone, un laminage dont l’effet indissociable est d’écrouir le métal ; ce sera néfaste pour les sertissages ultérieurs à moins d’envisager un recuit localisé.
Ci-après, le schéma du redan et du moyen de l’éliminer ainsi qu’un modèle d’outil capable de réaliser l’aplatissement.
Les étuis sont du 280 rem.
L’outil est particulièrement simple, l’opération est à faire avant le recalibrage.
Cet apport de technique sera sans doute considéré comme un raffinement dont on peut se passer car il concerne surtout des munitions de chasse. au caractère utilitaire.
Quelques contributions personnelles
L’outil à gorges
En premier lieu, comme on sertit dans une gorge, j’ai construit cet outil qui permet d’en refouler une sur tout projectile chemisé. Il n’y a pas grand chose à en dire exception faite que le dosage de pression manuel est plus sensible que l’action du ressort et que les roulements lissent le projectile ; la molette est en Stubs traité.
Sertissage roulé
L’outil
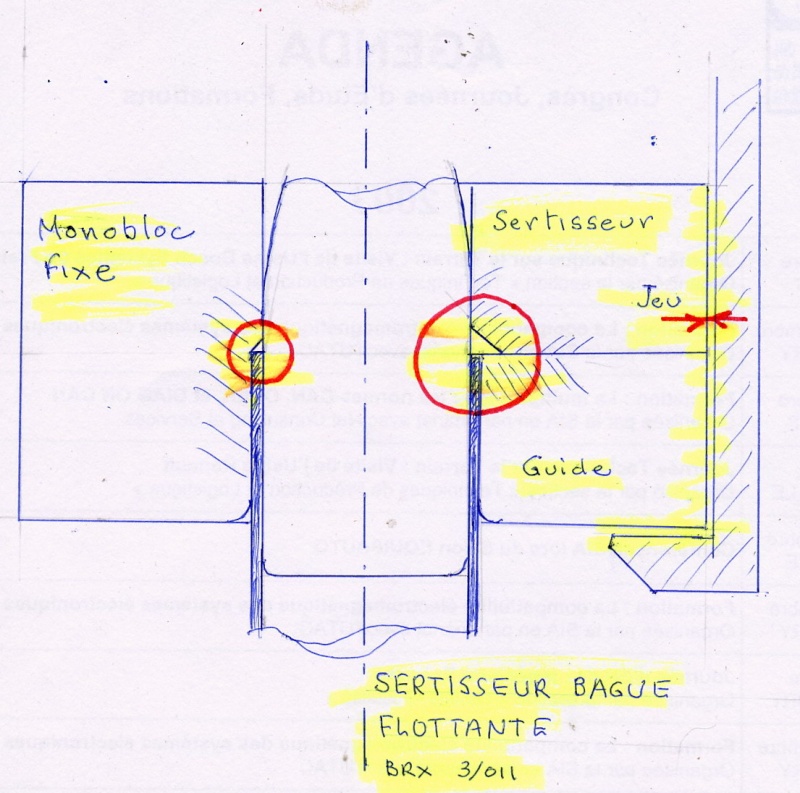
En ce qui concerne le sertissage roulé j’ai cherché d’une part à améliorer le mode d’action de l’outil et d’autre part à contrôler précisément l’effort vertical appliqué. Ces deux moyens sont combinés.
L’astuce, s’il en est, tient dans la présence d’une bague flottante auto-centreuse comportant un usinage incliné suffisamment long pour être réalisé avec précision.
L’inconvénient réside dans l’obligation de faire une passe séparée supplémentaire pour sertir.
Voici l’outil qui s’utilise avec le système décrit plus loin.
Le système de contrôle d’effort
J’ai repris, pour mon utilisation personnelle, le principe d’un dispositif existant, un mécanisme à fléau dans lequel la poussée est assurée par un poids accroché à un levier.
Avec ce dispositif, on fait ce que l’on veut.
A noter que pour obtenir un contrôle facile de l’effort exercé sur le levier de la presse un raccourcissement du bélier est nécessaire (perçage d’un trou pour passage de l’axe du palonnier). Il suffit de décoller le levier, la course active est de quelques millimètres
Application au 1873.
Il aurait été dommage de ne pas transposer cette technique et je l’ai fait.
Ci-dessus le schéma de l’outil, ci-dessous ses composants
Ce n’est qu’une présentation , le sertissage des cartouches du 1873 mérite une discussion qui lui soit propre.
Revenons au sertisseur radial, le « segmental crimping tool » le LEE factory crimp
C’est un sujet qui me tient relativement à cœur et sur lequel j’ai passé des dizaines heures depuis le début des années 80. Remarquant alors comment étaient serties mes 280 Rem utilisées à la chasse et voyant les petites traces imprimées sur le collet, il m’est venu l’idée de créer un outillage de même nature que celui utilisé en cartoucherie et accessible aux rechargeurs cela va de soi.
Les prototypes furent nombreux, le problème n’étant pas dans l’obtention des résultats mais dans la simplification maximale de la réalisation. Voici les premières étapes.
Bien que d’autres voies existent, j’ai privilégié un mécanisme à bague fendue resserrée par appui sur des surfaces coniques avec introduction manuelle de la cartouche dans le dispositif et sertissage par relevage du bélier de la presse.
Mes premiers contacts avec un fabricant d’outils m’amenèrent une réponse assez décourageante disant en substance « il résout un problème qui ne se pose pas «
Voici le texte de septembre 1986 :
Il faut dire que le proto n’était pas du genre compact.
Plus tard en Avril 87 après un échange de correspondance et présentation de la version quasi finale, je retins l’attention de W C Davis qui fut intéressé.
Ceci demeura sans suite et j’appris plus tard la naissance et la présentation de l’outil LEE. mais pour W C Davis l’outil n’existait pas sur le marché US en Avril 87. Par ailleurs un brevet Lee N°4723472 publié le 9/2/88 qui concerne un dispositif de rétreint de collet utilisant le système à pinces coniques ne cite pas son utilisation en sertisseur : déjà dans le domaine public, brevet impossible car idée déjà dévoilée ?
Dans sa version finale mon sertisseur comportait un corps d’usage universel pouvant recevoir des pinces correspondant à des diamètres de projectiles différents. Une même taille de pinces couvrait tous les calibres de même diamètre, le collet de la cartouche introduite verticalement venant en butée sur une rondelle percée au diamètre de la balle.
Le corps, le poussoir avec une vis de réglage en partie basse, la rondelle d’appui et la bague fendue en acier traité.
Ouf!

