
 Accueil
Accueil Connexion
Connexion S'enregistrer
S'enregistrerRestauration Technique metal d'apport
Page 2 sur 5 •  1, 2, 3, 4, 5
1, 2, 3, 4, 5
Re: Restauration Technique metal d'apport
Pocomas Lun 01 Fév 2010, 21:28

Pocomas- Administrateur

- Nombre de messages : 19448
Age : 69
Date d'inscription : 28/12/2008

Vmaxpassion- Membre averti

- Nombre de messages : 143
Age : 55
Date d'inscription : 28/11/2009
Re: Restauration Technique metal d'apport
HELIX Lun 01 Fév 2010, 21:48
Vmaxpassion a écrit:Oui je pense!
Maintenant il faut la peinture!!!! ARF

Attends avant de commander ta peinture , et fais un essai de bronzage sur le produit que tu viens d'acheter , car il est probablement chargé en poudre de métal (nature à définir).



HELIX- Administrateur
- Nombre de messages : 25197
Age : 56
Date d'inscription : 12/02/2009
Re: Restauration Technique metal d'apport
Vmaxpassion Lun 01 Fév 2010, 22:20
Vmaxpassion- Membre averti
- Nombre de messages : 143
Age : 55
Date d'inscription : 28/11/2009
Re: Restauration Technique metal d'apport
HELIX Lun 01 Fév 2010, 22:29
Vmaxpassion a écrit:Tu me conseil quelle bronzage?
J'utilise le NU-BLACK de chez Nemrod frankonia et j'obtiens de très bons résultats avec ce produit.
HELIX- Administrateur
- Nombre de messages : 25197
Age : 56
Date d'inscription : 12/02/2009
Re: Restauration Technique metal d'apport
Vmaxpassion Mar 02 Fév 2010, 06:40
Vmaxpassion- Membre averti
- Nombre de messages : 143
Age : 55
Date d'inscription : 28/11/2009
Re: Restauration Technique metal d'apport
Pocomas Mar 02 Fév 2010, 11:31
http://www.espfrance.com/images/10-1ACp96-98.pdf
Pocomas- Administrateur
- Nombre de messages : 19448
Age : 69
Date d'inscription : 28/12/2008
Vmaxpassion- Membre averti
- Nombre de messages : 143
Age : 55
Date d'inscription : 28/11/2009
Re: Restauration Technique metal d'apport
gégé95 Jeu 04 Fév 2010, 23:56
Donc je ne pense pas que les produits de bronzage, plutôt réservés aux métaux ferreux fasssent effet, il reste la peinture..
gégé95- Pilier du forum
- Nombre de messages : 1891
Age : 75
Localisation : Devant ma presse
Date d'inscription : 21/08/2009
Re: Restauration Technique metal d'apport
Invité Mar 28 Fév 2012, 13:49
alain67 a écrit:Perso je pense que la soudure doit être utiliser pour assembler des pièces.
Réparer un percuteur cassé, une glissière fendu, etc.…
Maintenant tu peux toujours faire recharger ta pièce avec un poste MIG.
Tout dépend de la surface à faire, si elle est relativement importante
Il y aura des contraintes mécaniques suite à la chauffe de la pièce.
Donc déformation de l'objet.
Puis il faudra usiner la pièce pour faire disparaître l’excès de soudure.
On ne peux pas faire une soudure parfaitement plane.
Et la il y a un sacré boulot sans le gros outillage adapter.
Cdt, Alain
salut à tous je suis nouveau ici et j'ai une solution pour vous!!
Le MIG n'est à mon avis pas adapté à ce type d'intervention..

Je suis en mesure de vous faire de la micro soudure laser avec ou sans apport, je peux donc recharger en métal des moyennes ou petites pièces métalliques très facilement, la pièce n'est pas chauffée donc pas déformée, je travail à la loupe binoculaire !
Je soude régulièrement des fils et pièces d'inox 316 de 3 ou 4mm de coté.. la plus part de nos fils font de 0.3 à 1mm..
avis aux amateurs..

Invité- Invité
Re: Restauration Technique metal d'apport
Richelieu ✝ Mar 28 Fév 2012, 14:18
Cdt
En voulant respecter la lettre de la Loi
Tu trahis le coeur de la Loi
Jesus Christ
Richelieu ✝- Pilier du forum
- Nombre de messages : 3087
Age : 88
Localisation : Cote d'Emeraude (22)
Date d'inscription : 28/10/2010
Re: Restauration Technique metal d'apport
Invité Mar 28 Fév 2012, 14:39
et oui me voila ici également!! en trainant un peu sur google je suis arrivé sur ce forum où je vais pouvoir me sortir un peu du quotidien .!
Invité- Invité
Re: Restauration Technique metal d'apport
Mezigot Mar 28 Fév 2012, 16:02
Invité a écrit:On peut souder avec divers explosifs en effet,et notamment au nitro fuel ,spécialité de la SNPE jadis exercée à Paulilles,66,ce qui permet d 'assembler divers métaux qui ne se soudent pas entre eux avec les méthodes traditionnelles.
Vrai, mais c'est beaucoup plus facile de desouder a l'explosif que de souder...
 :ouichef:
:ouichef:
Mezigot- Pilier du forum
- Nombre de messages : 2072
Age : 53
Date d'inscription : 02/09/2011
Re: Restauration Technique metal d'apport
lu1900 Mar 28 Fév 2012, 16:04
Mon armu sur Toulouse dispose de quelqu'un faisant aussi ce travail , j'ai une pièce chez lui pour cela , a voir le résultat ....

Cordialement...Patrice.... lu1900@gmail.com

lu1900- Pilier du forum
- Nombre de messages : 10617
Age : 66
Localisation : Quadrant alfa
Date d'inscription : 06/01/2009
Re: Restauration Technique metal d'apport
Invité Mar 28 Fév 2012, 16:36
Je suis entre Chartres et Rambouillet, à une heure de route de paris...
Invité- Invité
Re: Restauration Technique metal d'apport
Invité Mar 28 Fév 2012, 17:38
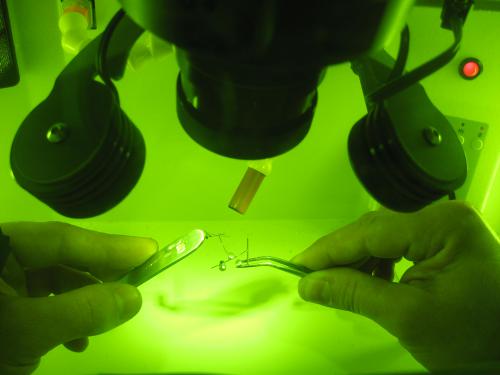
micro soudure sans apport

apport

sans apport sur alu

fil de 0.9mm soudé sans apport sur tôle de 2 dixième (316L)

uniquement de l'apport

de l'apport à plat

Invité- Invité
Re: Restauration Technique metal d'apport
lu1900 Mar 28 Fév 2012, 18:37
Cordialement...Patrice.... lu1900@gmail.com
lu1900- Pilier du forum
- Nombre de messages : 10617
Age : 66
Localisation : Quadrant alfa
Date d'inscription : 06/01/2009
Re: Restauration Technique metal d'apport
gigi79 Sam 11 Avr 2020, 11:09
Pour Lu1900, que ce soit l'armurier de Toulouse ou cet invité ? Quel résultat ?
Merci

gigi79- Membre confirmé

- Nombre de messages : 374
Age : 60
Localisation : Sud-Ouest
Date d'inscription : 19/10/2019
Re: Restauration Technique metal d'apport
mad dog ✝ Sam 11 Avr 2020, 11:34
https://sdsmilitary.com/index.php/restaurations/
Si les cons étaient phosphorescents, c'est la terre qui éclairerait le soleil...!!!

mad dog ✝- Pilier du forum
- Nombre de messages : 1106
Age : 51
Date d'inscription : 06/09/2018
Re: Restauration Technique metal d'apport
gégé95 Sam 11 Avr 2020, 19:08
gégé95- Pilier du forum
- Nombre de messages : 1891
Age : 75
Localisation : Devant ma presse
Date d'inscription : 21/08/2009
Re: Restauration Technique metal d'apport
gigi79 Sam 11 Avr 2020, 22:52
gigi79- Membre confirmé
- Nombre de messages : 374
Age : 60
Localisation : Sud-Ouest
Date d'inscription : 19/10/2019
Re: Restauration Technique metal d'apport
CLOSDELIF Dim 12 Avr 2020, 08:43
Oui, c'est bien apport d'acier sur acier....gigi79 a écrit:Euhhh non, apport de métal (tige d'acier) par bouchonnage au TIG. La même chose se fait au laser mais l'appareil coûte une blinde...
Non nobis Domine, non nobis, sed Nomini Tuo da Gloriam.
http://winchester-lsg.forumotion.com/
http://prehistoire-xixeme.forumactif.org/

CLOSDELIF- Pilier du forum
- Nombre de messages : 22791
Age : 72
Localisation : 81
Date d'inscription : 03/09/2009
Re: Restauration Technique metal d'apport
Verchère Lun 13 Avr 2020, 06:33
Y-a aussi le "PUK", dont m'a parlé "jean santos" (un genre de TIG par points, sous microscope) ; mais l'appareil coûte aussi une blinde !gigi79 a écrit:Euhhh non, apport de métal (tige d'acier) par bouchonnage au TIG. La même chose se fait au laser mais l'appareil coûte une blinde...
Petite collection de documents anciens et récents : http://p.lacour.malvaux.free.fr/Arquebuses.htm
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -

Re: Restauration Technique metal d'apport
gigi79 Lun 13 Avr 2020, 07:27
Les soudures sont fines mais le remplissage se fait successivement (avec gaz protecteur pour les plus chères). Les appareils sont chers pour l'acier. Il y a même un appareil qui fait la trempe au laser...
Les appareils adaptés aux bijoutiers pour la création de bijoux sont plus abordables mais cela sera t il adapté au point de fusion de l'acier ? Oui pour l'acier maléable qui, comme métal d'apport à 0,06 mm, a un point de fusion plus faible que l'argent. Sachant que l'on peut faire des points de soudure de 0,6 à 1,5 mm pour les plus grosses, cela pourrait convenir... L'accroche et le bronzage sera t il identique à l'acier ? Je pense que oui donc ce serait une possibilité pour la restauration. Quel est ton avis sur ces derniers points ?
Cela va revenir cher à l'heure...
gigi79- Membre confirmé
- Nombre de messages : 374
Age : 60
Localisation : Sud-Ouest
Date d'inscription : 19/10/2019
Re: Restauration Technique metal d'apport
Verchère Mar 14 Avr 2020, 03:53
Le PUK travaille visiblement par points successifs, donc il doit économiser le gaz, et en espaçant les points on doit pouvoir éviter l'échauffement général de la pièce.
Du point de vue mécanique, ces divers modes de dépôt n'auront jamais le fibrage de l'acier forgé qui, si la pièce a été travaillée dans le sens optimal, augmente nettement la résistance du métal. Mais d'un autre côté le métal d'apport offre généralement des caractéristiques de résistance et de pureté d'assez haut niveau...
Le problème est certainement l'altération des traitements thermiques du métal sous-jacent, si la pièce est élevée au dessus de 250 à 300°.
Ou la création de traitements thermiques localisés à l'interface soudure-pièce : si la soudure est trop rapidement refroidie par le métal sous-jacent, elle peut tremper ; même si le métal d'apport n'est pas trempant, c'est le métal sous-jacent qui peut tremper au niveau de l'interface avec la soudure (j'ai souvent le problème en réparant des pièces de machine en acier, on s'en rend bien compte quand on termine l'ébavurage avec une lime). Selon la pièce on peut la préchauffer entièrement avant de souder (comme on fait pour la fonte quand on veut "assurer le coup"), ralentir le refroidissement de la soudure en l'accompagnant au chalumeau, ou ralentir le refroidissement de l'ensemble en l'enfouissant dans la cendre. Mais dans pas mal de cas, il faudrait refaire le traitement thermique sur toute la pièce !
Ensuite l'uniformité du bronzage...
Souvent le même produit ne colore pas identiquement des aciers de nuance différente, et il y a peu d'espoir que la nuance du métal d'apport soit absolument identique à celle du métal sous-jacent (d'autant qu'elle est la plupart du temps inconnue). Il faudra donc s'attendre à des déboires ; mais peut-être un produit donnera-t'il plus d'uniformité que les autres...
Cela peut surprendre, car on a l'habitude de voir sur nos armes anciennes une coloration assez uniforme. Mais par exemple pour le Lebel, ça s'explique par le fait que presque toutes les pièces bronzées sont réalisées dans la même catégorie d'acier (en fait il n'y avait dans ce fusil que 3 catégories d'acier : ressorts, la plupart des pièces, garnitures). Les garnitures ont souvent une teinte légèrement différente, tout comme les ressorts qui sont bleuis au feu.
Sur une arme moderne où les matériaux sont plus optimisés selon la fonction des pièces, les différences de teinte sont parfois importantes.
Donc, pour l'uniformité de bronzage sur un métal rechargé, c'est pas impossible mais jamais garanti.
Ce dont pour ma part je me fiche un peu, considérant que le rechargement de surface à des fins strictement cosmétiques est aussi ridicule que la chirurgie esthétique sur un vieillard décati...
Petite collection de documents anciens et récents : http://p.lacour.malvaux.free.fr/Arquebuses.htm
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Page 2 sur 5 • 1, 2, 3, 4, 5
» Restauration boiseries et métal Thompson M1A1
» Restauration pistolets 1er Empire et Restauration
» quadrillage crête de chien
» METAL APPORT