
 Accueil
Accueil Connexion
Connexion S'enregistrer
S'enregistrerLes presses au point mort
TIR et COLLECTION Armes Règlementaires :: Le rechargement :: Poudres, presses, outils, composants et techniques de rechargement
Page 2 sur 2 •  1, 2
1, 2
Re: Les presses au point mort
Verchère Ven 22 Fév 2013, 16:17
Je n'ai pas dit que la matrice flottante provoquait son désalignement, mais que cela n'améliorait pas forcément son alignement. En résumé, que si les inconvénients étaient certains (propension à se dérégler durant une série), les avantages l'étaient moins.deGuers a écrit:Et pourtant je fais d'excellentes cartouches avec ce choix du " tout flottant " , pour preuve des Neck Turn Out de collets faibles au comparateur ( collets rectifiés ) .
...
A propos d'alignement des axes , il n'est pas inutile de rappeler que si une balle engage le cône de forcement de la chambre de travers , il ne faut pas espérer de la précision .
...
Quant à la balle de travers, j'y suis sensible, d'autant que les matrices usuelles me semblent un peu laxistes à ce propos. Je travaille à un système avec manchon flottant (en partie inspiré du Lynx), qui pourrait être meilleur ; mais sans prétendre à la qualité bench-rest !
On en re-causera...
Verchère- Pilier du forum

- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -

Re: Les presses au point mort
Invité Ven 22 Fév 2013, 16:56
Rendons à César ce qui lui revient (en l'occurence C.Purdie) qui a sorti le premier manchon flottant ,un brevet d'Avril 1969 donc plusieurs années avant Lynx et à fortiori les autres.
Voici le desssin d'origine dont on peut s'inspirer.
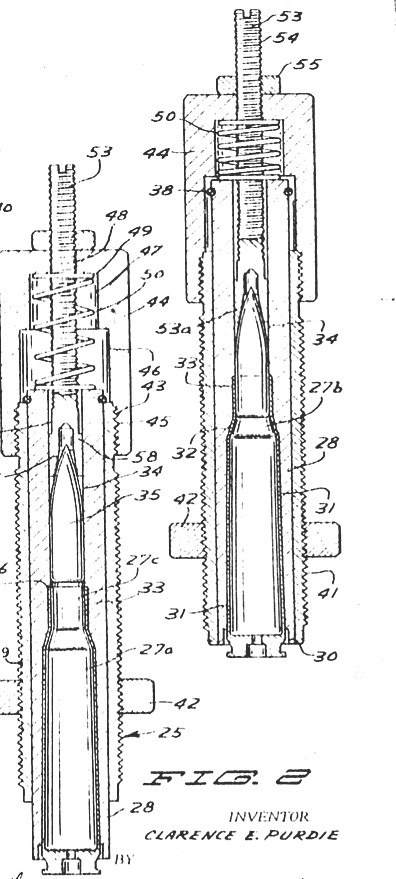
Tout est dans la régularité des diamètres: collets et balles ainsi que dans les jeux.

Invité- Invité
Re: Les presses au point mort
Arquebuse Ven 22 Fév 2013, 17:34
un tube mais il n'est pas flottant radialement, je ne vois pas comment dans ces conditions, il se centrerait
autour de la cartouche (c'est ce que l'on recherche non?)

Arquebuse- Membre confirmé

- Nombre de messages : 252
Age : 68
Date d'inscription : 07/12/2012
Manchon flottant
Verchère Ven 22 Fév 2013, 17:52
A mon avis, ce qu'on recherche c'est que la douille et la balle se centrent entre-elles. Pourquoi vouloir centrer quelque chose sur une douille, qui branle comme c'est pas permis dans son shell-holder ? La seule chose dont on puisse espérer une stabilité, c'est le porte-outils ; et justement le pousse-balles y est fixé. Alors je ne vois pas de meilleure solution que de centrer la douille sur le porte-outils, par manchon flottant interposé.Arquebuse a écrit:Là effectivement le système propose un manchon flottant mais uniquement axialement, il coulisse dans
un tube mais il n'est pas flottant radialement, je ne vois pas comment dans ces conditions, il se centrerait
autour de la cartouche (c'est ce que l'on recherche non?)