Invité- Invité
Re: Le sertissage, une façon de le voir.
manitou Lun 10 Déc 2012 - 21:52
Merci BRX pour cet exposé plein d expériences.
 :bravo:
:bravo:

J avoue que lors de mon sertissage(lee factory crimp),
mon levier de ma rocky est remplacé par une clef dynamo,
ainsi je me donne une valeur régulière a celui ci.
( l indice nikkei doit te dire beaucoup
 )
)
:bravo: J avoue que lors de mon sertissage(lee factory crimp),
mon levier de ma rocky est remplacé par une clef dynamo,
ainsi je me donne une valeur régulière a celui ci.
( l indice nikkei doit te dire beaucoup
)Dernière édition par manitoba le Lun 10 Déc 2012 - 23:42, édité 1 fois
Les armes ont torturé mais aussi façonné le monde. Elles ont accompli le meilleur et le pire, enfanté l’infâme aussi bien que le plus grand, tour à tour rampé dans l’horreur ou rayonné dans la gloire. Honteuse et magnifique, leur histoire est celle des hommes.
Charles de Gaulle

manitou- Pilier du forum

- Nombre de messages : 4944
Age : 55
Localisation : 30
Date d'inscription : 04/07/2012
Re: Le sertissage, une façon de le voir.
Pocomas Lun 10 Déc 2012 - 22:52
Passionnant, bien que mes rechargements actuels ne nécessitent pas de sertissage.
Par contre j'apprends enfin que la différence de force de retenue d'un projectile serti et d'un non-serti est vraiment importante.
Je me suis toujours demandé, ne sertissant pas, comment évaluer la diminution de tension du collet avec l'apparition de l' écrouissage du métal.
10 tirs, 20 tirs ? René Malfatti estimait qu'on pouvait tirer plus de 30 fois sans problème avant d'effectuer un recuit.
Au bout de combien de tirs les utilisateurs de bagues de recalibrage, changent-ils pour une plus étroite ?
Par contre j'apprends enfin que la différence de force de retenue d'un projectile serti et d'un non-serti est vraiment importante.
Je me suis toujours demandé, ne sertissant pas, comment évaluer la diminution de tension du collet avec l'apparition de l' écrouissage du métal.
10 tirs, 20 tirs ? René Malfatti estimait qu'on pouvait tirer plus de 30 fois sans problème avant d'effectuer un recuit.
Au bout de combien de tirs les utilisateurs de bagues de recalibrage, changent-ils pour une plus étroite ?

