
 Accueil
Accueil Connexion
Connexion S'enregistrer
S'enregistrerBleuissage à chaud
Page 1 sur 3 • 1, 2, 3 
Bleuissage à chaud
MBiz Mer 11 Déc 2013, 14:07
J'aimerais m'installer une cuve de bleuissage à chaud dans la chaufferie de notre atelier. Y a-t-il quelqu'un qui a déjà tenté l'expérience, avez-vous des infos techniques sur le sujet ou recommandations. Merci

MBiz- Membre confirmé

- Nombre de messages : 314
Age : 63
Localisation : Outaouais
Date d'inscription : 04/12/2013
Re: Bleuissage à chaud
Winchester 1866 Mer 11 Déc 2013, 15:41
Personnellement j'utilise le four électrique de ma cuisine qui monte à 300° j'obtiens un bleu foncé.
Tu peux également pour les petites pièces utiliser un bain de plomb fondu 330° environ mais attention à la réglementation et à la sécurité.
Le choix de la technique importe peu seul les 300/330° sont importants il faut pouvoir réguler et maitriser la technique car les pièces sont rarement en épaisseurs constantes.
Il y a aussi la possibilité d’utiliser des produits chimiques mais je n’en utilise pas pour la couleur bleu.
Si c'est possible,c'est déjà fait. Si c'est impossible ça se fera
Mon Forum : Armes du Paléolithique au XIXème Siècle ---> http://prehistoire-xixeme.forumactif.org/


Winchester 1866- Pilier du forum

- Nombre de messages : 1213
Age : 76
Localisation : Ile de France
Date d'inscription : 20/11/2012
Bleuissage a chaud
MBiz Ven 13 Déc 2013, 05:18
MBiz- Membre confirmé
- Nombre de messages : 314
Age : 63
Localisation : Outaouais
Date d'inscription : 04/12/2013
Re: Bleuissage à chaud
oxi81 Ven 13 Déc 2013, 09:48
Winchester 1866 a écrit:Pour bleuir une pièce à chaud il faut une température de 300 à 330° selon le bleu que l'on veut obtenir.
Personnellement j'utilise le four électrique de ma cuisine qui monte à 300° j'obtiens un bleu foncé.
Et avec cette technique, que fais-tu une fois arrivé à 300°?
Tu laisses la pièce refroidir à l'air libre ou tu stoppes la montée en T° en trempant la pièce dans de l'huile (pas dans l'eau bien sur pour éviter un trempage de l'acier)..?
François
"Je demande d'emmener avec moi 600 hommes de la Légion étrangère afin de pouvoir, le cas échéant, mourir convenablement"... (Général Gallieni à Madagascar).

oxi81- Pilier du forum
- Nombre de messages : 10903
Age : 62
Localisation : Entre la mer et le ciel des Corbières
Date d'inscription : 14/11/2010
Re: Bleuissage à chaud
Winchester 1866 Ven 13 Déc 2013, 10:11
La préparation est simple.
Un bon polissage à la main et au papier abrasif grains très très fin.
Un bon dégraissage acétone ou blanc d’Espagne (ou de Meudon) ou …. Ne pas laisser de trace de doigt, port de gants coton souhaitable mais pas indispensable.
Déterminer la couleur que l’on veut obtenir pour régler la température du four :
Pour un bleu clair
Pour un beau bleu vif 295°
Pour un bleu foncé 300°
Au-delà on devient bleu violet puis violet.
Il faut faire des essais pour un réglage et un étalonnage de la sonde du four. Laisser la pièce dans le four à la bonne température le temps nécessaire (c’est parfois long 1h) pour que toute la pièce ait la même température et éviter les marbrures.
Il est préférable de laisser la pièce refroidir à l’air le brillant est mieux conservé. On peut aussi refroidir à l’eau mais c’est moins beau pour le brillant.
Si le résultat n’est pas bon on recommence après polissage en changeant la température du four. D’où l’intérêt de faire des essais avant avec une fausse pièce de dimensions identiques.
Il y a bien sûr d’autres techniques.
Chauffage à la flamme (pas précis)
Chauffage à la flamme en intercalant une tôle entre la pièce et la flamme c’est mieux mais
A l’ancienne sur la forge dans une boite à cendre chauffée, oui mais il faut surveiller la monté en température
Quelque soit le procédé, il faut garantir la température.
Pour Oxi81
La trempe de l'acier se fait par chauffage au delà du point de transformation qui varie suivant les aciers (environ 800° + ou -) puis à refroidir brusquement dans l'eau chaude ou froide, dans l'huile, dans l'air sous pression, dans des sels fondus, dans ..... et aussi dans de l'urine de jument ... le but est d'avoir une dureté plus ou moins importante.
Après trempe l'acier est dur et cassant. On est allé trop loin, il faut revenir ...
Pour le revenu on va chauffer vers les 300° et refroidir air, eau, huile, ... en abaissant la dureté on l'a diminué et augmenté l’élasticité. C’est ce qui fait qu'un ressort ou une lame de couteau ne casse pas.
Répéter de nombreuse fois un revenu à 300° ou moins ne change rien à la structure du métal donc le refroidissement à l’eau à l’air ou à l’huile est sans importance. Pour la brillance je préfère le refroidissement à l’air.
Dernière édition par Winchester 1866 le Mar 02 Sep 2014, 09:01, édité 2 fois
Si c'est possible,c'est déjà fait. Si c'est impossible ça se fera
Mon Forum : Armes du Paléolithique au XIXème Siècle ---> http://prehistoire-xixeme.forumactif.org/
Winchester 1866- Pilier du forum
- Nombre de messages : 1213
Age : 76
Localisation : Ile de France
Date d'inscription : 20/11/2012
Re: Bleuissage à chaud
oxi81 Ven 13 Déc 2013, 10:15
Winchester 1866 a écrit:
Répéter de nombreuse fois un revenu à 300° ou moins ne change rien à la structure du métal donc le refroidissement à l’eau à l’air ou à l’huile est sans importance. Pour la brillance je préfère le refroidissement à l’air.
Ok, c'est compris. Merci pour la réponse.
oxi81- Pilier du forum
- Nombre de messages : 10903
Age : 62
Localisation : Entre la mer et le ciel des Corbières
Date d'inscription : 14/11/2010
Bleuissage à chaud
MBiz Ven 13 Déc 2013, 14:06
Ce bleu qui, si j'ai bien compris, ne requiert aucun agent oxydant est-il aussi sinon plus résistant que le bleu fait au bain rapide ou à la couche. D'ailleurs si un d'entre vous pourrait expliquer en gros la différence entre ces deux dernières techniques ou nous référer à un article déjà publié.
MBiz- Membre confirmé
- Nombre de messages : 314
Age : 63
Localisation : Outaouais
Date d'inscription : 04/12/2013
Re: Bleuissage à chaud
oxi81 Ven 13 Déc 2013, 15:02
Procédé techniquement totalement différent du bleuissage à la chaleur.
le bleuissage (ou jaunissage) à la chaleur est à réserver plutôt à des pièces de dimensions modestes.
Le bronzage est une oxydation contrôlée du métal.
Le bronzage est froid est très simple à faire (simple bain dans un bac plastique).
Celui à la couche est plus hardu : il faut du temps (plusieurs couches successives à faire) et du matériel (notamment la cuve en métal et le système de chauffage).
Le résultat du bronzage à la couche étant, bien sur, bien meilleur que celui du bronzage à froid (bronzage plus profond et bien plus résistant)
François
"Je demande d'emmener avec moi 600 hommes de la Légion étrangère afin de pouvoir, le cas échéant, mourir convenablement"... (Général Gallieni à Madagascar).
oxi81- Pilier du forum
- Nombre de messages : 10903
Age : 62
Localisation : Entre la mer et le ciel des Corbières
Date d'inscription : 14/11/2010
Re: Bleuissage à chaud
Winchester 1866 Ven 13 Déc 2013, 17:26
oxi81 a écrit:Non, tu parles de bronzage (soit au bain, soit à la couche).
Procédé techniquement totalement différent du bleuissage à la chaleur.
le bleuissage (ou jaunissage) à la chaleur est à réserver plutôt à des pièces de dimensions modestes.
Le bronzage est une oxydation contrôlée du métal.
Le bronzage est froid est très simple à faire (simple bain dans un bac plastique).
Celui à la couche est plus hardu : il faut du temps (plusieurs couches successives à faire) et du matériel (notamment la cuve en métal et le système de chauffage).
Le résultat du bronzage à la couche étant, bien sur, bien meilleur que celui du bronzage à froid (bronzage plus profond et bien plus résistant)
Oui c'est exact que ce soit du bronzage à froid (rapide), au bain chaud à la soude (rapide mais il faut du matériel et c'est ''dangereux''), à la chaleur d'un four ou d'une flamme (rapide et difficile à maîtriser), à la couche (complexe et il faut du matériel mais le meilleur en résistance, par électrolyse (très dangereux pour la santé), ou encore à la corne brûlée, au vinaigre, ... tout ces procédés consiste à oxyder la surface du métal.
La différence est la durée de vie du bronzage, et la couleur que l'on souhaite en fonction de l'utilisation que l'on en a : une pièce d'exposition ou d'utilisation intensive, un bronzage total ou une retouche, une couleur particulière Bleu colt (presque impossible à réaliser), bleu classique ou jaune, gris, noir, noir bleuté, noir de guerre, brun, tabac, du pays d’origine, ...
Pour ma part je ne fais que du bronzage à la couche avec des produits que je fabrique ainsi que du bronzage au four. Mes produits sont tous issus de recettes armurières anciennes parfois revisitées pour les adapter aux produits dont je dispose.
Le bronzage à 300°+ou- peut être réalisé sur de grandes pièces, il faut juste un grand moyen de chauffage. Les lames de sabre en partie dorée à l’or et bleuie sont faites à 300° cela permet d’une part d’évaporer le mercure nécessaire pour la peinture à l’or de l’époque et de colorer la lame … (voir la manufacture de Klingenthal)
Si c'est possible,c'est déjà fait. Si c'est impossible ça se fera
Mon Forum : Armes du Paléolithique au XIXème Siècle ---> http://prehistoire-xixeme.forumactif.org/
Winchester 1866- Pilier du forum
- Nombre de messages : 1213
Age : 76
Localisation : Ile de France
Date d'inscription : 20/11/2012
Re: Bleuissage à chaud
oxi81 Dim 31 Aoû 2014, 19:55
@Winch66 : je voudrais me faire un petit custom sur base de réplique Colt PN, je voudrais obtenir sur le canon une couleur proche de celle appelée Charcoal-Blue par les fabricants :

Puis-je l'obtenir avec la méthode du four à +/-300°?
Merci

François
"Je demande d'emmener avec moi 600 hommes de la Légion étrangère afin de pouvoir, le cas échéant, mourir convenablement"... (Général Gallieni à Madagascar).
oxi81- Pilier du forum
- Nombre de messages : 10903
Age : 62
Localisation : Entre la mer et le ciel des Corbières
Date d'inscription : 14/11/2010
Re: Bleuissage à chaud
fcrozet Dim 31 Aoû 2014, 20:22
j'ai repris récemment une réplique en ruine de Navy Schneider & Glassick pour le fun
( complétement anachronique!)


chalumeau butane...
fcrozet- Pilier du forum
- Nombre de messages : 4115
Age : 66
Date d'inscription : 20/02/2012
Re: Bleuissage à chaud
Winchester 1866 Dim 31 Aoû 2014, 20:58
Je vais te faire une réponse de normand : peut-être bien que oui, peut-être bien que nonoxi81 a écrit:Je déterre un peu le sujet, mais comme ça, ça évite d'en créer un nouveau sur le thème.
@Winch66 : je voudrais me faire un petit custom sur base de réplique Colt PN, je voudrais obtenir sur le canon une couleur proche de celle appelée Charcoal-Blue par les fabricants :
Puis-je l'obtenir avec la méthode du four à +/-300°?
Merci
Pour réussir des nuances aussi précise il faut bien connaitre la température du four à + ou - quelques degrés donc il faut un appareil de mesure.
Il te faut aussi t'étalonner en fonction de la teneur en carbone de l'acier donc il faut faire de nombreux essais.
pour passer du bleu violet environ 295° au bleu sombre environ 305° puis au bleu clair environ 315° ça se joue comme tu peux le voir à 10°. au delà du bleu clair ça devient gris ...
Donc ça peux être faisable "avec de la chance" ce que tu demandes est très précis
Si c'est possible,c'est déjà fait. Si c'est impossible ça se fera
Mon Forum : Armes du Paléolithique au XIXème Siècle ---> http://prehistoire-xixeme.forumactif.org/
Winchester 1866- Pilier du forum
- Nombre de messages : 1213
Age : 76
Localisation : Ile de France
Date d'inscription : 20/11/2012
Re: Bleuissage à chaud
oxi81 Dim 31 Aoû 2014, 21:50
François
"Je demande d'emmener avec moi 600 hommes de la Légion étrangère afin de pouvoir, le cas échéant, mourir convenablement"... (Général Gallieni à Madagascar).
oxi81- Pilier du forum
- Nombre de messages : 10903
Age : 62
Localisation : Entre la mer et le ciel des Corbières
Date d'inscription : 14/11/2010
Re: Bleuissage à chaud
Winchester 1866 Dim 31 Aoû 2014, 22:19
Si c'est possible,c'est déjà fait. Si c'est impossible ça se fera
Mon Forum : Armes du Paléolithique au XIXème Siècle ---> http://prehistoire-xixeme.forumactif.org/
Winchester 1866- Pilier du forum
- Nombre de messages : 1213
Age : 76
Localisation : Ile de France
Date d'inscription : 20/11/2012
Re: Bleuissage à chaud
MBiz Dim 31 Aoû 2014, 22:36
MBiz- Membre confirmé
- Nombre de messages : 314
Age : 63
Localisation : Outaouais
Date d'inscription : 04/12/2013
Re: Bleuissage à chaud
oxi81 Dim 31 Aoû 2014, 22:58
Winchester 1866 a écrit:il te faudra quand même vérifier l'étalonnage de la sonde de ton four. Pour le bleu ciel fais des essais à 315/320° avec un bon maintien pour que la température soit bien uniforme car les pièces sont épaisses.
Ah ben non. Je peux pas. Mon four, malgré qu'il fasse pyrolyse, en prog manuelle il plafonne à 275°.
Je suis refait.

François
"Je demande d'emmener avec moi 600 hommes de la Légion étrangère afin de pouvoir, le cas échéant, mourir convenablement"... (Général Gallieni à Madagascar).
oxi81- Pilier du forum
- Nombre de messages : 10903
Age : 62
Localisation : Entre la mer et le ciel des Corbières
Date d'inscription : 14/11/2010
Re: Bleuissage à chaud
Winchester 1866 Dim 31 Aoû 2014, 23:20
MBiz a écrit:Étant donné que le sujet a été déterré, je reviens à la charge. Ou puis-je trouver la technique traditionnelle du bronzage par couche (nous disons chez-nous bleuissage probablement traduit de l'Américain). Je possède plusieurs Auto-5 d'avant guerre et c'était la technique utilisée. J'ai de l'espace, je peux acheter de l'équipement bref tout ce qui me manque c'est la technique et la recette. Nous sommes en Amérique aprés tout on peut tout faire. Merci
Salut
je te conseille le livre : FIREARM BLUEING & BROWNING de R. H. Angier.
parmi toutes les recettes que tu pourras trouver, il en a des simples et très efficaces. voici ce que l'on peut faire :
Nota : je remplace le beurre d'antimoine (produit dangereux) par du perchlorure de fer et ça marche très bien.
[url=
 ][/url]
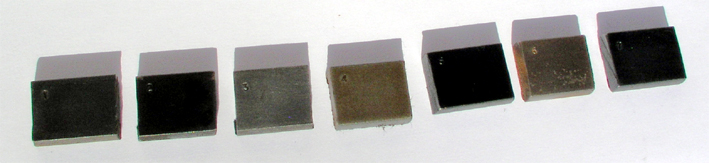
][/url]La qualité d'aspect d'un bronzage à la couche (bronzage de tradition armurière 19ème siècle) est tributaire de la qualité de l'acier ainsi que de la qualité du polissage.
Pour faire le test, les échantillons n'ont eu qu'un polissage sommaire, l'objectif étant de comparer les couleurs.
Méthodologie du test :
Acier fer marchand (acier doux)
Polissage sommaire
12 couches de liqueur à bronzer (fabrication personnelle) 15 ou 18 couches auraient été mieux mais …
Séparation en trois éléments numérotés de 1 à 3
Échantillon 1 bronzage de tradition armurière 19ème siècle, produit à 0,5 g/L d'acide chlorhydrique, sans couche de finition c'est la référence. Aspect noir produit à 0,5 g/L d'acide chlorhydrique.
Échantillon 2 bronzage de tradition armurière 19 ème siècle, produit à 0,5 g/L d'acide chlorhydrique, couche de finition à base de bois de campèche. Aspect noir renforcé à reflet "bleu"
Échantillon 3 bronzage de tradition armurière 19ème siècle, produit à 0,5 g/L d'acide chlorhydrique, couche de finition à base de bois de niaouli. Aspect gris. Le niaouli éclaircit la couleur de l'échantillon initial. 18/08/2010
Échantillon 4 bronzage type "Brown Bess" fin 18ème où le beurre d'antimoine est remplacé par du perchlorure de fer. (Aa 3 dans le livre d'Angier) couleur "Brun-rouge foncé" britannique attendue.18/08/2010
Échantillon 5 bronzages de tradition armurière 19 ème siècle, produit à 5 g/L d'acide chlorhydrique, couche de finition à base de bois de campèche. Aspect "noir renforcé à reflet "bleu"" attendue.19/08/2010 (celui que je préfère)
Échantillon 6 bronzages type "Brown Bess" fin 18ème de E Beutel (B 2 dans le livre d'Angier) sans ébullition entre les couches finition brunissoir. Couleur "Brun-rouge foncé" attendue.18/08/2010
Échantillon 7 bronzages de E Beutel (B 3 dans le livre d'Angier) avec ébullition entre les couches finition brunissoir. Couleur noir attendue.18/08/2010 -
Très bon résultat après 4 couches je poursuis
Et il existe d'autres recettes qui ne sont pas dans le livre d'Angier car dans tous les pays chaque armurier avait sa propre recette pour le bronzage à la couche.
Dernière édition par Winchester 1866 le Mar 02 Sep 2014, 09:02, édité 1 fois
Si c'est possible,c'est déjà fait. Si c'est impossible ça se fera
Mon Forum : Armes du Paléolithique au XIXème Siècle ---> http://prehistoire-xixeme.forumactif.org/
Winchester 1866- Pilier du forum
- Nombre de messages : 1213
Age : 76
Localisation : Ile de France
Date d'inscription : 20/11/2012
Re: Bleuissage à chaud
MBiz Lun 01 Sep 2014, 00:00
MBiz- Membre confirmé
- Nombre de messages : 314
Age : 63
Localisation : Outaouais
Date d'inscription : 04/12/2013
Re: Bleuissage à chaud
Winchester 1866 Lun 01 Sep 2014, 08:29
Il existe cependant, aujourd'hui, d'autres techniques de bronzage "industriel" qui sont plus rapides que le bronzage à la couche.
il s'agit du bronzage à chaud aux sel, c'est rapide et ça donne de très bon résultats ... Mon Ami Joërg (Wolfi) en était un spécialiste
[url=
 ][/url] https://www.tircollection.com/t13300p25-mon-nom-est-averell-11-11-conclusion
][/url] https://www.tircollection.com/t13300p25-mon-nom-est-averell-11-11-conclusionSi c'est possible,c'est déjà fait. Si c'est impossible ça se fera
Mon Forum : Armes du Paléolithique au XIXème Siècle ---> http://prehistoire-xixeme.forumactif.org/
Winchester 1866- Pilier du forum
- Nombre de messages : 1213
Age : 76
Localisation : Ile de France
Date d'inscription : 20/11/2012
Re: Bleuissage à chaud
MBiz Lun 01 Sep 2014, 15:53
MBiz- Membre confirmé
- Nombre de messages : 314
Age : 63
Localisation : Outaouais
Date d'inscription : 04/12/2013
Re: Bleuissage à chaud
Winchester 1866 Lun 01 Sep 2014, 16:59
voici le procédé que j'aime le plus
Liqueur à bronzer
Composition : pour 0,1 litre d'eau distillée Selon Angier pour ma part j'avais utilisé 1 L ce qui explique peut-être le nombres de couches
1,2 g de sulfate de cuivre
4 g de sulfate de fer
5,6 g de perchlorure de fer
0,5 g d'acide chlorhydrique
Mode opératoire
Prévoir un bac adapté à la pièce à bronzée pour la faire bouillir dans de l'eau distillée ou de pluie.
Le résultat final est fonction du temps que vous passer à faire ce traitement, de la qualité de l’acier, du polissage et du soin pour effectuer les diverses opérations.
Il n’est pas souhaitable de faire ce traitement au plus chaud de l’été. L’automne ou l’hivers sont préférable car plus humide.
[list=margin-top]
[*]Polissage soigné attention aux pâtes à polir qui contienne du silicone cela bouche les pores du métal. Finir le polissage avec un tampon de laine d'acier 00 ou 000 pour rendre la surface plus réceptive à la liqueur.
[*]Dégraissage IMPERATIF. Utilisation de blanc d'Espagne (ou de Meudon ou ...) recommandé. Faire une application préparation au blanc d'Espagne, laisser sécher, retirer le blanc d'Espagne à la laine d'acier 00 ou 000, porter des gants en coton de préférence pour ne pas graisser la pièce avec les doigts. Il ne doit rester aucune trace de blanc d'Espagne y compris dans les micros rayures.
[*]Passer la liqueur généreusement avec un coton d'ouate (ou une éponge). Mettre la pièce traitée au frais dans un endroit humide pendant 12 à 24 heures. je la mets dans le jardin sur la pelouse à l'ombre au ras du sol en période humide.
[*]La pièce étant oxydée la faire bouillir pendant 30 minutes environ. La pièce ne doit pas toucher la cuve. Prévoir des supports.
[*]Faire sécher la pièce.ça va vite elle est chaude.
[*]Retirer l'oxydation avec la laine d'acier 00 ou 000.
[*]Recommencer les opérations 3 à 6 au minimum 5 fois de suite en fonction du noir que vous souhaitez obtenir et de la qualité de l'acier. 10 passages ne sont pas exceptionnels. et pourquoi pas 12 si tu as le temps.
[*]Finition noir corbeau (reflet violet) faire bouillir dans une infusion à l'extrait de bois de campêche lors de la dernière opération.
[*]passer de la cire sur la pièce (celle utilisée pour les meuble est très bien).
[/list]
Recommandation
Prendre son temps une à deux semaines, ne pas brûler les étapes. Ne pas se décourager, les premières phases colorent peu.
Dernière édition par Winchester 1866 le Ven 17 Oct 2014, 10:08, édité 1 fois
Si c'est possible,c'est déjà fait. Si c'est impossible ça se fera
Mon Forum : Armes du Paléolithique au XIXème Siècle ---> http://prehistoire-xixeme.forumactif.org/
Winchester 1866- Pilier du forum
- Nombre de messages : 1213
Age : 76
Localisation : Ile de France
Date d'inscription : 20/11/2012
Re: Bleuissage à chaud
MBiz Lun 01 Sep 2014, 18:19
Dernière édition par MBiz le Lun 01 Sep 2014, 18:21, édité 1 fois (Raison : Oublié un mot)
MBiz- Membre confirmé
- Nombre de messages : 314
Age : 63
Localisation : Outaouais
Date d'inscription : 04/12/2013
Re: Bleuissage à chaud
MBiz Lun 01 Sep 2014, 18:30
MBiz- Membre confirmé
- Nombre de messages : 314
Age : 63
Localisation : Outaouais
Date d'inscription : 04/12/2013
Re: Bleuissage à chaud
Winchester 1866 Lun 01 Sep 2014, 18:45
Pour moi c'est bon je l'utilise également en plein air au pinceau ou par trempage pour les petites pièces.MBiz a écrit:Merveilleux, je vais faire un essai sur une vieux 12 a un coup, une vraie épave. Que penses-tu de l'acétone comme agent dégraissant? Merci
attention c'est dangereux pour les poumons
Si c'est possible,c'est déjà fait. Si c'est impossible ça se fera
Mon Forum : Armes du Paléolithique au XIXème Siècle ---> http://prehistoire-xixeme.forumactif.org/
Winchester 1866- Pilier du forum
- Nombre de messages : 1213
Age : 76
Localisation : Ile de France
Date d'inscription : 20/11/2012
Re: Bleuissage à chaud
Winchester 1866 Lun 01 Sep 2014, 18:58
MBiz a écrit:J'allais oublier, quel est l'élément actif recherché dans le bois de campêche? Trouver ce bois au Québec, c'est comme essayer de trouver de la "merde de pape". Merci
le bois de campêche je l'utilise en poudre c'est un colorant connu également sous le nom "hématine"
je prends le mien chez http://okhra.com/ prix environ 10 € en France pour 500 grammes
à utiliser avec de l'eau déminéralisé c'est impératif
Si c'est possible,c'est déjà fait. Si c'est impossible ça se fera
Mon Forum : Armes du Paléolithique au XIXème Siècle ---> http://prehistoire-xixeme.forumactif.org/
Winchester 1866- Pilier du forum
- Nombre de messages : 1213
Age : 76
Localisation : Ile de France
Date d'inscription : 20/11/2012
Page 1 sur 3 • 1, 2, 3
» Bleuissage revenu jaune paille
» bronzage à chaud
» Bronzage a chaud
» Un établi au chaud...