A noter que dans le système Purdie, le pousse-balles est centré par l'extension du manchon, ce qui est certainement mieux que de le laisser "en l'air" au bout d'une vis dont l'alignement est toujours sujet à caution. Je ne retiendrai pas ce système, restant à : douille centrée dans le manchon flottant, lequel est ajusté dans le porte-outils, et pousse-balles lui-aussi ajusté dans le porte-outils, mais c'est seulement pour rendre le pousse-balles indépendant du manchon flottant (polyvalence sur plusieurs calibres) et pour simplifier l'usinage du manchon flottant. Sinon je l'adopterais.
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Les presses au point mort
Invité Ven 22 Fév 2013, 19:24
En aucun cas il ne faut compter sur l'action du shell holder pour assurer le centrage de la base de l'étui.
C'est ce que j'avais retenu pour réaliser un outil en 243 dont voici les éléments internes.
]

Ils sont montés dans un manchon Lynx. L'outil qui s'utilise normalement permet un réglage de l'enfoncement au 1/10 mm.
J'avais, à une autre époque, essayé un outil de précision RCBS dans lequel on glissait la balle par une fenêtre latérale et les résultats obtenus étaient honorables certes mais pas aussi bons qu'on pouvait l'espérer. J'en ai fait part à un ingénieur de RCBS qui l'expliquait par la nécessité de prévoir des jeux assez larges afin d'accepter les tolérances sur balles et étuis.
Pour finir, voici l'ensemble de cet outil en 243 W.

Invité- Invité
Siégeage dans l'axe
Verchère Ven 22 Fév 2013, 20:06
Cela empire d'une minute à l'autre ! 3 point maintenant... Eh oui, non seulement ça se tient, mais c'est une évidence.BRX a écrit:Pour enfoncer la balle dans l'axe, il faut que celle-ci coulisse avec le minimum de jeu ans l'alésage où elle passe et que le manchon flottant se centre parfaitement sur le collet, là encore avec unjeu minimal ou par l'appui sur le cône d'épaulement. Comme il faut encore un troisième appui pour centrer le corps d'étui, ce peut être obtenu par un alésage conique au profil du corps - pas très facile - ou mieux, à mon sens par une bague pressée par ressort et coulissant dans un alésage cylindrique.
En aucun cas il ne faut compter sur l'action du shell holder pour assurer le centrage de la base de l'étui.
C'est ce que j'avais retenu pour réaliser un outil en 243 dont voici les éléments internes.
étaient honorables certes mais pas aussi bons qu'on pouvait l'espérer. J'en ai fait part à un ingénieur de RCBS qui l'expliquait par la nécessité de prévoir des jeux assez larges afin d'accepter les tolérances sur balles et étuis.
Pour finir, voici l'ensemble de cet outil en 243 W.
Pour centrer le collet, je ne vois pas trop comment le faire directement, du moins pour un outil "toutes douilles". Car non seulement il faut un peu de jeu pour laisser gonfler le collet quand la balle y rentre, mais les épaisseurs de collet varient notablement d'une origine à l'autre. Donc, sauf en bench-rest, il faudrait se centrer sur l'épaulement.
Pour centrer la base, un manchon flottant usiné conique semblerait convenir, pas si difficile si on l'usine dans la foulée de la matrice de recalibrage. Mais compte-tenu des tolérances des douilles, le centrage sera approximatif car cela ne touchera réellement qu'à un niveau.
Donc un manchon en deux parties indépendantes, l'un se calant en haut, l'autre en bas. Autrement dit, une bague Balher en bas ! Je ne peux que me plier à la démonstration de BRX, et réviser mes dessins. En fait c'est plutôt une simplification, car cela facilite les usinages et permet une plus large polyvalence des éléments sur divers calibres ; la seule chose embêtante c'est les ressorts, dont j'arrivais à me passer...
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Les presses au point mort
deGuers Sam 23 Fév 2013, 04:56
deGuers- Pilier du forum
- Nombre de messages : 4592
Age : 71
Localisation : sous les tropiques ...
Date d'inscription : 23/12/2010
Re: Les presses au point mort
Invité Sam 23 Fév 2013, 08:33
Il ne suffit pas d'avoir des idées -évenuellement bonnes- mais il faut qu'elles soient retenues par qui est capable de les mettre en application ou, encore, qu'elles arrivent au bon moment.