Pocomas- Administrateur
- Nombre de messages : 19447
Age : 69
Date d'inscription : 28/12/2008
Re: Le sertissage, une façon de le voir.
Winchester 1866 Lun 10 Déc 2012 - 23:06
Bravo très beau travail de recherche ça donne à réfléchir. super
Si c'est possible,c'est déjà fait. Si c'est impossible ça se fera
Mon Forum : Armes du Paléolithique au XIXème Siècle ---> http://prehistoire-xixeme.forumactif.org/

Winchester 1866- Pilier du forum
- Nombre de messages : 1213
Age : 76
Localisation : Ile de France
Date d'inscription : 20/11/2012
Re: Le sertissage, une façon de le voir.
manitou Lun 10 Déc 2012 - 23:15
Bonsoir Poco,
je pense te répondre clairement en te conseillant
de changer le lot d etuits dès l apparition de
quelques flyers inexpliqués,plutôt que de de changer
d outillage.....
Définir la dureté du laiton de tes etuits au fil des tirs
est bien plus délicat que de recréer un rechargement homogène
Les armes ont torturé mais aussi façonné le monde. Elles ont accompli le meilleur et le pire, enfanté l’infâme aussi bien que le plus grand, tour à tour rampé dans l’horreur ou rayonné dans la gloire. Honteuse et magnifique, leur histoire est celle des hommes.
Charles de Gaulle
manitou- Pilier du forum
- Nombre de messages : 4944
Age : 55
Localisation : 30
Date d'inscription : 04/07/2012
Re: Le sertissage, une façon de le voir.
lu1900 Mar 11 Déc 2012 - 8:53
Cela a bien du t'occuper les longues soirées d'hiver !
Un travail de titan passionné , sacré boulot !.
Un travail de titan passionné , sacré boulot !.
Cordialement...Patrice.... lu1900@gmail.com

lu1900- Pilier du forum
- Nombre de messages : 10617
Age : 66
Localisation : Quadrant alfa
Date d'inscription : 06/01/2009

Vmax666- Pilier du forum
- Nombre de messages : 2260
Age : 65
Localisation : Suisse
Date d'inscription : 08/09/2012
Re: Le sertissage, une façon de le voir.
Pocomas Mar 11 Déc 2012 - 12:07
manitoba a écrit:
Bonsoir Poco,
je pense te répondre clairement en te conseillant
de changer le lot d etuits dès l apparition de
quelques flyers inexpliqués,plutôt que de de changer
d outillage.....
Définir la dureté du laiton de tes etuits au fil des tirs
est bien plus délicat que de recréer un rechargement homogène
C'est la voie/voix de la sagesse en ce qui me concerne car je ne fais pas de bench :chinese:
Pocomas- Administrateur
- Nombre de messages : 19447
Age : 69
Date d'inscription : 28/12/2008
Re: Le sertissage, une façon de le voir.
manitou Mar 11 Déc 2012 - 19:57
On ne serti pas en bench,
on tourne les collets
on tourne les collets
Les armes ont torturé mais aussi façonné le monde. Elles ont accompli le meilleur et le pire, enfanté l’infâme aussi bien que le plus grand, tour à tour rampé dans l’horreur ou rayonné dans la gloire. Honteuse et magnifique, leur histoire est celle des hommes.
Charles de Gaulle
manitou- Pilier du forum
- Nombre de messages : 4944
Age : 55
Localisation : 30
Date d'inscription : 04/07/2012
Re: Le sertissage, une façon de le voir.
CLOSDELIF Mar 11 Déc 2012 - 20:13
C'est une discipline de "derviches" 


Non nobis Domine, non nobis, sed Nomini Tuo da Gloriam.
http://winchester-lsg.forumotion.com/
http://prehistoire-xixeme.forumactif.org/

