
 Accueil
Accueil Connexion
Connexion S'enregistrer
S'enregistrerTotale 73
Page 9 sur 13 •  1, 2, 3 ... 8, 9, 10, 11, 12, 13
1, 2, 3 ... 8, 9, 10, 11, 12, 13
 Re: Totale 73
Re: Totale 73
Corto Maltese Dim 07 Juil 2013, 08:00
Verchère a écrit:
il me semble que les Balleurope (....) ont un rétreint à 2 étages, le premier formant un cordon de plomb pour pseudo-sertissage par simple enfoncement de la balle. Elles ne conviennent donc pas, à mon avis, au sertissage traditionnel que fait le Crimp Die. .
C'est un point que je voulais souligner depuis longtemps...Les Balleurope, (et les balles issues du moule NEI) comportent un bourrelet qui est sensé accroître la tension du collet et assurer une certaine tenue à la balle, à défaut de sertissage.
Il n'empêche que ce bourrelet devient une gêne dès que l'on veut réaliser un vrai sertissage, puisque qu'il constitue l'inverse de ce qu'il devrait y avoir, à savoir une gorge (de sertissage, of course...). Dans un autre post, j'avais évoqué le recyclage de balles plomb de 45ACP par "recalibrage" de la base en la passant au tour. Ces balles comportent une gorge de graissage, qui devient une magnifique gorge de sertissage, et qui résout tous les problèmes que l'on peut avoir avec nos balles "à bourrelet".
Pour comparaison, de gauche à droite : Une Balleurope, une balle Frontier 230 Gr pour 45, la même après "dégraissage" (pour montrer la gorge), puis après recalibrage de la base au tour

La balle légèrement enfoncée. Le bord de la douille enlève l'excédent de graisse comme un emporte pièce.

La balle complètement enfoncée, sans aucun sertissage :

Un simple passage dans l'outil de recalibrage suffit à serrer la douille dans la gorge...Avec un factoty crimp die, il faudra faire attention à ne pas faire un sertissage excessif...
A noter que la longueur de l'étui doit être adapté à ce type de balle (ici 22 mm) si on veut garder de la place pour la poudre. L'enfoncement est évidemment plus important, mais la tenue n'en est que meilleure.
Bref, il nous faut des balles avec une gorge de sertissage, et pas avec un bourrelet...

Corto Maltese- Futur pilier

- Nombre de messages : 986
Age : 60
Localisation : 44
Date d'inscription : 25/01/2013
Re: Totale 73
Invité Dim 07 Juil 2013, 15:03
Effectivement les Baleurope n'ont pas une géométrie très rigoureuse et le culot trop court rend le sertissage incertain. Pour pallier, j'ai aussi commencé par reprendre la base au tour ( j'ai déja passé des photos à ce sujet) mais finalement je suis venu à une autre technique, un matriçage total de la Baleurope.
J'ai fait un outil qui se monte sur un balancier et, en quatre coups vigoureux - le plomb n'est pas si mou qu'on le croit - je passe à la forme que vous voyez. La partie réduite est un peu allongée et calibrée avec une empreinte sans aucune utilité et un profil de nez un peu modifié. Là aussi une gorge de graissage disparait d'où une question: faut-il la recréer ou non ?
Des essais comparatifs orientés "emplombage " m'ont montré que la gorge - qui doit être faite sur le tour balle montée - n'apporte rien de perceptible pour autant que les balles soient dument Aloxées.*
En conclusion, comme ce culot bien calibré permet un enfoncement facile, une tension de collet régulière et un bon sertissage, je préfère reprendre les Baleurope que de les utiliser nature; il est vrai que je suis un petit tireur.
Ne croyez pas que cet enfoncement supplémentaire réduise le volume libre pour la poudre, sur étuis 44-40, je tourne autour de 170 m/s avec 0.21 g de A1, balle aloxée sans ajout d'une seconde gorge.


Invité- Invité
Re: Totale 73
Verchère Lun 08 Juil 2013, 03:05
Verchère a écrit:A défaut de balle optimisée pour le 11-73 (comme celles de GM15), il vaudrait mieux prendre n'importe quelle balle plomb de "gros 44" ou "petit 45", plutôt légère et calibrée selon l'arme et les opinions religieuses du tireur...
J'avais, après coup, eu peur que personne ne comprenne ce que sous-entendait mon "calibrée selon ... et selon ...".
Mais visiblement CortoMaltese et BRX ont saisi.
La technique de CortoMaltese, reprendre le culot au tour ... c'est pas super-productif !
BRX avait expérimenté un "raboteur de culot" très prometteur, mais qui fut malheureusement décevant.
Il nous présente maintenant une technique plus éprouvée, et qui me semble la voie à suivre.
Sa constation qu'un bon aloxage dispense de rainure de graissage rejoint celle de GM15, aussi peut-on sans doute considérer ce point comme acquis, ce qui simplifie notablement la réalisation de balles compressées, et même la fabrication de moules (j'ai déja usiné quelques moules pour des tireurs, certains canardant beaucoup, en 45 ACP, 9 Para, 8-92 et 32 ACP, sans rainures de graissage, à moleter puis aloxer, et ils en sont très satisfaits du point de vue emplombage).
Mais le fait de partir d'une Balleurope du commerce, pour l'écrabouiller, me semble un peu gâchis... Effectivement, former l'ogive par compression demanderait encore plus d'effort ; et obtenir un poids constant en coupant un gros fil de plomb est difficile (voire impossible). Mais on peut partir d'une balle coulée "maison" quelconque, pourvu que le Ø soit proche (à peine plus petit si possible) et le poids convenable. Il me semble qu'en 44 (balles de .430) on devrait trouver cela...
Certes, même si l'action de compression peut donner lieu à diverses solutions plus ou moins mécanisées (si on n'est pas pressé, au cric hydraulique ça doit le faire), la compression de balles impose des matrices réalisées sur mesure, et là je crains qu'il ne faille oublier le tour pakistanais !
CortoMaltese, BRX et moi-même avons un tour, alors ce n'est pas trop un problème. Mais pour ceux qui sont restés au moyen-âge (désolé, j'ai pas pu résister), la vie est plus dure !
Cependant, ils peuvent espérer que les discussions, suggestions et expérimentations relatées sur ce sujet "Totale 73" déboucheront sur le tracé d'un matériel qu'ils pourront commander à leur tourneur favori ; les formes étant plus simples que celles d'un moule à balle, il n'y a pas de raison que cela revienne beaucoup plus cher.
La forme obtenue par BRX, conique semi-wadcutter, ceinture de prise de rayures de faible longueur et culot rétreint assez long, correspond exactement à ce que j'avais planifié.
Qu'est-ce que cela donne en précision ?
Resterait ensuite à voir l'évidement de culot, celui de BRX ne pouvant guère prétendre donner une jupe expansible. Avec un outillage organisé en conséquence, le plat du culot (ou l'évidement) est formé par un simple poussoir cylindrique, dont il est aisé de réaliser de multiples versions.
L'ogive peut-être maintenue, ou formée, ou juste re-formée, par un autre poussoir cylindrique. La forme tronçonique est plus aisée à usiner qu'une ogive parfaite, et le SWC donne de la robustesse au poussoir, qui sinon aurait tendance à gonfler en cas de manoeuvre trop brutale. Alors, même si ça fait pas d'époque, je l'accepte volontiers.
Pour l'effort de compression, une fois effectués les premiers essais à la presse à balancier (qui fournit pas mal de tonnes), j'étudierai la possibilité de procéder sur une presse de rechargement. Mais on n'y a de la force qu'en fin de course, près du point mort haut. Pour reformer une balle de 44 coulée, il ne faut sans doute pas beaucoup de course ; mais pour partir d'un lingotin cylindrique il en faudra plus... J'envisage donc un système de cliquet, permettant de procéder en plusieurs coups de levier.
Mais faut d'abord finir les foins !
Une autre idée, plus ou moins en l'air car je n'ai pas ce genre de matériel : quelqu'un ici a-t-il une presse à recalibrer les balles ? Il me semble que certaines ont un poussoir haut, un poussoir bas, et une matrice en 2 parties (entrée et recalibreur). N'est-il pas possible de panacher des éléments de 44 et de 45 pour recalibrer une balle en 44 en bas et 45 en haut ?
Verchère- Pilier du forum

- Nombre de messages : 19091
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -

Re: Totale 73
Invité Lun 08 Juil 2013, 08:39
Bref complément.
Je me souviens maintenant que l'empreinte à la base a pour objet de dilater la partie inférieure du culot afin qu'il remplisse parfaitement la cavité de l'outil et ça marche.
Bien que ma presse personnelle soit très robuste, elle est insuffisante pour matricer même en reprise à moins de multiplier les passes; le balancier est la machine idéale. L'outil est à la portée d'un tourneur moyen mais la matrice doit être en acier traité afin de bien conserver la petite différence de diamètre corps/culot; le poiçon doit glisser juste et peut être en étiré.
J'ai du passer un post détaillé sur mon procédé ( pour essais) de fabrication de balles; Il y a le cisaillage des lopins, le formage de la base, l'ajustage du poids par limage, le formage de la pointe et le moletage. je n'ai pas réussi à le retrouver.
Concernant le moletage, aucun problème si ce n'est qu'il faut réduire le diamètre pour tenir compte de la déformation. Avec la cote de 11.5 plus moletage, les balles ne rentrent pas dans le barillet (ou alors il faut forcer ce qui n'est pas acceptable).
On peut évidemment matricer en une seule passe mais l'ajustement du poids est facilité si on part d'une balle déjà demi formée.
Invité- Invité
Re: Totale 73
Verchère Mar 09 Juil 2013, 04:06
Je ne m'engage pas sur le fait que j'arriverai à proposer un outil de matriçage pour presse ; je m'engage juste à essayer (balles en plomb pur, je précise). Sur une RockChucker cela devrait être possible, sur la petite LEE en alu certainement pas. Mais dans tous les cas, au prix d'un "pompage" sur le levier, avec éventuellement l'enfoncement progressif d'une cale... L'outil risque d'avoir une apparence rappelant vos prototypes ; et d'avoir la même absence d'application pratique. Mais sait-on jamais...BRX a écrit:... à moins de multiplier les passes; le balancier est la machine idéale.
Dans mes expérimentations passées, jamais de problèmes avec la matrice, à condition qu'une butée mécanique empêche le poussoir d'emplafonner un ressaut de la matrice. Par contre le poussoir d'ogive devait être trempé revenu, sinon la pression du plomb le faisait gonfler. Principalement le poussoir à ogive pointue, pour former des balles chemisée soft-nose de 222 (chemise réalisée avec une douille tirée de 22 LR). Très jolies balles, absolument lamentables en cible ! Dès qu'on bourre un peu, le "glissant juste" ne suffit pas et il y a une mince bavure de plomb aux raccords : le tonnelage s'impose presque.BRX a écrit:... L'outil est à la portée d'un tourneur moyen mais la matrice doit être en acier traité afin de bien conserver la petite différence de diamètre corps/culot; le poiçon doit glisser juste et peut être en étiré.
Celui-ci ? https://www.tircollection.com/t14651-totale-73#190575BRX a écrit:... J'ai du passer un post détaillé sur mon procédé ( pour essais) de fabrication de balles; Il y a le cisaillage des lopins, le formage de la base, l'ajustage du poids par limage, le formage de la pointe et le moletage. je n'ai pas réussi à le retrouver.
Il m'a semblé que votre moletage était exagéré, peut-être pour les besoins de la photo. J'ai aussi cette tendance, mais les collègues utilisant mes moules font un moletage très faible, estimant que de minces stries suffisent à retenir assz d'Alox, et effectivement l'emblombage n'est pas significatif. Il me semble d'ailleurs que GM15 aloxe sans moleter.BRX a écrit:... Concernant le moletage, aucun problème si ce n'est qu'il faut réduire le diamètre pour tenir compte de la déformation. Avec la cote de 11.5 plus moletage, les balles ne rentrent pas dans le barillet (ou alors il faut forcer ce qui n'est pas acceptable).
Pour l'ajustement de poids, je crois (d'après lectures confirmées par l'expérience) qu'il n'y a que 2 solutions rationnelles :BRX a écrit:... On peut évidemment matricer en une seule passe mais l'ajustement du poids est facilité si on part d'une balle déjà demi formée.
- partir d'un lingotin calibré (moule cylindrique à cavité réglable, ou moule à balles adéquat, ce qui donne une ogive pré-formée). On compresse alors jusqu'à ... ce que cela ne veuille plus.
- partir d'un lingotin excédentaire (le fil de plomb coupé à longueur doit être considéré comme tel). On compresse alors jusqu'à une butée mécanique, réglable pour plus de versatilité. Le plomb excédentaire (il en faut, sinon ... il n'y en a pas assez) gicle alors par un petit trou (Ø 2 environ) sur le côté de la matrice, sous forme d'un vermicelle. Les balles sont parfaites, mais la force nécessaire est plutôt importante ; inutile d'espérer le faire sur une presse à recharger !
Verchère- Pilier du forum
- Nombre de messages : 19091
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Totale 73
Invité Mar 09 Juil 2013, 10:17
Encore quelques précisions:
- Pour le poinçon de matriçage, usiné en creux avec une lèvre relativement fine, l'utilisation d'un acier sans traitement évite un écaillage de l'extrémité. On peut aussi admettre qu'il se dilate d'un fifrelin sous l'effort maxi et ainsi assure une meilleure étanchéité (si ce terme convient). Pour le moment, je n'ai pas dépassé la centaiine ou guère plus d'unités reformées et je ne vois pas de bavure.
- Côté moletage, c'est exact la photo publiée ne donne pas une vue très présentable. En fait, je fais un moletage nettement plus fin mais l'augmentation apparente de diamètre se tient à 2/10 mm. Il y a une petite série d'essais à faire pour affiner avec du doigté pour moleter assez mais pas trop.
- Côté respect du poids, la solution moulage d'une ébauche qu'on matricera sans enlèvement de métal est la solution la plus simple. Mon cisaillage de lopins avec limage ne convient que pour les petits consommateurs.
Invité- Invité
Balles compressées
Verchère Jeu 11 Juil 2013, 04:43
Tout ce que j'ajouterais donc, c'est que quand les poinçons se déformaient c'était immédiat, et au 3e coup ça ne rentrait plus. Quand ça tenait quelques coups, ça tenait indéfiniment (disons des centaines, on n'a assurément pas atteint le millier pour les deux calibres bien étudiés) : à l'évidence, le plomb n'est pas un métal très abrasif...
La pauvreté de l'offre commerciale en balles et moules semble un sérieux problème !
Si l'on était sur un calibre plus "simple", comme le 8-92, je pourrais envisager de produire une série de moules pour faire un cadeau de Noël à chaque intervenant du sujet... Mais le 11-73 c'est pas si facile : le culot rétreint complique les choses, et si l'on veut ajouter le culot creux ça devient carrément du sérieux ! C'est un calibre pour lequel la compression se justifie réellement.
Verchère- Pilier du forum
- Nombre de messages : 19091
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Test d’arrachement de balle, à la balance romaine
Verchère Mer 17 Juil 2013, 05:26
En résumé, la force d'arrachement de la balle très fortement sertie (voir plus haut) était, en fourchette large, de 25 et 30 kg. Ce n'est pas énorme mais pour le 11-73 cela me semble déjà bien.
Quand j'aurai amélioré le dispositif, je testerai la force d'extraction d'un sertissage modéré, à priori requis pour ménager les douilles et le profil de la balle.
Et surtout la régularité sur une bonne dizaine de cartouches. C'est en effet le plus important, une faible force de rétention pouvant en partie se compenser par un choix judicieux de la poudre, de la densité de chargement, et du bourrage éventuel.
Un dispositif est en construction, pour réguler l'effort de sertissage au Crimp Die avec "introduction par le haut", qui permettra de comparer la régularité de la force d'arrachement entre le sertissage au Crimp Die "à position constante" et "à effort constant".
Verchère- Pilier du forum
- Nombre de messages : 19091
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Totale 73
Mezigot Lun 22 Juil 2013, 22:52
Voici donc les donees de base:
Etuis: LYNX.
Balle: Plomb pur, coulees dans le moule P1155 Lynx-HR, non-calibrees.
Amorces: LP de chez RWS, joint verni apres pose.
Charge: 80 cg (12,4 grs) de 3Fg GOEX.
Lubrification: Interne, pastille de cire dentaire de 1,4 mm d'epais prise entre une rondelle de carton USB6 de 0,6 mm d'epaisseur et 11,1 mm de diametre cote poudre, et un disque de papier a cigarette du meme diametre cote balle. Externe, Lee Liquid Alox applique apres assemblage complet de la cartouche.
Au chronographe (Oehler 35) a 2,5 m de la bouche, on obtient, avec des cartouches vielles de 2 ans sur 12 coups:
V2,5 = 159,1 m/s
Vmax = 165,8 m/s
Vmin = 154,8 m/s
Ecart-type = 3,0 m/s
A 20 m, le PIM se situe a +2 cm, G3 cm par rapport au PV. Bons groupement malgre le coup de doigt occasionnel du mauvais tireur que je suis, fort peu d'encrassement, nettoyage facile. La V0 se situe approximativement entre celle de la cartouche Mle 1873 (130 m/s) et celle de la Mle 1873/90 (190 m/s). Je referai des essais avec des amorces LPM et possiblement une poudre plus vive (de la suisse No 1 si je peux en pincer...).
Les photos: Cartouche, pastille apres le tir, cible (1ere serie de 6 visee a 6h00 du visuel, 2e serie visee a 3h00 du 10, un coup de doigt dans chaque cas)



Voila!
Si vous etes sages, je vous metterai les resultats du 1892 en PN avec la balle graissee Balleurope, et, pour les amateurs du 1882 suisse, un duplicat quasi-a-l'identique de la cartouche M.1886 (balle blindee, charge PN, lubrification externe) qui donne des resultats pas trop mauvais (92/100 en C50 au 1er essai)
Mezigot- Pilier du forum
- Nombre de messages : 2072
Age : 53
Date d'inscription : 02/09/2011

LP- Pilier du forum
- Nombre de messages : 3248
Age : 67
Localisation : Lorraine "Qui s'y frotte s'y pique"
Date d'inscription : 28/02/2010
7x65R (8x57JRS) >> 11-13, par lîmage du culot
Verchère Mer 24 Juil 2013, 05:44
En pratique, sur quelques dizaines de 7x65R RWS j’ai noté un bourrelet de 1.29 à 1.35, majoritairement 1.30 mm. Et un logement d’amorce de 3.17 à 3.25, souvent vers 3.22 mm. Par ailleurs, mes Large Pistol CCI ne font que 3.00 mm (2.98 à 3.04). On peut donc prendre jusqu'à 0.2 mm (0.17 à 0.25) sur la majorité des cartouches, et ramener ainsi tous les bourrelets à 1.20 mm, voire 1.10 en sélectionnant.
Un autre point est à considérer : le 73 admet un bourrelet de Ø 13.27 mm maximum, alors que les tables CIP indiquent 13.32 pour les 7x65R et 8x57JRS. Cependant les 7x65R examinées présentaient des bourrelets entre 13.18 et 13.26, acceptables tels quels...
Une inquiétude s'est fait jour, du fait que l’amorce se trouvant reculée, la trajectoire très oblique du percuteur allait trop désaxer son point d’impact. Un traçage sur papier montre qu'en reculant l’amorce de 0.2 mm (bourrelet de 1.2 au lieu de 1.0 mm), le point de percussion remonte d’environ 0.15 mm. C’est peu, voire négligeable, sauf si le percuteur frappe déjà trop haut...
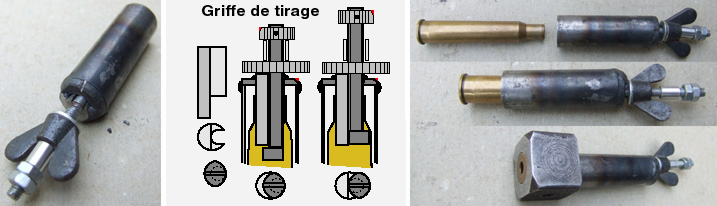
L'outil applique une idée de BRX : une bague trempée, de même longueur que la douille désirée, et pourvue d'un drageoir. J'ai ajouté un étrier basculant d'un côté ou l'autre, pour bloquer la douille en cours de travail. Il est muni d'une vis à tête fraisée garnie d'un patin en plastique dur, qui sert de poussoir ; pour les détails, les photos suffisent peut-être...
La douille est engagée par l'opposé du drageoir pour scier, donnant un excès permettant ensuite d'araser la douille à la cote exacte (ré-engagée dans l'autre sens et lîmée à niveau de l'outil).
Cotes : l'alésage cylindrique à 11.95 / 12.00 permet d'enfiler la douille dans les deux sens avec un minimum de jeu, le drageoir à 13.27 fait calibre pour éliminer les bourrelets trop larges, sa profondeur de 1.20 déterminant l'épaisseur de bourrelet obtenue en lîmant à fleur du corps d'outil. Par défaut, la longueur maximale permise sur le 73, soit 22 mm, facile à réduire ensuite au raccourcisseur LEE.

La réalisation n'a pas été aussi simple ! Je suis parti d'un gros ressort de section 25 x 25, facile à trouver gratuitement (dent cassée d'un "outil à dents", très utilisé en culture de céréales), recuit et refroidi lentement dans la cendre, usiné, puis trempé à l'eau froide et revenu à 200° / 220° durant 20 mn. Plutôt que du traditionnel XC 80, c'est sans doute un acier allié (55 S 7, 45 SCD 6, etc.) ; une fois trempé ce n'est pas absolument inattaquable à la lîme, mais la dûreté s'avère suffisante. Par contre, même recuit cela reste assez difficile à usiner !
L'angle rentrant du drageoir doit être très vif, pour que le bourrelet s'engage parfaitement : mal préparé, l'outil résistait mal et des reprises ont été nécessaires. La difficulté de mesurer précisément des portées aussi courtes n'a rien arrangé, et les cotes du drageoir ont été bouffées tant en Ø qu'en profondeur... De plus, cet acier réagit beaucoup à la trempe : toutes les cotes gonflent de 0.45% !
Pour l'occasion, j'ai testé des procédés de circonstance. Chauffe au rouge cerise dans le foyer de la cuisinière à bois, poussée à fond pour cuire le pain (la pièce sur une demi-brique, au milieu de la grille, sinon elle coule vite sous les braises). Revenu dans le four, à côté du pain, dont la température optimale de cuisson est un bon indicateur : sous 200° les crêtes ne noircissent pas, et à 250° tout charbonne.
L'outil obtenu est tout de même utilisable, au moins pour tester le principe (seul le calibre d'élimination des bourrelets trop gros est inopérant). Mais les premiers essais ont montré que le drageoir trop profond ne permettait de lîmer les culots qu'à 1.24 / 1.27 mm de bourrelet, laissant 3.15 / 3.18 de puits d'amorce. Impossible de remonter sur le tour pour réduire le drageoir : ce cube est trop irrégulier, et trempé !
J'en ai profité pour bricoler la "rectifieuse plane pakistanaise" de mes rêves : une simple tablette verticale, placée devant un touret d'affûtage. La tablette bascule sur deux rotules en bas (des trous fraisés à 90° appuyant sur des écrous bombés), et une en haut, réglable pour ajuster l'espace tablette - meule. La rectification se fait en glissant à la main la pièce entre tablette et meule : la pièce, bien plaquée contre la tablette, est promenée en tous sens car la meule n'est pas forcément régulière, jusqu'à disparition des étincelles. Après quoi on peut reprendre une passe (la vis supérieure, au pas de 1, et le rapport des distances donne environ 2.7/100 par graduation, la passe raisonnable paraissant être d'une demi graduation, soit guère plus de 1/100). Il suffit d'enlever 3 écrous pour ôter la tablette et la vis de réglage, rendant la meule à son usage d'origine (le bâti peut rester en place - à noter que s'il est aussi massif, ce n'est pas en raison des efforts de coupe, très faibles, mais pour que son poids limite les vibrations, ennemies jurées en meulage).

Des entretoises, serrées par de longues vis dans les trous M6 de l'outil, forment des poignées permettant de meuler la pièce, et pas les doigts. Le montage paraît scabreux, même si les rotules sont plaqués par des ressorts susceptibles de s'effacer si la pièce basculait en biais : une meule qui éclate ne vaut certes pas une grenade, mais à la vitesse où ça tourne... Cependant, en faisant bien gaffe, ça marche !
Le défaut de parallélisme entre face d'appui et face rectifiée ne dépasse guère 1/100, la surface est bien plane, malgré un joli aspect moiré révélant les passages de meule ; les maladresses laissent des traces flagrantes (photos ci-dessous), mais pas gênantes ici.
La rectification concernait la face côté drageoir, mais il fallait déjà établir un appui bien parallèle à cette face (laquelle avait été tournée perpendiculaire à l'axe). Donc, d'abord le côté drageoir sur la tablette, jusqu'à obtenir une surface régulière et parallèle sur la face opposée (ayant été dressée en retournant ce cube grossier dans un mandrin 4 mors, ce n'était pas fameux : +- 0.06 mm). Puis quelques passes côté drageoir, et nouvel essai de lîmage des culots : les bourrelets font environ 1.23, les puits 3.07 mm.
Encore quelques passes, et l'on obtient des bourrelets de 1.16 à 1.20 mm, avec puits de 3.01 : on n'ira pas plus loin, sinon les amorces vont dépasser. En fait, l'épaisseur des bourrelets n'est pas régulière sur le pourtour d'une douille (différences de 2/100 à 9/100). J'incriminerais un appui inégal des douilles au fond du drageoir : rien ne dit qu'au départ elles étaient parfaites, et elles ont été tirées une fois...
 | Le lîmage des culots, d'abord à la lîme moyenne, puis fine, s'avère fastidieux : dans le laiton, cela mord mal ! La douille doit être plaquée au fond du drageoir ; si elle bouge à peine, des copeaux s'infiltrent sous le bourrelet et la cote est faussée. L'étrier de recoupe n'est ici d'aucun usage, mais en lîmant le culot avant la coupe de longueur, on peut tirer la douille par l'épaulement : j'ai donc réalisé une "entretoise de tirage" simpliste (pour faire mieux, ce serait compliqué), et ôté l'étrier qui gênait alors la prise à l'étau. |
La procédure de recoupe a été indiquée plus haut, avec le bourrelet du côté plat et la scie frottant le long du drageoir. Afin de préserver cette surface primordiale pour lîmer le culot, et épargner la scie, on peut aussi couper avec le bourrelet dans le drageoir : enfiler sur la douille une rondelle ordinaire de 12, et scier en frottant sur la rondelle. Pour finir ensuite à la lîme, enlever la rondelle (on arrive même à s'en passer, et à scier en laissant assez d'excès pour lîmer proprement). Enfin, ébavurer collet, bourrelet et puits d'amorce ; le "Deburring Tool" RCBS convient, malgré une fâcheuse tendance à brouter en extérieur...
Rappel : sur les métaux minces, la coupe est plus propre en sciant à contre-sens.

Les douilles obtenues ont perdu leur marquage d'origine, mais sans poinçon pour re-frapper "11-73", cela n'a pas grand intérêt... Bourrelets d'environ 1.2 mm, puits d'amorce de 3.0, longueur 21.81 +- 2/100.
Ces 7x65R RWS donnent une épaisseur de collet très régulière, 0.60 / 0.63 (croissant à 0.67 / 0.70 à 5 mm des lèvres, ce qui est compensé par la conicité). Mais pour cette épaisseur intermédiaire entre les douilles plutôt épaisses usuelles et les anciennes Paris-Sport tournées, on ne trouvera pas de balles !
Un réalésage des douilles serait donc utile, et fera l'objet d'une étude ultérieure.
A noter que telles quelles, ces douilles calibrées à 11.50 / 11.55 au collet offrent 1.35 à 1.40 cc de volume interne (desquels il faudra déduire le volume occupé par le culot de la balle).
La productivité est assez faible ! 3' 10" pour lîmer un culot (montage 28", lîmage 2' 10", démontage 15" et ébavurage 17"). Puis environ 2' pour la coupe de longueur et l'ébavurage du collet.
Soit un total de 5' 10", limitant la production horaire à 11 pièces.
Pourtant les métaux jaunes se lîment aisément, mais à condition que la lîme soit absolument neuve ; et elle le reste longtemps, à condition de ne jamais toucher le moindre bout d'acier. De ce point de vue, l'arasage sur une surface en acier trempé est le pire qu'on puisse imaginer...
 | Conclusion : l'expérience m'a montré qu'il n'est pas si trivial de réaliser cet outil au tour. On pourrait aussi essayer de le bricoler avec des rondelles en acier trempé (cales de roulements), collées aux bouts d'une entretoise adéquate, carrée si possible pour faciliter la prise à l'étau : rondelle de 12 côté collet, de 15 x 1.2 pour le drageoir (pas sûr qu'elle existe en 14). Mais le lîmage du culot est trop fastidieux à mon sens, et le principe en limite l'usage aux révolvers acceptant les bourrelets de 1.2 mm. Alors je vais encore essayer autrement... |
Ce message est téléchargeable au format PDF, avec images à haute définition (5.19 Mo).
Dernière édition par Verchère le Sam 03 Aoû 2013, 06:49, édité 3 fois (Raison : 1) recuit >> revenu - 2) corrections sur l'étrier (au début), ajout chronométrages (à la fin))
Verchère- Pilier du forum
- Nombre de messages : 19091
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Totale 73
Mezigot Mer 24 Juil 2013, 20:50


Mezigot- Pilier du forum
- Nombre de messages : 2072
Age : 53
Date d'inscription : 02/09/2011
Re: Totale 73
Verchère Jeu 25 Juil 2013, 05:31
Pas de quoi, c'est pas un gros effort, aucun même : ayant des copains rétifs à Internet, j'avais préparé le message sur le FCD LEE dans mon logiciel de PAO, pour l'exporter en PDF, en prévoyant d'en copier-coller le texte sur TCAR (j'avais grosso-modo choisi les marges et la police pour que cela reste à peu près identique). Comme cela a très bien marché, c'est devenu systématique pour les messages sérieux : je colle le texte dans Bloc-Notes pour y ajouter manuellement les balises de mise en forme, j'envoie les photos sur forumactif et j'en intercale les liens dans le texte, puis je copie-colle le tout dans l'éditeur TCAR... Faut dire que l'éditeur de forumactif, même si les modifs récentes sont pour moi une amélioration, c'est pas de la tarte pour un message long !Mezigot a écrit:Merci Verchere de t'etre foule de mettre le tout en format PDF. C'est toujours bon a avoir sous la main, et je me coucherai moin bete ce soir.
:salut: :Hi !:
Du coup, la mise en page de mes PDF est misérable, sinon ce ne serait guère reproductible sur TCAR, mais c'est le contenu qui compte, non ? Par contre les photos restent à la dpi de l'appareil photo, pour qu'on puisse zoomer Acrobat au maxi afin de voir les détails gênants.
Quant à la mise en place sur le site perso, j'ai un logiciel qui fait l'envoi, et ne suis pas obligé d'expédier les bites une à une dans la prise télephonique, au lance pierres ; alors c'est pas bien dur (heureusement, sinon elles ne prendraient pas les virages de la ligne PTT, dans nos vallées de montagne).
N'empêche qu'avec ça, la synthèse du sujet n'avance guère !
PS : je viens dans mon message précédent de corriger une abominable coquille, remplaçant un "recuit" erronné par "revenu".
Verchère- Pilier du forum
- Nombre de messages : 19091
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Totale 73
Invité Jeu 25 Juil 2013, 14:04
Dans son message d'hier, Verchère a écrit:
" L'outil applique une idée de BRX : une bague trempée, de même longueur que la douille désirée, et pourvue d'un drageoir. J'ai simplement remplacé la vis de blocage radiale, dont je craignais qu'elle n'abîme la douille, par un étrier basculant d'un côté ou l'autre ..."
montrant ainsi que l'image publiée prête à confusion. En effet, la vis ne sert qu'au maintien de la bague trempée dans le corps en dural étant sous-entendu que ce même corps peut recevoir d'autres bagues.
J'utilise mon outil en poussant simplement l'étui de la main gauche tandis qu'avec la droite je scie ou lime. Il ne m'a pas paru nécessaire d'ajouter un système de maintien avec blocage.
Je dois ajouter que je bave de jalousie en constatant avec quelle habileté Verchère, GM15, Mézigot pour ne citer qu'eux réussissent à incorporer une multitude d'images aux bons endroits de leurs textes alors que je piétine dans cet exercice.
Bonne continuation à ce sujet fleuve qui, à mes yeux, mérite encore plus de participations qu'il n'en reçoit.
Invité- Invité
Re: Totale 73
Verchère Ven 26 Juil 2013, 06:02
Dont acte. Si vous estimez que je dois corriger le message, il suffit de le dire...BRX a écrit:... Dans son message d'hier, Verchère a écrit: "... J'ai simplement remplacé la vis de blocage radiale ..."
montrant ainsi que l'image publiée prête à confusion. En effet, la vis ne sert qu'au maintien de la bague trempée dans le corps en dural étant sous-entendu que ce même corps peut recevoir d'autres bagues....
J'avoue que je n'avais pas du tout vu la structure de votre outil comme cela. En conséquence, pour faire juste la coupe, sans lîmage de culot, il suffit d'avoir un tube en acier trempé enchassé dans un bloc carré quelconque. Des tubes d'acier très dur, alésés en 12 ... j'en ai dans ma boîte d'axes de pistons d'auto ; mais quelle bagnole ??? Coupe à la disqueuse, ajustement de longueur à la meule, enfiler dans le bloc de façon à laisser un drageoir (trop large certes, mais c'est pas gênant).
C'est à la portée de ceux qui n'ont pas de machines outils ; seul problème, pour le sciage avec léger excès de longueur (bourrelet côté lisse et scie côté drageoir), faut éviter de trop esquinter la surface du bloc, non traitée. REM : au montage, mettre le bout "non meulé" de l'axe du côté "lîmage finition", car il sera plus perpendiculaire que le bout meulé, et l'axe peut-être plus dur en surface qu'à coeur.
Je triche un peu : les photos étroites composées de plusieurs petites (pour qu'on voie les photos tout en lisant le texte) sont pré-assemblées ainsi sur PhotoShop, en une seule image à la dpi requise (100 dpi, largeur 700 pixels mais souvent je mets un peu plus, alors sur les écrans petits le bord est tronqué). Celles en demi largeur ... j'ai bêtement recopié les balises HTML utilisées il y a des années sur mon site perso, et trouvées je ne sais plus où :BRX a écrit:... Je dois ajouter que je bave de jalousie en constatant avec quelle habileté Verchère, GM15, Mézigot pour ne citer qu'eux réussissent à incorporer une multitude d'images aux bons endroits de leurs textes alors que je piétine dans cet exercice.
- Code:
<TABLE><TBODY><TR><TD vAlign=top width=323><CENTER>ICI LE LIEN D'IMAGE TEL QU'IL EST FOURNI QUAND ON ENVOIE L'IMAGE, COMMENCANT PAR [url=http...] ET FINISSANT PAR [/url]</CENTER></TD><TD vAlign=top>ICI LE TEXTE QUI VA DANS LA COLONNE DE DROITE</TD></TR></TBODY></TABLE>
NB : pour que ça marche, il faut dé-cocher "Désactiver le HTML dans ce message" avant de prévisualiser et d'envoyer.
Verchère- Pilier du forum
- Nombre de messages : 19091
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
7x65R (8x57JRS) >> 11-13, par lîmage du culot
Verchère Sam 27 Juil 2013, 03:24
Ce bel été a permis de vite boucler les foins, et la douce chaleur incite à passer l'après-midi à l'atelier, plutôt que de piocher en plein soleil. Alors les choses avancent un peu plus vite.
Je viens de finir les essais d'une autre méthode de retouche du bourrelet, par l'avant cette fois-ci, avec une fraise-cloche "maison" : en 3 secondes d'usinage à la perçeuse à colonne (10 sec. avec le temps d'actionner l'interrupteur et l'arrêt de la broche), bourrelet réduit à n'importe quelle cote désirée +- 2/100. Le rapport complet suivra d'ici peu, mais je ne suis pas encore satisfait car à ces 3" d'usinage effectif s'ajoutent 3' 18" de montage, démontage et finition manuelle : pour une technique mécanisée, nécessitant un outil spécial compliqué, c'est pas fameux !
N'empêche que la cadence monte à 18 pces/h, par rapport à mes 4 pces/h au tour !
Je n'avais pas chronométré le procédé par lîmage du culot, trop fastidieux ; fastidieux voulant dire "durée variant du simple au triple selon l'humeur du moment".
Mais la nouvelle méthode reprenant l'outil à lîmer pour faire la coupe de longueur, j'ai évalué celle-ci :
- coupe à la scie et finition à la lîme : 1' 40'" à 2' / pce,
- ébavurage au Deburring Tool RCBS : 21" / pce.
Ceci sans retourner la douille dans le cube : il n'est pas difficile de scier à 0.5 mm de la face sans la toucher. Mais il faut tenir la scie à 2 mains, ce qui rend indispensable l'étrier de blocage. D'ailleurs pour la lîme aussi, la tenue à 2 mains améliore la vitesse et la planéité du travail.
Voilà...
Allez, en avant-première, une liste des méthodes dont l'expérimentation est encore prévue :
- au tour pakistanais horizontal, avec outils-gabarits calibrant vite et exactement la retouche du bourrelet par l'avant et la coupe de longueur. Celle-ci devrait être la bonne !
- transformation 45ACP >> 11-73, procédé qui sera j'espère inédit mais réservé aux détenteur d'une autor. Colt 45. Bien dommage, car susceptible de fournir directement des douilles à parois minces et à gros volume de poudre.
- alésage interne au tour pakistanais vertical, pour uniformiser et augmenter le volume de la chambre à poudre, et affiner le collet. Procédé destiné à la finition des douilles obtenues par lîmage du culot, fraise-cloche ou tour pakistanais...
Je ne prétendrai pas vous dire comment vous DEVEZ faire, mais simplement comment vous POUVEZ faire ; pour ce calibre, ou un autre...
Et ça m'amuse, d'essayer des trucs tordus... J'ai pas trop le temps, mais je le prends, sans lui demander son avis !
Dernière édition par Verchère le Sam 03 Aoû 2013, 06:42, édité 1 fois (Raison : Correction d'erreurs d'abréviations ' et " ; enfin j'espère que c'est juste...)
Verchère- Pilier du forum
- Nombre de messages : 19091
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
7x65R (8x57JRS) >> 11-13, par fraise-cloche
Verchère Ven 02 Aoû 2013, 08:03
Si cette technique s'adapterait à toutes les douilles, les 44 Mgm et 44-40 seraient difficiles à agripper ; alors que retoucher des 7x65R ou 8x57JRS avant de les couper, c’est du gâteau !
Ce qui suit fera parfois référence à un outil à lîmer.
Il s'agit de fraiser l'avant du bourrelet par une scie-cloche concentrique au corps de douille, l'évidement intérieur de la fraise étant usiné conique avec un très faible jeu, comme une chambre de barillet (il faudra donc procéder sur des douilles recalibrées au Ø adéquat). S'il serait compliqué d'entraîner la fraise en rotation tout en maintenant fixe la douille, l'inverse est très simple et revient au même.
Sur une perçeuse à colonne, la douille est plantée verticalement sur un pivot au Ø de l'amorce, fixé sur la table. Le collet est tout simplement serré dans le mandrin ; pour éviter qu'il ne s'écrase, on glisse préalablement dans la douille une tige ronde de 7 (7x65R) ou 8 (8x57JRS). L'entraînement est alors assuré, et un poids fixé à la manette de descente appuie fermement la douille sur le pivot.
Préalablement à la prise en mandrin, on aura enfilé la fraise sur le corps de douille. Il suffit alors de démarrer la perçeuse en tenant la fraise soulevée, puis de la descendre au contact du bourrelet, et d'appuyer jusqu'à la butée. En effet, pour uniformiser les épaisseurs, la fraise est pourvue d'une couronne circulaire prolongée plus bas que les dents, arrêtant ainsi la descente lorsqu'elle touche l'embase du pivot. Celle-ci est fixe, et comme la fraise ne tourne pas aucune usure n'est à craindre.
Tant qu'on y est, cette couronne de butée est elle-même taillée en dents, afin d'écrêter s'il était besoin un bourrelet trop gros ou décentré par rapport au corps de douille. La fraise est nécessairement munie de poignées ; en fait elle est cylindrique, et montée dans un tourne-à-gauche sur mesures (dans un souci de flexibilité, à tout hasard, j'ai repris le Ø des outils Lynx, soit 18 mm).
Cotes : alésage conique, 11.95 à la base et 11.50 à 25 mm, pour serrer au plus près les douilles recalibrées (Trim-Die RCBS de 8x57), afin d'obtenir la meilleure perpendicularité de fraisage. La couronne à 13.20 rogne les bourrelets trop larges, et sa profondeur de 1.00 mm détermine l'épaisseur de bourrelet, en bloquant la descente de la fraise. Ces cotes au 1/100 ne sont qu'un objectif ; on fait ce qu'on peut...

La réalisation, après l'outil à lîmer, n'a pas nécessité de retouches acrobatiques ! Barre de torsion d'auto, Ø 18, recuite, usinée, taillée, puis trempée à l'eau froide et revenue à 200° / 220° durant 20 mn, et enfin affûtée à la Dremel. C'est vraisemblablement un genre de 55S7 ou 45SCD6, gonflant de 0.45% à la trempe, et à priori trop doux pour faire des outils coupants ; mais dans du laiton ça fait tout de même un joli copeau, et ça devrait tenir un moment...
Traitements thermiques comme l'outil à lîmer, mais dans la cuisinière à bois la surveillance est aléatoire et la moindre surchauffe aurait rongé les dents. Alors pour la trempe j'ai allumé la mini-forge "PSA" (tambour de frein de 403, vaguement briqueté, avec ventilateur de chauffage de GS alimenté par batterie via un variateur, analogue à celui déjà présenté pour mon tour pakistanais mais sans interrupteur au pied).
L'acier étant aussi difficile à usiner que celui de l'outil à lîmer les culots, le "drageoir" de 1.00 mm est tout aussi illusoire. Mais ici il n'est pas gênant que l'angle rentrant soit arrondi, cela arrondit juste l'arête du bourrelet, ce qui n'est pas plus mal pour éviter les bavures à l'usage. Quant à la cote exacte, elle peut-être corrigée, en plus ou en moins, par des cales au niveau du pivot.
La taille des dents n'est pas difficile ; mais lassante ! On constatera d'ailleurs que je ne suis pas un artiste en outils à dentures multiples... Les dents sont taillées avant la trempe - revenu et affûtées après, avec une mini-meule, uniquement sur la face avant des dents, avec un léger angle de coupe.
Des trous sont percés un peu plus bas que la couronne puis dégagés à la scie pour ébaucher les dents, qui sont ensuite finies à la lîme. La fraise étant destinée à une perçeuse sans inversion de sens, les dents sont "à l'envers", car c'est ici la pièce qui tourne, et non l'outil.
La dépouille au dessus des dents est donnée à la lîme pour la couronne, au burin pour la denture intérieure, mais ce n'est qu'un détalonnage : en fait, elle est laissée nulle sur environ 1 mm en arrière des arêtes de coupe, afin de permettre des réaffutages sans changement de cote.
Cela évite aussi que l'outil n'ait tendance à engager et à brouter, ce qui est fréquent sur le laiton ; et si l'attaque s'avérait trop laborieuse, le montage sur pivot à billes permet d'appuyer assez fort.
Le pivot est en effet monté sur roulements à billes, afin d'éviter l'usure du logement d'amorce. Il est en plastique mécanique (nylon, delrin, etc.), monté serré dans les roulements, et force légèrement dans le puits d'amorce, sans en toucher le fond. La douille s'appuie donc sur la bague intérieure du roulement qui, quoique minuscule (688 2Z, Ø 8 / 16, ep 5), admet jusqu'à 30 à 60 kg de charge axiale ; et pour améliorer la tenue, il est doublé...
A droite, une tige de 7 (pièce d'imprimante) dont la mince gorge de circlip est garnie d'un joint torique trop petit : étiré à l'extrême, il ne gêne pas le mandrin mais empêche la tige de tomber dans la douille.

L'embase du pivot est forée d'un trou de 16 au besoin ajusté à la lîme pour que les roulements passent librement. Ils seront collés à la Loctite, ce qui est plus prudent qu'un montage "serré" car le moindre excès comprime les bagues extérieures et bloque les roulements, surtout les petits. Cette embase étant prévue pour d'autres travaux encore non définis, elle est percée de 2 trous Ø 5 fraisés, pour fixation sur un support, et de 4 trous taraudés M4 pour y fixer ce qu'on voudra...
Aucun effort axial ne s'applique sur le pivot et tout est supporté par les roulements. Si leur collage ne suffit pas, on peut fixer une plaque inférieure par les trous de 5, mais le pivot ne doit pas frotter dessus.
 | Il faut un roulement étanche (type RS) ou à la rigueur protégé (Z), au moins en haut. C'est à ce niveau que l'on peut placer des rondelles de calage, pour augmenter ou diminuer l'épaisseur de bourrelet laissée par la fraise. Une cale de diminution (Ø 13 maxi) peut se coincer sur le pivot (cf dessin) mais il serait préférable qu'elle soit libre, afin de l'ôter pour nettoyer, car des copeaux passant dessous fausseraient la cote ; idem pour une cale d'augmentation (Ø 14 mini à l'intérieur), fixée par les trous taraudés. Le premier essai donnant des bourrelets d'environ 1.13 mm, j'ai ajouté une cale de diminution de 0.1 mm (canette de Coca, en acier), pour descendre à 1.0 mm. |

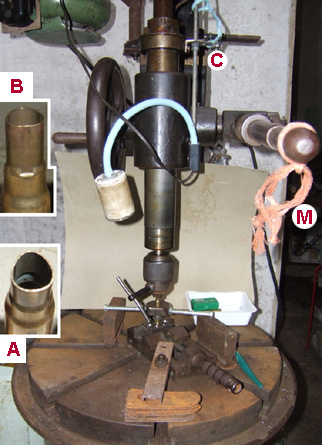 | La broche est descendue sur la butée de descente munie d'une cale amovible C. Elle a été préalablement réglée pour que le mandrin enserre alors le collet sans buter contre l'épaulement, ce qui permet de le serrer franchement. Avec la tige de 7 enfilée dedans, il prend alors une forme triangulaire qui empêchera tout patinage (A). En ôtant la cale, on peut descendre légèrement plus bas afin de terminer l'enfoncement de la douille sur le pivot. Il faut forcer un peu (pas trop car les roulements souffriraient ou se décolleraient), et les mors glissent sur le collet jusqu'à l'épaulement, qui bloque le mouvement (B). L'ensemble a été pré-positionné pour qu'à ce moment la manette soit horizontale, afin que son poids maintienne une poussée vers le bas (avec une manette à 3 branches, fixer un poids sur une branche ; si quelque chose dépasse, placer un avertisseur M pour éviter les accidents). L'usinage ne dure que 10 à 15 secondes (dont 3" de copeau, à la vitesse de 460 t/mn, soit 18 m/mn). Tourner la fraise pour que ses poignées ne soient plus au dessus des cales, descendre bien droit au contact et appuyer jusqu'à sentir que cela ne mord plus, puis relever la fraise en la reposant sur les cales. En appuyant sur les poignées on risque de forcer de travers ; il vaut donc mieux appuyer directement sur le corps du tourne-à-gauche. |

Démontage dans l'ordre inverse, suivi d'un nettoyage des copeaux, y compris sous l'éventuelle rondelle de correction (brosse à dents ou air comprimé). On arrive à 1' 20" en moyenne, par bourrelet retouché.
La recoupe de longueur, avec l'outil "à lîmer les culots", prend bien 1' 40" ; au total 2 minutes avec l'ébavurage au Deburring Tool RCBS. Soit environ 3' 20" pour le bourrelet, la recoupe et la finition, permettant un maximum de 18 douilles à l'heure.
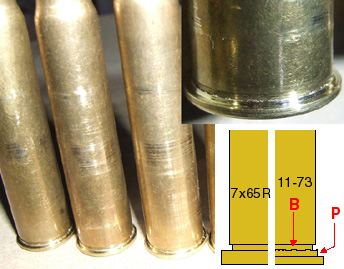 | Les douilles obtenues ont un bourrelet d'épaisseur 1.00 à 1.05, avec une variation de 2 à 3/100 sur la périphérie d'une même douille. La couronne d'écrêtage des bourrelets trop gros a très peu travaillé, sur de minimes excentricités de bourrelet, le plus gros étant finalement à 13.26 mm. Les douilles ne sont que peu rayées par la rotation dans l'outil, et les surfaces usinées sont impeccables. On note une légère bavure B, refoulée dans la mini-gorge originelle et difficile à ôter (si elle se rabattait vers l'extérieur, elle pourrait gêner). Par ailleurs la fraise, forcément un peu plus grosse que la base, laisse un infime pré-bourrelet P ; à priori sans importance. |
Dans le lot d'essai une douille différe : marque ППУ ('p', 'p' et 'ou', en cyrillique, selon la rousse aux gros roberts), collet à 0.62 / 0.71 (oille ouah !) et capacité totale 1.35 cc.
Conclusion : l'outil n'est pas si facile à réaliser, et pour produire une certaine quantité il faudrait le soigner un peu plus... On peut toutefois imaginer une fraise simplifiée, sans recours au tour à métaux : un tube en acier très dur alésé à 12 (axe de piston), dans lequel on taillerait une denture plus petite qu'ici au Dremel (éventuelle ébauche à la disqueuse de 115 mm, disque 1.5 mm pour inox). On oublierait la couronne dentée d'écrêtage des bourrelets trop gros, la butée se faisant sur une rondelle de 14 x 1 mm fixée sur l'embase. Cependant l'alésage 12.0, voire un peu plus, laisserait un "pré-bourrelet" P plus marqué, éventuellement gênant...
Mais si l'usinage du bourrelet est ultra-rapide et précis, la productivité est grevée par les nombreuses manipulations de montage, démontage, coupe de longueur et ébavurage. Un mandrin auto-serrant ne ferait pas gagner grand chose, et l'on peut difficilement traiter plus de 18 douilles à l'heure.
Ce n'est déjà pas si mal, et je pourrais m'en contenter... si je n'espérais faire mieux autrement...
Ce message est téléchargeable au format PDF, avec images à haute définition (3.82 Mo).
Verchère- Pilier du forum
- Nombre de messages : 19091
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Totale 73
Invité Dim 15 Sep 2013, 16:14
Juste pour dire qu'atteindre 10000 lecteurs pour un post sur le 1873, sujet déjà archi débattu dans toutes ses composantes, on ne peut que féliciter son auteur.
Invité- Invité
Re: Totale 73
LP Dim 08 Déc 2013, 08:44
http://www.naturabuy.fr/SERTISSEUR-MANUEL-POUR-BALLE-11-5-MM-1873-item-1632631.html

Simple et pas cher.
LP- Pilier du forum
- Nombre de messages : 3248
Age : 67
Localisation : Lorraine "Qui s'y frotte s'y pique"
Date d'inscription : 28/02/2010
Revolver Mle 1873 sur banc à tirer
Verchère Jeu 02 Avr 2015, 05:16
Enfin, j'ai tout de même effectué récemment de petits essais bien intéressants. D'abord la présentation d'une partie du matériel, mentionnée dans un sujet actuel sur le Gasser. Le reste suivra...
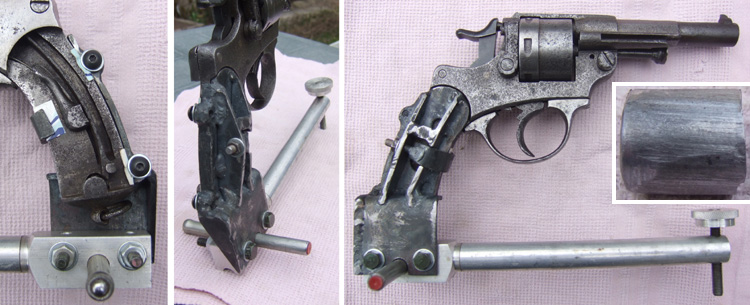
Le 73 est peu ergonomique : ligne de mire peu nette et détente dure, ce qui nuit à la précision des tirs. Pour des tests de munition rigoureux il faut éliminer ces facteurs annexes; j'avais trouvé dans "ABC's of Reloading" un dispositif pour pistolets autrefois commercialisé par LEE, et paraissant abandonné. Le support permet un calage reproductible sur 3 points, avec réglage en direction et hauteur, mais laisse un libre recul (celui-ci est contenu comme d'usage, par la main du tireur).
Le système est séduisant, mais la réalisation de l'adapteur spécifique à chaque arme est un gros travail, si l'on veut éviter d'esquinter la finition ; est-ce la raison de sa disparition ?
A l'usage il se montre très concluant, même si on peut s'interroger sur l'influence du relèvement, qui n'est contenu que par le tireur, et d'une façon pas forcément constante...

Le support est boulonné sur une équerre en U de 80, bridée à hauteur normale de tir contre un pilier de charpente en fonte. L'adapteur remplace la plaquette droite, et prend la carcasse par 3 griffes protégées par un morceau de carton ; il est boulonné bien serré sur la pièce polyvalente en forme de croix (pour limiter l'ébranlement du recul, cette pièce est allégée au maximum, alu et tubes). La poignée devient anguleuse et pleine d'aspérités, mais il suffit d'enrouler un mouchoir autour...
Deux mètres devant se place le chronographe ; la position du pilier limite la distance de tir à 20 mètres. C'est très rigide et le pistolet tient tout seul, révélant selon les variations de position de l'oeil des différences de pointage imaginaires, alors que l'arme n'a pourtant pas bougé d'un poil ! Observation justifiant à elle seule le recours à ce système.
L'arme montée est le revolver n°2, dit "F580xx - piteux".
F580xx n'est que le n° principal de ce remontage très médiocre, uniformément piqué malgré un ponçage par endroits outrageux. Les plaquettes et le chien sont plus élégants (achetés aux puces), mais la portière, le bouton de l'axe de barillet et l'éjecteur sont pires (proviennent d'une pièce de fouille). Après un peu de travail il fonctionne à peu près correctement, quoique le barillet ait trop de jeu ; et il accepte des bourrelets assez épais.
L'intérieur du canon et du barillet ne semblent pas usés, mais uniformément et profondément piqués, largement autant que l'extérieur.
Cotes du canon, pour autant qu'on puisse mesurer sur ce plomb tout râpé :
F = 11.17 à 11.18, Z = 11.46 à 11.52
Sorties des chambres, dans le sens horaire vu par l'avant :
11.58 / 11.65, 11.58 / 11.64, "F580xx", 11.57 / 11.65, 11.56 / 11.65, 11.57 / 11.59, 11.64 / 11.70
Un "polisseur fou" ayant sévi, F s'agrandit vers la bouche et les rayures disparaissent. Quant aux sorties de chambre, même si elles ont été élargies par le polissage celui-ci n'a pas fait disparaître les profondes piqures.
D'abord considéré comme "inapte au tir", il fut tout de même testé comme représentant des 73 en piteux état...
Préparation des revolvers
Les plaquettes de crosse sont retirées pour montage sur le banc, les baguettes démontées pour simplifier les nettoyages à l'eau bouillante, et les détentes sont adoucies en ôtant leur ressort. Eventuellement, la chambre sélectionnée pour les essais est marquée en blanc.
Dernière édition par Verchère le Ven 03 Avr 2015, 03:31, édité 1 fois
Verchère- Pilier du forum
- Nombre de messages : 19091
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Cartouches Paris-Sport
Verchère Ven 03 Avr 2015, 03:31
Question arme d'essai, j'ai tout de même un peu mieux :
Revolver n° 1 (dit "F90xx - miroir")
Mle 1873 n° F90xx, canon changé en 1890. Apparence extérieure médiocre (sur-polie), mais parfait état intérieur : canon et chambres miroir (à peine terne sur 1 cm à la bouche, et traces d'usinage dans le cône d'entrée). Aucun jeu au barillet ; et même trop peu ! La carcasse semble faussée et redressée, la rotation était dure, mais détente et chien avaient un jeu latéral. Une fois redressé, poli et calé ce qui pouvait l'être, le fonctionnement à vide est excellent (bourrelets minces exigés).
Mais le trou de percuteur est très agrandi, l'amorce y refoule et bloque la rotation : après chaque tir il faut extraire le barillet en force !

Cotes du canon prises au milieu : F = 11.10 à 11.12, Z = 11.56 à 11.60
Sorties des chambres, dans le sens horaire vu par l'avant :
11.44 / 11.46, "P23", 11.43 / 11.46, 11.44 / 11.45, 11.43 / 11.45, 11.44 / 11.46, 11.44 / 11.45
Diamètre intérieur des chambres à 19 mm, même sens (entre "", le marquage servant de repère) :
11.75, "Pxx", 11.73, 11.74, 11.73, 11.75, 11.74 (accepterait des douilles de 19 mm avec H2 = 11.70)
Malgré les sérieux défauts de carcasse, il représentera les 73 en très bon état...
Je finis par retrouver 25 cartouches "clone Paris-Sport", dernier reliquat d'une commande groupée passée à l'atelier de décolletage du patelin. A l'époque (il y a près de 40 ans) on les chargeait suivant les prescriptions de Paris-Sport : amorçage et sertissage au maillet, dosage de la poudre à la chargette. Rien de bien régulier ; et le résultat ne l'était pas non plus, régulier !
C'était l'occasion de tester cela sérieusement ; ne serait-ce que pour confirmer l'impression déplorable que j'en avais gardé. En reprenant les choses à la base, soit :
Arme PN >> cartouches PN (la PSF c'est plus tard, quand on a des éléments de référence en PN).
J'ai donc déchargé ces cartouches à 0.24 g de Tbis (bien m'en a pris, une ou deux charges s'étaient agglomérées) en conservant les balles pour les remonter.
 .
. 
Les douilles reprennent presque exactement les cotes des Paris-Sport.
Les balles en plomb à priori pur ont un diamètre maxi de 11.30 mm, nettement plus petit que les plus étroites sorties de barillet. Cela garantit la polyvalence mais ce n'est pas optimal, d'autant que la conicité du corps limite beaucoup la prise de rayures, comme l'on montré 4 cartouches tirées dans un gros tas de neige. Chargées comme ci-dessous (2 à 0.60 g et 2 à 0.50 g + carton 1.9 mm), les balles s'y sont enfoncées d'environ 1.50 m (1.65 m maxi). Elles prennent effectivement très peu les rayures, et dissymétriquement (à peine marquées d'un côté) ; mais si les creux sont loin d'être remplis, il n'y a pas trace de fusion et elles ne "sautent" pas les rayures.

Chargement de référence inspiré des préconisations Paris-Sport, mais plus soigné : shell-holder de 303, outil siégeur de 45 ACP réglé pour enfoncer la balle au maxi mais sans déformer le bas de l'ogive.
PN "pistolet" (SNPE-Chasse calibrée au tamis, granulation 0.1 à 0.3 mm, soit ~ PNF4), 0.60 g pesés.
Généralement, ajout préalable d'une goutte de Loctite "frein-filet normal" sur le cordon de sertissage, et au besoin rondelle carton ép. 1.9 ou 2.2 mm.
Ré-amorçages à la pince RCBS (pour enfoncer en butée il faut intercaler une pastille de 1 mm sous le poussoir, pour compenser le bourrelet très mince). Avec 0.60 g de PN, la douille ne se déforme pas (aucun recalibrage n'est donc nécessaire).
Lubrification par trempage de la cartouche terminée dans un lubrifiant fondu, jusqu'à 2 ou 3 mm sous le collet.
Pour les 4 balles tirées dans la neige c'était une cire à 80% de suif de mouton (AM80), en couche épaisse, ce qui rendait le chambrage difficile. Par la suite, avec 50% d'huile d'olive (AH50) ou 55% de vaseline (AV55) le chargement s'est amélioré, mais n'est devenu aisé qu'avec la couche mince obtenue par un "trempage express". La question n'est pas tranchée mais pour l'instant ma préférence irait au mélange AH50 en couche mince.
Ce graissage suffit à empêcher le refoulement de gaz vers l'arrière, bien que ces douilles épaisses ne se frettent pas ; c'est bénéfique pour le nettoyage du barillet comme des douilles, et contribue peut-être à combler le jeu entre la balle et la sortie de barillet.
 | Le premier essai fut un peu surprenant ! C'était il y a deux mois, avec le "F90xx - miroir", sur appui et à 2 mains, tous les coups tirés en simple action dans la même chambre. Chargement décrit plus haut (0.60 g PN), mais lubrification légère en frottant les balles au doigt, avec de l'Alox. Le ressort de gâchette étant encore en place, la détente était très dure et la ligne de mire peu évidente n'arrangeait rien : pour 5 coups, H + L = 118 + 42 mm. Mais les 3 meilleurs dans 4 + 25 mm ! Serait-ce un hasard ? Un fameux hasard, alors ! Ce qu'il fallait vérifier soigneusement, sans mégoter sur les moyens... Le support décrit précédemment ("banc à tirer") était fait depuis longtemps, mais il manquait encore un robuste point de fixation au pas de tir, et l'adapteur spécifique pour revolver Mle 73. |
La suite attendit donc plus d'un mois ... mais je suis sympa, et ne vous ferai lanterner que jusqu'à demain !
Verchère- Pilier du forum
- Nombre de messages : 19091
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
73 et cartouches PS, au banc
Verchère Sam 04 Avr 2015, 05:08
Enfin, pas tout à fait, quand même...
Protocole d'essais
Pour ignorer les différences des sorties de barillet, tous les tirs sont faits dans la même chambre, celle soulignée dans le descriptif des armes (sortie la plus large sur le "F90xx-miroir", la moins piquée sur le "F580xx-piteux").
Les tirs sont effectués à 20 m sur une C50, sans chercher à tirer au centre. Au contraire, car les impacts dans le blanc sont entourés de salissures montrant si la balle est arrivée bien droit ; trace invisible dans le noir. L'objectif étant d'étudier le groupement, le pointage n'est surtout pas modifié durant une série ; toutefois, à titre informatif, le décalage entre "point visé" et "point moyen" est noté (enfin, vu les organes de visée, la notion de "point visé" est plutôt subjective...).
A chaque tir la Vo est notée, l'impact en cible est numéroté et un papier intact est glissé entre carton et porte-cible, en cas de superposition. Le barillet est enlevé, la douille extraite, vérifiée et rangée dans l'ordre (au cas où un examen s'avérerait nécessaire). L'intérieur du canon et du barillet sont mirés pour suivre l'évolution de l'encrassement. Puis la cartouche suivante est chargée et tirée...
Après chaque série (généralement 5 coups), l'arme est nettoyée à sec :
- 1 chiffon forcé par la bouche, avec évaluation de l'encrassement durci qui reste alors dans le canon,
- examen du chiffon pour détailler les crasses et y rechercher d'éventuelles paillettes de plomb,
- si besoin un coup d'écouvillon bronze pour décoller les résidus rétifs, suivi d'un coup de chiffon.
Série 150317-A
C'est la série de référence, avec le chargement "de base" (balle "remontée" collée à la Loctite, LHT 27.5 mm).
Le tir à 2 mains effectué le mois précédent m'avait laissé espérer un bon résultat, mais au 2e coup j'ai tout de même été surpris, et au 3e je n'en revenais pas ! Heureusement que le n° 4 a donné un peu de réalisme...
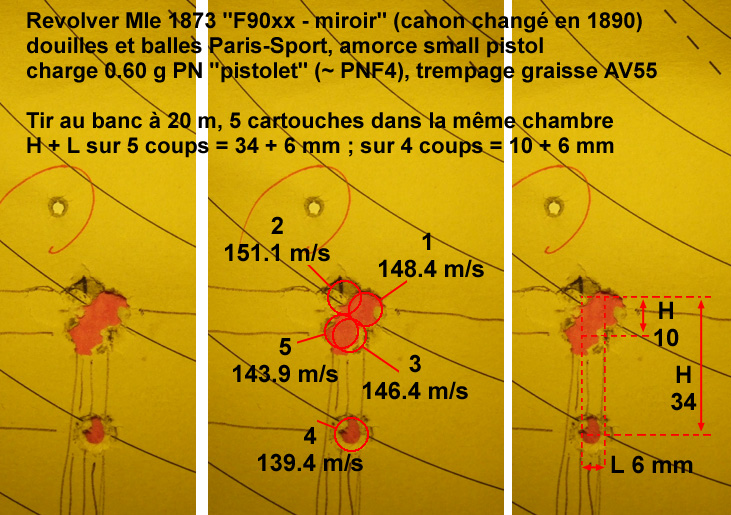
Groupement très serré, malgré des Vo un peu fluctuantes (148.4, 151.1, 146.4, 139.4 & 143.9 m/s) : Vmoyenne 145.9 m/s, écart-type 4.5 m/s. En excluant l'impact nettement détaché, Vmoyenne 147.5 m/s, écart-type 3.1 m/s.
On pourrait trouver que la variation des Vo est relativement liée à une légère dispersion en hauteur, mais cela me semble trop faible pour être significatif, sauf pour le n°4 nettement plus lent, et nettement plus bas.
Par contre, ce groupement démontre indéniablement que :
- une Vo de l'ordre de 150 m/s suffit largement à stabiliser la balle jusqu'à 20 mètres,
- la prise de rayures quasi-symbolique de la balle PS n'a pas d'effet désastreux,
- le culot très rétreint, qui ne frôle même pas les plats (et c'en est loin), n'est pas inacceptable.
Quand aux commentaires que font certains sur l'imprécision du 73, il vaut mieux n'en plus parler !
Toutefois, il n'est pas dit que la précision reste aussi bonne après le tir de 25 cartouches sans nettoyage, mais ça c'est l'affaire du lubrifiant de balle.
Ni même en utilisant toutes les chambres du barillet, c'est pourquoi j'ai utilisé la plus large (les autres pouvant au besoin être réalésées à l'identique).
Cependant, l'arme est véritablement dans un état intérieur excellent et les 73 usuels ne sont certainement pas si beaux ; on verra ce que ça donne avec le "F580xx-piteux"...
Mais on a quand même un ignoble flyer ! Statistiquement, sur plusieurs barillets on doit en craindre d'autres, et des pires. Il faudra donc essayer d'améliorer la régularité de la cartouche, sans la compliquer excessivement.
Car si ces douilles épaisses permettent de très bons tirs, pourquoi s'embêter ?
Ce système de chargement ne m'avait laissé que des souvenirs médiocres, et je le considérais comme tout juste bon à faire un peu de fumée le 14 juillet. Il ne s'agissait ici que de l'écarter définitivement...
Mais les résultats encourageants de cet essai préludent à beaucoup d'autres, pour déterminer dans quelles conditions c'est reproductible, et s'il est possible d'assouplir ces conditions...
 | Tout d'abord il faudra réparer ce pauvre "F90xx-miroir", dont le trou de percuteur très élargi laisse refouler l'amorce, bloquant la rotation et faisant presque craindre qu'elle ne traverse ! Ces douilles décolletées ont des logements pour Small Pistol, mais avec une 8x57JRS reprise au tour (Large Pistol) ce n'est pas mieux (quoique moins inquiétant) ; et cette déformation ne semble pas en rapport avec les écarts de Vo... |
Série 150317-B
Des amorces plus robustes, type Small Rifle, gonfleraient-elles moins ?
Craignant qu'elles ne soient plus fortes, j'ai réduit la charge en compensant par une rondelle de carton ; apprenant trop tard que les amorces Winchester sont "molles". Cette fois des balles neuves, toujours collées à la Loctite, LHT 27.7 mm.
Ce ne fut pas mieux ! Même refoulement des amorces, et notable perte de précision : ça ne tiendrait même plus le 10 !
Les vitesses ont un peu baissé (147.6, 122.3, 131.6, 138.0 & 145.6, Vmoyenne 137.0 m/s), mais l'écart-type a plus que doublé (10.4 m/s au lieu de 4.5 m/s).

On dirait que l'augmentation de puissance d'amorce compense la diminution de 0.10 g de poudre mais cause des perturbations, par exemple en dessertissant prématurément la balle ; on m'avait prévenu... Ou est-ce la rondelle carton, qui flanque la pagaille ?
Série 150318-A
Mais qu'est-ce que ça donne avec une pétoire ? Le piteux "F580xx" est-il bon à refondre ?
Même chargement "de base" (balle "remontée" collée Loctite, LHT 27.5 mm).
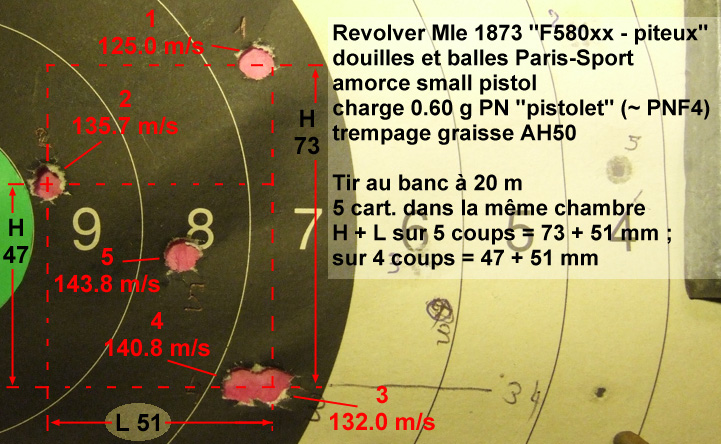
Je m'attendais à des hors-cible, mais le groupement tient dans un cercle de 80 mm et les balles ne sont pas de travers.
Comparé à la série de référence on a perdu 10 m/s (125.0, 135.7, 132.0, 140.8 & 143.8, Vmoyenne 135.5 m/s), et presque doublé l'écart-type : 7.4 m/s au lieu de 4.5 m/s (ce qui est moins affligeant que la série 150317-B avec amorce Rifle).
Ce revolver a perdu son grain d'orge et le guidon est retaillé en lame ; il tire donc plus haut, environ 10 cm au dessus du point visé. Mais durant cet essai (et le suivant) le montage était tenu moins fermement que les deux précédents ; il se peut que cela relève le tir, voire même que cela augmente la dispersion en hauteur si la tenue est irrégulière.
 | Les amorces, Small ou Large, refoulent nettement mais ne gênent pas la rotation. Le nettoyage après chaque série de 5 montre que le canon piqué retient beaucoup plus la crasse que le canon miroir ; les conclusions des tests à l'encrassement seront donc sans doute très différentes. |
Série 150318-B
On cite un chargement PN avec "bille de 451", réputé précis. Serait-ce une alternative à la cartouche PS ? Il fallait comparer, mais des douilles minces sont indispensables, et une seule passait dans le "F90xx - miroir". Seul le "F580xx - piteux" acceptait les autres...
 | Douilles minces tournées à partir de 8x57JRS (L3 = 19 mm), amorce large pistol CCI 300, charge 0.70 g PN «pistolet» (~ PNF4), rondelle carton ep. 2.2 mm (car en fait il y aurait la place pour 0.80 g de poudre). Balles médiocres (moule en laiton .44, copie italienne), diamètre moyen voisin de 11.45, mais selon les points on relève entre 11.10 et 11.57 ; poids 8.64 g, en plomb pur. Expandeur Ø 11.16 (.439), outil siégeur de 45 ACP réglé à LHT 25.7 mm. Les collets étant trop dilatés et chambrant difficilement, ils ont été resserés par introduction partielle dans un recalibreur de 8x57. La prise de rayures reste incomplète, mais meilleure que la balle PS (ci contre, balle tirée en piscine avec le "F90xx-miroir"). |
Bien que la munition soit très différente le groupement est proche du précédent (diamètre ~ 90 mm) mais nettement plus bas, au point visé... Curieux ; à vérifier...
La balle légère est bien plus rapide (181.3, 161.6, 168.6, 170.8 & 167.3, Vmoyenne 169.9 au lieu de 135.5 m/s), mais l'écart-type reste analogue : 7.2 m/s.
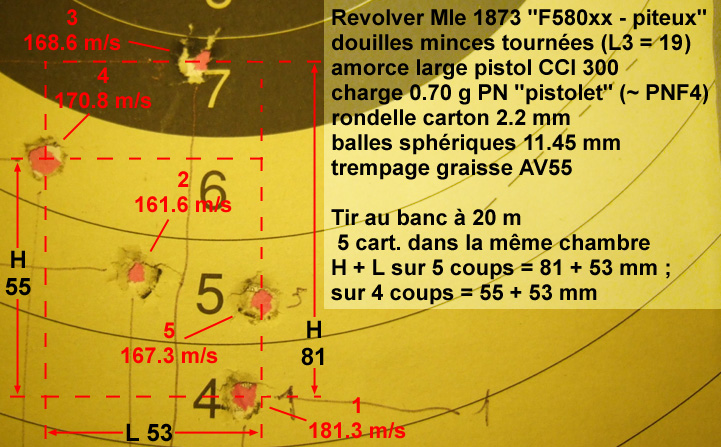
La cartouche est d'assemblage compliqué, peu convaincante quant à la régularité de construction, et paraît fatiguer beaucoup le collet. La précision n'a pas surclassé les Paris-Sport, du moins dans cette arme très usée... A confirmer dans le "F90xx - miroir".
Quant à ce revolver "F580xx - piteux" ... en le prenant bien en main afin de ne pas trop amplifier sa dispersion naturelle, il ne serait pas si ridicule. Et pourtant, si vous regardiez à l'intérieur, vous seriez horrifiés...
Verchère- Pilier du forum
- Nombre de messages : 19091
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Totale 73
CLOSDELIF Sam 04 Avr 2015, 08:39
J'ai eu plusieurs 73 et j'en ai encore un : Ce sont des armes avec lesquelles (sauf coup de doigt coupable de ma part ) j'ai toujours "tenu" le 8 de la C50 à bras franc et à 25 m.
Je n'ai jamais réussi cela avec un 92.....
Non nobis Domine, non nobis, sed Nomini Tuo da Gloriam.
http://winchester-lsg.forumotion.com/
http://prehistoire-xixeme.forumactif.org/

CLOSDELIF- Pilier du forum
- Nombre de messages : 22791
Age : 72
Localisation : 81
Date d'inscription : 03/09/2009
Re: Totale 73
BRX (†) Sam 04 Avr 2015, 10:04
Il faut souhaiter que l'auteur fasse des émules de son niveau; TCAR avec une demi-douzaine de Verchère traitant d'armes diverses, on ne décollerait plus de l'écran.
BRX (†)- Membre confirmé

- Nombre de messages : 407
Age : 94
Date d'inscription : 23/11/2013
Page 9 sur 13 • 1, 2, 3 ... 8, 9, 10, 11, 12, 13