L'outil de sertissage radial (factory crimp), en 1986 soit bien avant qu'il apparaisse sur le marché, Hornady considérait "qu'il resolvait un problème qui ne se posait pas " et en France personne ne s'y est intéressé. LEE, toujours astucieux, l'a adopté et avec un certain succès. De même il était inutile d'espérer faire connaître un amorceur universel de conception nouvelle mais utilisant un tube réservoir d'amorces quand, aux US, il était arivé un accident sérieux du à une explosion en chaîne.
Créer puis espérer vendre du matériel de rechargement sur le marché français est encore plus utopique et plus risqué qu'éditer un livre à compte d'auteur.
Nul n'est prophète en son pays et l'aventure Lynx est là pour le prouver car les outils de la firme n'ont figuré que dans les premières éditions du manuel Malfatti. Preuve suplémentaire que ce constructeur, le seul français, est bien oublié, R.Malfatti lui-même n'en fait aucune mention dans son ultime ouvrage "Mes noces de diamant avec le rechargement" alors qu'il avait conseillé les créateurs ; il s'est par contre largement étendu sur les productions américaines.
Invité- Invité
Re: Les presses au point mort
Verchère Dim 24 Fév 2013, 03:50
Cela fait pas mal d'années que je fabrique des outils de rechargement, mais au cas par cas, jamais un jeu complet (c'est pour ce mois-ci, sauf si je passe tout mon temps sur le forum). Pas beaucoup au total, guére plus d'une vingtaine (quoique, peut-être 30), dont beaucoup ne méritent pas qu'on s'y attarde. Mais au moins 1 de chaque fonction, ce qui m'a permis en 2008 de dresser des plans types pour un système d'outils MX-08 (MX c'est la vallée où habite Verchère) qui faisait suite aux outils 14 (14 mm, pas 1914). Depuis peu, BRX a "cassé ma baraque", et le système devrait s'appeler MX-BRX ; d'ailleurs au train où vont les choses, ce sera bientôt BRX-MX08...deGuers a écrit:Excellent tout cela ! A quand les jeux d'outils FRANÇAIS BRX-Verchère à la vente ?
Quand seront-ils en vente ? Jamais je l'espère, car leur conception modulaire pousserait vendeurs et clients au suicide.
Ils sont par contre organisés pour simplifier au maximum l'auto-fabrication, et je compte bien lorsqu'ils seront au point en communiquer les plans cotés, sur ce forum ou ailleurs.
Ceux qui ont des moyens d'usinage ne les utiliseront certainement pas tels quels, car ils trouveront assurément des simplifications ou améliorations à leur apporter.
Quant à ceux qui doivent "faire faire", ils auront des plans cotés à faire exécuter ; tout au moins une source d'inspiration...
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -


Pocomas- Administrateur
- Nombre de messages : 19448
Age : 69
Date d'inscription : 28/12/2008
Re: Les presses au point mort
Arquebuse Dim 24 Fév 2013, 18:11
Verchère a écrit:Ils sont par contre organisés pour simplifier au maximum l'auto-fabrication, et je compte bien lorsqu'ils seront au point en communiquer les plans cotés, sur ce forum ou ailleurs.Ceux qui ont des moyens d'usinage ne les utiliseront certainement pas tels quels, car ils trouveront assurément des simplifications ou améliorations à leur apporter.Quant à ceux qui doivent "faire faire", ils auront des plans cotés à faire exécuter ; tout au moins une source d'inspiration...
Génial ça, ne serait-il pas judicieux si tu décides d'en faire profiter tout le monde, de poster les plans (au moins de principe) avant de les fabriquer, ça permettrai à ceux que le sujet intéresse et qui ont des idées de te les proposer.Tu décideras de valider où pas suivant que tu penses l'idée valable où pas (après tout c'est ton plan
Arquebuse- Membre confirmé
- Nombre de messages : 252
Age : 68
Date d'inscription : 07/12/2012
Outils modulaires MX
Verchère Lun 25 Fév 2013, 00:46
Certes, et c'était bien mon objectif. Comme il fallait un fil conducteur, j'avais pensé illustrer par le 11-73, un thème très en vogue ici. Mais il y a des imprévus :Arquebuse a écrit:Génial ça, ne serait-il pas judicieux si tu décides d'en faire profiter tout le monde, de poster les plans (au moins de principe) avant de les fabriquer, ça permettrai à ceux que le sujet intéresse et qui ont des idées de te les proposer.Tu décideras de valider où pas suivant que tu penses l'idée valable où pas (après tout c'est ton plan
- Cela ne saute peut-être pas aux yeux, mais de nouvelles informations et idées arrivent presque chaque jour, qui me font réviser mes plans ; je ne m'en plains pas, au contraire !
- Je voudrais avancer graduellement, mais sur le forum cela part dans tous les sens, et pour ne rien rater je suis obligé de suivre...
- Je voulais aussi rester discret, mais cela, il est évident que je n'y arrive pas !
Alors d'ici quelques jours je vais lancer 2 sujets spécifiques : "Outils modulaires MX" et "Totale 73", en Rechargement. Le premier discutant mon projet de système d'outils, le second étant une application pratique avec éventuellement quelques extensions (fabrication des balles, canonnerie, etc.).
Et j'essaierai de ne pas me disperser trop sur les autres sujets, sinon le tour va rouiller !
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Les presses au point mort
deGuers Lun 25 Fév 2013, 04:52
Manson l'a taillée à mes cotes pour une balle lourde de 360 grains .
Pour le rechargement je pensais faire modifier le jeu d'outils 9,3 x74 R en 9,5 ( .38-90 WCF ) , faute de mieux . Mais c'est un RCBS à deux outils sans manchon de guidage .
Et je compte bien tirer loin avec ce calibre utilisé aux 1000 yards aux usa . Un ami fait un custom de son côté , même calibre mais sur un boîtier de Rolling Block .
D'où le grand intérêt porté à ces outils bien pensés ...
deGuers- Pilier du forum
- Nombre de messages : 4592
Age : 71
Localisation : sous les tropiques ...
Date d'inscription : 23/12/2010
Outillage 38-90
Verchère Mar 26 Fév 2013, 04:16
Pour mes outils, je ne suis encore pas très certain des problèmes pouvant se poser pour un recalibreur de douilles très longues. Par contre pour expandeur, recalibreur de collet et "factory crimp" j'ai déjà des solutions fonctionnelles. Mais comme tu l'as vu, pour le siègeage un débat est ouvert...
Mon projet consiste surtout à mettre au point un outillage satisfaisant réalisable avec des moyens d'usinage réduits ; si tu n'as pas de tour et que tu t'adresses à un professionnel, il sera vraisemblablement bien équipé et je ne suis pas certain que mes recettes soit aussi intéressantes sur des machines perfectionnées : à matériel différent, procédures différentes.
Quoique, un usinage simple reste simple, mais pour un prix guère plus élevé tu pourras peut-être avoir un outillage nettement plus sophistiqué ; il faudra aussi mettre cela en balance avec le coût d'un jeu d'outils modifié...
Pour ma part, je ne sais même pas combien coûte l'heure de travail chez un tourneur indépendant.
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Les presses au point mort
deGuers Mar 26 Fév 2013, 05:03
Puis au hasard des forums us , j'ai constaté le retour des .38" pour les longues distances , et même parfois en silhouettes métalliques .
Le .38-90 s'est imposé de lui-même car il se refait à partir de l'étui de 9,3x74R qui est un peu plus court , les diamètres restant proches au pouillème ; les étasuniens disent que les germains ont simplement copié .
Il accepte 87 grains de suisse n° 4 , charge importante pour le calibre d'où trajectoire tendue , tout bénèf' pour les réglages du dioptre Soule .
Ce .38-90 WCF est un express à pas de rayures long à l'origine ; mais le pas prévu pour le .375 H&H est en 1 pour 12 , et là c'est tout-bon pour tirer une balle lourde . Barreau trouvé sur Naturabuy .
Le collet de l'étui du 9,3 passe à 9,6 sans effort à l'évaseur du .38-56 WCF ( autre custom du même collègue , et excellent calibre que je teste en ce moment d'ailleurs ) .
Avec la fraise de chambre Manson Reamer il devrait être possible de reprendre le calibreur du 9,3x74 après détrempe , mais c'est plus coton pour ce qui est du positionneur de balle ; le sertissage me sera à priori inutile . Sans compter que je n'aurai qu'un jeu d'outils basique , sans guidage de balle .
Les outils de .38-90 existent , ils sont sur commande , chers , et de toute façon classiques .
Autant investir dans du cousu-main ; deux armes , deux tireurs , deux jeux d'outils .
Avec un dessin coté accompagné d'une cartouche ( sans poudre ni amorce ) , c'est jouable ?
Pour l'anecdote j'ai rechargé - tiré du 9,3x74 R en poudre noire ; c'est sympa .
Il y rentre 77 grains de PN au Drop Tube , balle Lee de 250 grains . Du coup je l'ai baptisé .37-77-250 Straight ; ça fait plus Creedmoore .
J'ai même tiré une balle calepinée ; mais bon , ce n'est pas un centre d'intérêt pour cet excellent forum ...
deGuers- Pilier du forum
- Nombre de messages : 4592
Age : 71
Localisation : sous les tropiques ...
Date d'inscription : 23/12/2010
38 - 9.3x74R
Verchère Mer 27 Fév 2013, 05:15
Un nouveau calibre c'est toujours bienvenu ; il y en a si peu... (ici, lutin "je rigole")deGuers a écrit:Je voulais changer du sempiternel .45-70 et passer en .40" , mais pas trouvé de barreau en France dans ce calibre .
Oui, 0.3 c'est pas grand chose. Tu trouveras un système très commode et économique dès le début de mon prochain sujet "Outils MX", mais il faut encore que je peaufine les dessins pour qu'ils sortent bien au format Forum.Le collet de l'étui du 9,3 passe à 9,6 sans effort à l'évaseur du .38-56 WCF
Hum ... tu ne feras alors que recalibrer aux cotes de l'étui sortant de chambre, soit peut-être rien. Pour servir à quelque chose il faudrait que la matrice soit aux cotes "chambre - jeuFonctionnel - élasticitéLaiton". Tout dépend des cotes de commande de la fraise, si c'est celle d'une chambre CIP de 9.3 x 74 le recalibreur standard sera plus petit, d'une valeur correcte, et il suffira de réaléser le collet.Avec la fraise de chambre Manson Reamer il devrait être possible de reprendre le calibreur du 9,3x74 après détrempe
Si ce n'est pas trempé très dur un alésoir normal le fait peut-être (faire raffûter un alésoir de 10 HS, il suffit qu'il tienne une fois). Sinon, BRX pourra dire si c'est possible au rodoir.
Ceci permettrait de ne pas altérer le traitement thermique de la matrice.
Certains ne recalibrent jamais le corps, seulement le collet ; tu pourrais alors éviter l'achat du jeu d'outils...
Pas plus, si tu te contentes d'un positionneur simpliste. Si tu veux mieux, et pour le tir à longue distance cela peut être justifié, attends un peu : tu devrais voir apparaître des idées intéressantes, mais pour avoir un système optimisé il faudra un peu de temps. Alors si tu est pressé ... Sinon, cherche d'abord le principal : un tourneur.mais c'est plus coton pour ce qui est du positionneur de balle ; le sertissage me sera à priori inutile . Sans compter que je n'aurai qu'un jeu d'outils basique , sans guidage de balle
Eventuellement, mais avec le type de projet que je voudrais développer il te suffira d'avoir les dessins des éléments, d'y reporter tes cotes (après quelques calculs éventuels), et d'appuyer sur "Avant" (enfin, faut tout de même choisir, affûter et monter les outils). Et trouver la camelote, et une solution pour le traitement thermique (quoique, si tu tires peu, des matrices non traitées tiendront un moment).Avec un dessin coté accompagné d'une cartouche ( sans poudre ni amorce ) , c'est jouable ?
Moi ça m'intéresse, beaucoup. Mais pas tout en même temps ! J'y reviendrai dans quelques temps...J'ai même tiré une balle calepinée ; mais bon , ce n'est pas un centre d'intérêt pour cet excellent forum ...
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Page 2 sur 2 • 1, 2
» RCBS une nouvelle presse ( mais du déjà vu)
» Presses à crémailère
» Les Presses et astuces
» HORNADY presse automatique Losk'n Load
TIR et COLLECTION Armes Règlementaires :: Le rechargement :: Poudres, presses, outils, composants et techniques de rechargement