CLOSDELIF- Pilier du forum
- Nombre de messages : 22790
Age : 72
Localisation : 81
Date d'inscription : 03/09/2009
Re: Le sertissage, une façon de le voir.
lolo577 Mar 11 Déc 2012 - 20:19
Très intéressant exposé 
C'est pas la ferraille qui commande !!!
(traduction un peu primaire de la domination de l'Homme sur la matière)

lolo577- Pilier du forum
- Nombre de messages : 1245
Age : 54
Localisation : Pas très loin de St Amable (63)
Date d'inscription : 06/08/2009
Re: Le sertissage, une façon de le voir.
Pocomas Mar 11 Déc 2012 - 20:55
manitoba a écrit:On ne serti pas en bench,
on tourne les collets
Justement, on utilise des bagues de recalibrage de plus ne plus serrées au fur et à mesure que le métal devient moins élastique. Et je voulais savoir quand changer de bague. L'explication du flyer me paraît intéressante, mais la principale explication de mes flyers est le tireur, ce qui n'est pas le cas en bench.
Pocomas- Administrateur
- Nombre de messages : 19447
Age : 69
Date d'inscription : 28/12/2008
Crimp Die
Verchère Mar 29 Jan 2013 - 5:27
Et paf ! moi qui croyait avoir, sinon inventé quelque chose mais du moins trouvé une astuce, en enfilant les 8-92 à l'envers dans un Crimp Die LEE de 8x57 !
Et je trouve grosso-modo cela sur le dessin BRX du "May 1st 87"...
Quant aux améliorations à l'étude pour rendre la pince indépendante de la longueur de douille, ce qui n'est pas le cas avec le système LEE, et utilisable pour douilles courtes, j'en arrivais presque à plagier votre montage
Seule différence importante, pour positionner la cartouche j'utilisais un tube posé sur le plat de la pince, dans lequel j'enfilais la cartouche jusqu'à contact du bourrelet ; tube coupé à la longueur exacte désirée. Et pour les cartouches à gorge, j'y engageais le shell holder pour avoir une face d'appui.
Mais le positionnement exact restait tributaire des variations d'épaisseur du bourrelet, et du jeu dans le SH, alors que votre appui sur la balle est plus sûr, car elle est positionnée à distance fixe par rapport à la base de l'étui (enfin, fixe si le pousse-balles de siégeage est parfaitement adapté à la forme, surtout pour les balles plomb).
Il faut que je voie si mon pousse-balles flottant serait utilisable pour l'appui, afin de n'avoir qu'une pièce à faire à la forme exacte de l'ogive (je viens de décider, malheureusement un peu tard, de faire un pousse-balles dans la foulée de la fabrication du moule, afin d'avoir aisément la même forme - et un poussoir de calibrage de balles, tant qu'on y est).
N'en reste pas moins qu'avec la cartouche enfilée par au-dessus, les jeux inévitables et nécessaires vont faire que le sertissage ne sera pas forcément exactement perpendiculaire à l'axe. Ceci me semble compliqué à éviter pour les douilles courtes, du moins si l'on veut que la pince soit polyvalente ; et encore, c'est à réfléchir.
Mais on peut aussi imaginer d'engager par le haut les douilles courtes, et les longues par le bas, comme sur l'outil LEE, avec un simple manchon flottant à la longueur de la cartouche (pourquoi pas le même que pour positionner les balles, car en fait il peut très bien être un peu plus court que le collet, afin de dégager la zone d'action du sertisseur.
En tous cas il est fameux ce forum, dommage que je sois certain de disjoncter avant de l'avoir étudié en totalité, et heusement que je m'y sois inscrit avant d'attaquer les nouveaux outils en projet. Voilà bien de la matière à réflexion...
Vous êtes un génie, M. BRX, on devrait lire vos articles dans Cibles !
Du moins dans l'ancien Cibles (abonné depuis le n° 67, j'ai laissé tomber il y a quelques années, les belles photos sur papier glacé ne compensant pas la vacuité du texte de la plupart des articles).
Et je trouve grosso-modo cela sur le dessin BRX du "May 1st 87"...
Quant aux améliorations à l'étude pour rendre la pince indépendante de la longueur de douille, ce qui n'est pas le cas avec le système LEE, et utilisable pour douilles courtes, j'en arrivais presque à plagier votre montage
Seule différence importante, pour positionner la cartouche j'utilisais un tube posé sur le plat de la pince, dans lequel j'enfilais la cartouche jusqu'à contact du bourrelet ; tube coupé à la longueur exacte désirée. Et pour les cartouches à gorge, j'y engageais le shell holder pour avoir une face d'appui.
Mais le positionnement exact restait tributaire des variations d'épaisseur du bourrelet, et du jeu dans le SH, alors que votre appui sur la balle est plus sûr, car elle est positionnée à distance fixe par rapport à la base de l'étui (enfin, fixe si le pousse-balles de siégeage est parfaitement adapté à la forme, surtout pour les balles plomb).
Il faut que je voie si mon pousse-balles flottant serait utilisable pour l'appui, afin de n'avoir qu'une pièce à faire à la forme exacte de l'ogive (je viens de décider, malheureusement un peu tard, de faire un pousse-balles dans la foulée de la fabrication du moule, afin d'avoir aisément la même forme - et un poussoir de calibrage de balles, tant qu'on y est).
N'en reste pas moins qu'avec la cartouche enfilée par au-dessus, les jeux inévitables et nécessaires vont faire que le sertissage ne sera pas forcément exactement perpendiculaire à l'axe. Ceci me semble compliqué à éviter pour les douilles courtes, du moins si l'on veut que la pince soit polyvalente ; et encore, c'est à réfléchir.
Mais on peut aussi imaginer d'engager par le haut les douilles courtes, et les longues par le bas, comme sur l'outil LEE, avec un simple manchon flottant à la longueur de la cartouche (pourquoi pas le même que pour positionner les balles, car en fait il peut très bien être un peu plus court que le collet, afin de dégager la zone d'action du sertisseur.
En tous cas il est fameux ce forum, dommage que je sois certain de disjoncter avant de l'avoir étudié en totalité, et heusement que je m'y sois inscrit avant d'attaquer les nouveaux outils en projet. Voilà bien de la matière à réflexion...
Vous êtes un génie, M. BRX, on devrait lire vos articles dans Cibles !
Du moins dans l'ancien Cibles (abonné depuis le n° 67, j'ai laissé tomber il y a quelques années, les belles photos sur papier glacé ne compensant pas la vacuité du texte de la plupart des articles).
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -

Re: Le sertissage, une façon de le voir.
LP Mar 29 Jan 2013 - 6:39
Verchère a écrit:
Vous êtes un génie, M. BRX, on devrait lire vos articles dans Cibles !
 et BRX a d'ailleurs déjà publié plusieurs articles. Je souhaite d'ailleurs à tous les membres de ce forum d'avoir toujours autant de passion et de vitalité intellectuelle à l'âge actuel de notre ami Jean.
et BRX a d'ailleurs déjà publié plusieurs articles. Je souhaite d'ailleurs à tous les membres de ce forum d'avoir toujours autant de passion et de vitalité intellectuelle à l'âge actuel de notre ami Jean.Côté réalisation notable récente, je rappelle que l'année dernière, il a réalisé un outil efficace pour refaire les rayures pour les 1873. Ce n'est tout de même pas rien:
https://www.tircollection.com/t9528-re-rayer-un-canon-oui-c-est-possible-la-preuve

LP- Pilier du forum
- Nombre de messages : 3248
Age : 67
Localisation : Lorraine "Qui s'y frotte s'y pique"
Date d'inscription : 28/02/2010
Re: Le sertissage, une façon de le voir.
Mezigot Mar 29 Jan 2013 - 17:40
Sujet que je suit avec beaucoup d'interet, et qui comme toujours, est couvert de facon claire, nette, precise et neamoins detaillee. 

Mezigot- Pilier du forum
- Nombre de messages : 2072
Age : 53
Date d'inscription : 02/09/2011
» Plus de longues vue dans les stand
» Amorçage et amorceurs, une façon de voir
» Recupe et trouvaille munitions MAUSER pour voir l'ensemble ( voir dans photos)
» Quelle longue vue pour tir 200m ?
» G 98 1916 "court"
» Amorçage et amorceurs, une façon de voir
» Recupe et trouvaille munitions MAUSER pour voir l'ensemble ( voir dans photos)
» Quelle longue vue pour tir 200m ?
» G 98 1916 "court"
TIR et COLLECTION Armes Règlementaires :: Le rechargement :: Poudres, presses, outils, composants et techniques de rechargement
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum