
 Accueil
Accueil Connexion
Connexion S'enregistrer
S'enregistrerRestauration Technique metal d'apport
Page 4 sur 5 •  1, 2, 3, 4, 5
1, 2, 3, 4, 5
Re: Restauration Technique metal d'apport
El Pasota Lun 02 Aoû 2021, 11:02
TARAS1 a écrit:Passionnant... merci de ces exposés super bien documentés, et chapeau bas pour la qualité des réalisations !
 Du grand art! Je me demande s'il ne va pas falloir faire une rubrique "Special Jean-santos" ?
Du grand art! Je me demande s'il ne va pas falloir faire une rubrique "Special Jean-santos" ? 
El Pasota- Pilier du forum

- Nombre de messages : 3127
Age : 65
Localisation : Sud 77
Date d'inscription : 22/09/2019
Re: Restauration Technique metal d'apport
eric38 Lun 02 Aoû 2021, 11:32

Bonjour,
que du plaisir a lire ce post, que de choses apprises et vivement plein d'autres.
Vive les deux écoles
 .
.Je voudrai poser une question hors sujet
Je soudais au semi-auto (je sais trop facile) du 0,6 mm au ...... , de la réparation a la
restauration de véhicule ainsi que de la construction de structure de camion a différents objets ,
aux dires je n'étais pas trop mauvais, mais cela était dans une ancienne vie
J'ai acheté un poste a souder chez L..L et dedans il y avait un truc utilisable(masque), avant je
soudais avec un simple masque avec un verre plus claire(a ma demande) personne a par moi
arrivé a s'en servir, du coup un nouveau masque est arrivait: automatique ( teintage auto), inutilisable
pour moi.
Donc pouvez vous me dire ce que vous utilisez ?

«Si vous voulez une sécurité totale, allez en prison. Là, vous êtes nourri, habillé, soigné et ainsi de suite. La seule chose qui manque ... c'est la liberté.
- Président Dwight D. Eisenhower-

eric38- Pilier du forum
- Nombre de messages : 1247
Age : 54
Localisation : dans les terres froides
Date d'inscription : 24/05/2015
Re: Restauration Technique metal d'apport
poudreverte Lun 02 Aoû 2021, 12:02
Mais pourquoi ne "peux" tu pas utiliser un masque auto ?

poudreverte- Futur pilier

- Nombre de messages : 715
Age : 58
Date d'inscription : 21/12/2012 -

Re: Restauration Technique metal d'apport
jean santos Lun 02 Aoû 2021, 12:40
@ Verchère : les tests d'abrasion que j'ai faits montrent que cette couche est bien accrochée . Et de plus ça m'a semblé assez dur . J'ai retrouvé une étude ancienne de L. HOULLEVIGUE sur le fer déposé de manière électrolytique , il semblerait qu'il contienne de l'hydrogène ce qui le rend dur et cassant : https://hal.archives-ouvertes.fr/jpa-00240016/document
Houllevigue parle de PROTOCHLORURE de fer pour l’électrolyte , c'est pour ça que j'ai tenté le perchlorure de fer qui a l'air de fonctionner aussi.
Cette technique serait donc uniquement à utiliser sur des épaves restaurées destinées à l'exposition et non au tir .
Ces canons en principe étaient en bronze pour résister aux intempéries . Celui-ci restera certainement en déco à l'extérieur. Il faut que je fabrique quelques gargousses en papier à cigarettes avec un peu de poudre , ce sera plus facile à charger le jour où je voudrai le faire péter à midi.
Voici la vidéo d'hier midi :
A Eric 38 : J'ai aussi du mal avec ces masques automatiques : J'ai fait cadeau du mien à mon fils qui soude peu souvent et je suis revenu au masque classique à filtre en verre + une loupe frontale pour voir plus net le bain de soudure

J'ai vu la réponse de Poudre Verte entre temps : Dans mon cas le masque auto était trop serré et ne permettait pas de porter la loupe frontale en dessous, ce que me permet la vieille cagoule plus spacieuse:e-yes:

jean santos- Membre confirmé

- Nombre de messages : 283
Age : 71
Date d'inscription : 10/02/2019
Re: Restauration Technique metal d'apport
Verchère Mar 03 Aoû 2021, 06:59
Si le dépôt électrolytique est imprégné d'hydrogène, ça doit partir à la longue et à la chaleur, comme pour les pièces dérouillées à l'électrolyse ; l'hydrogène ne tient pas en place, il se faufile partout, rien ne l'arrête...
On peut tout de même se demander si on n'a pas eu sur TCAR la primeur d'un procédé totalement innovant, permettant d'unifier la couleur du métal (et sans doute la couleur d'un bronzage) sur une pièce constituée de divers métaux (ou de diverses nuances d'un métal).
Est-ce que le "ferrage" (ou la "ferrure") électrolytique, était déjà connu en 67 après JS ?
Petite collection de documents anciens et récents : http://p.lacour.malvaux.free.fr/Arquebuses.htm
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Restauration Technique metal d'apport
poudreverte Mar 03 Aoû 2021, 08:39
Oui a priori... mais JS s'en est il inspiré ?Verchère a écrit:
Est-ce que le "ferrage" (ou la "ferrure") électrolytique, était déjà connu en 67 après JS ?
Étude expérimentale du fer électrolytique (1897), Louis Houllevigue (1863-1944)
https://hal.archives-ouvertes.fr/jpa-00240016/document

poudreverte- Futur pilier
- Nombre de messages : 715
Age : 58
Date d'inscription : 21/12/2012 -
Re: Restauration Technique metal d'apport
Vmax666 Mar 03 Aoû 2021, 13:41
eric38 a écrit:
Je voudrai poser une question hors sujet.
........
J'ai acheté un poste a souder chez L..L et dedans il y avait un truc utilisable(masque), avant je
soudais avec un simple masque avec un verre plus claire(a ma demande) personne a par moi
arrivé a s'en servir, du coup un nouveau masque est arrivait: automatique ( teintage auto), inutilisable
pour moi.
Donc pouvez vous me dire ce que vous utilisez ?
Comme tu dis que tu utilisais avant un masque très clair et que tu ne vois pas grand chose sur un masque actuel. Est tu sur de ne pas avoir une forme de Deuteranomalie et ce même légère. Ce qui fait que tout filtre vert des masques de soudures deviennent des filtres difficilement franchissables pour les yeux d'un deuteranotope. Pour cette anomalie qui est une forme de daltonisme; en soudure il faut en passer par des filtres bleus mais pas très évident à trouver.


Vmax666- Pilier du forum
- Nombre de messages : 2260
Age : 65
Localisation : Suisse
Date d'inscription : 08/09/2012
Re: Restauration Technique metal d'apport
eric38 Mar 03 Aoû 2021, 16:42
poudreverte a écrit:Tout le monde utilise des masques automatiques electro-optiques aujourd'hui pour la soudure a l'arc, sauf peut etre quelques anciens traditionalistes ou fauchés qui gerent correctement l'utilisation du masquage manuel, ou des ouvriers dans certains pays qui tiennent moins à la prunelle de leurs yeux qu'à leur derniere chemise
Mais pourquoi ne "peux" tu pas utiliser un masque auto ?
Bonjour,
pour le masque auto je me prenais a chaque départ de soudure un coup de flash
et même en réglant au mini.
Donc utilisation vraiment pas agréable, peut être que les masques actuels on évolués.
Vmax666 a écrit:
Comme tu dis que tu utilisais avant un masque très clair et que tu ne vois pas grand chose sur un masque actuel. Est tu sur de ne pas avoir une forme de Deuteranomalie et ce même légère. Ce qui fait que tout filtre vert des masques de soudures deviennent des filtres difficilement franchissables pour les yeux d'un deuteranotope. Pour cette anomalie qui est une forme de daltonisme; en soudure il faut en passer par des filtres bleus mais pas très évident à trouver.
Bonjour,
a sa fait mal , je ne connaissais pas cette "déficience"
C'est peut être possible , ce qui expliquerait ma dernière soudure a l'arc avec le masque
fourni , trop noir, impossible de voir comme il faut , un vrai lapin : des crottes de partout .
«Si vous voulez une sécurité totale, allez en prison. Là, vous êtes nourri, habillé, soigné et ainsi de suite. La seule chose qui manque ... c'est la liberté.
- Président Dwight D. Eisenhower-
eric38- Pilier du forum
- Nombre de messages : 1247
Age : 54
Localisation : dans les terres froides
Date d'inscription : 24/05/2015
Re: Restauration Technique metal d'apport
Vmax666 Mar 03 Aoû 2021, 17:26
eric38 a écrit:Vmax666 a écrit:
Comme tu dis que tu utilisais avant un masque très clair et que tu ne vois pas grand chose sur un masque actuel. Est tu sur de ne pas avoir une forme de Deuteranomalie et ce même légère. Ce qui fait que tout filtre vert des masques de soudures deviennent des filtres difficilement franchissables pour les yeux d'un deuteranotope. Pour cette anomalie qui est une forme de daltonisme; en soudure il faut en passer par des filtres bleus mais pas très évident à trouver.
Bonjour,
a sa fait mal , je ne connaissais pas cette "déficience".
C'est peut être possible , ce qui expliquerait ma dernière soudure a l'arc avec le masque
fourni , trop noir, impossible de voir comme il faut , un vrai lapin : des crottes de partout .
Cette "déficience" touche environ 10% de la gente masculine c'est une des formes de ce qu'on appelle le daltonisme. C'est un gros problème en soudure évidemment avec la quasi totalité des filtres actif ou passif qui sont verts. Il existe mais surtout aux US des filtres spéciaux pour soudeur deuteranotope de couleur bleu.
Cherche sur le net test deuteranomalie et fait les. Ce n'est pas d'une fiabilité parfaite seul un opthalmo de dira précisément ton niveau mais tu sauras vite si tu es concerné.
ici une explication des différentes formes et ensuite le test d’Ishihara
https://lesyeuxdudaltonisme.fr/comprendre-le-daltonisme/
https://lesyeuxdudaltonisme.fr/le-test-d-ishihara/
Il y a plusieurs niveaux possibles dans ces anomalies vu que tu arrivais a souder avec un filtre clair tu n'as certainement qu'une déficience dans les verts qui n'est pas lourde.
Vmax666- Pilier du forum
- Nombre de messages : 2260
Age : 65
Localisation : Suisse
Date d'inscription : 08/09/2012
Re: Restauration Technique metal d'apport
Verchère Sam 07 Aoû 2021, 00:25
Attention, à cette époque (vers 1900) le diagramme fer-carbone tel qu'on le connaît maintenant n'était pas encore établi (ou venait tout juste de l'être), donc les conclusions et analogies du moment sont à prendre avec des pincettes.poudreverte a écrit:...Étude expérimentale du fer électrolytique (1897), Louis Houllevigue (1863-1944)...
Sur les cours de métallurgie de 1810 / 1830 c'est du grand n'importe-quoi, vers 1886 ça commence à se préciser (avec déjà les intersections des courbes, dites "points de Tchernoff"), en 1910 c'est conforme aux connaissances actuelles (du moins celles d'il y-a 50 ans) ; je n'ai guère de documents intermédiaires.
Pour le masque de soudure "automatique", avant d'incriminer une déficience oculaire (certes, on ne rajeunit pas...) il faut savoir qu'au début de ces masques on leur reprochait un temps de latence trop élevé, qui laissait passer un éclair avant l'occultation.
Ça semble avoir bien progressé, mais si ton masque était de première génération ce serait une explication.
Pour ma part, j'y ai vu un grand progrès par rapport à mon masque en carton (qui a souvent pris feu) pourvu d'une lucarne vite piquetée d'escarbilles ; le masque électronique me libérant une main ou m'évitant le coup de tête qu'il faut donner avec certains volets rabattables. Même s'il y a un très bref éclair initial, ce n'est rien par rapport à ce qu'on prend dans la gueule chaque fois qu'on aligne le masque trop tard, quand on doit viser pour démarrer avec précision ou "gratter comme une allumette" pour amorcer une baguette rétive. Et tenir la baguette à 2 mains augmente nettement la précision du travail (surtout quand la baguette est longue).
D'ailleurs, que ce soit en mécanique agricole ou dans une charpente, on a souvent besoin de l'autre main pour se cramponner ; mais en position acrobatique le poids du casque fatigue beaucoup ; et il tombe bien facilement !
Petite collection de documents anciens et récents : http://p.lacour.malvaux.free.fr/Arquebuses.htm
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Restauration Technique metal d'apport
eric38 Dim 08 Aoû 2021, 11:12
merci pour vos réponses , j'ai regardé les tests et il y en a un qui n'est pas
bon, juste un
Pour les pépés tireurs il serait bien de faire comme moi car il serait mal venu de
 sur son voisin de tir a la place de la cible
sur son voisin de tir a la place de la cible J'attends une promo pour acheter un masque auto et je verrais.
«Si vous voulez une sécurité totale, allez en prison. Là, vous êtes nourri, habillé, soigné et ainsi de suite. La seule chose qui manque ... c'est la liberté.
- Président Dwight D. Eisenhower-
eric38- Pilier du forum
- Nombre de messages : 1247
Age : 54
Localisation : dans les terres froides
Date d'inscription : 24/05/2015
Re: Restauration Technique metal d'apport
tristan05 Lun 13 Sep 2021, 10:29
je suis soudeur mig/mag je fait beaucoup de carrosserie de voiture ancienne ...
je me poser la question je savoir si on pouvez recharger au MAG sur une arme j'ai bien vu au TIG mais je suis pas assez fort pour faire avec ..
si certain avait des question a me donner .
merci bien

tristan05- Membre

- Nombre de messages : 10
Age : 49
Date d'inscription : 13/09/2021
Re: Restauration Technique metal d'apport
eric38 Lun 13 Sep 2021, 11:17
tristan05 a écrit:je vient de lire les post avec attention vu que j ai un revolver modele 1873 pas mal piquer avec un peut des trous a reprendre ..
je suis soudeur mig/mag je fait beaucoup de carrosserie de voiture ancienne (comme moi)
je me poser la question je savoir si on pouvez recharger au MAG sur une arme j'ai bien vu au TIG mais je suis pas assez fort pour faire avec ..
si certain avait des question a me donner .
merci bien
Bonjour,
dans le passer j'ai restauré des objets avec le semi-auto du boulot, des baïonnettes , pièces
de fusils mais jamais le bloc d'une arme qui était bien visible .
Je suis sur qu'il serait possible mais le plus gros problème serait les marquages, pour la
finition il faut meuler, poncer et la cela devient problématique.
Si bien sur l'objet n'a aucune valeur pourquoi pas faire un essai .
Si j'ai bien compris tu est carrossier ?
Il fut un temps ou j'était carrossier constructeur dans l'automobile, mais cela est maintenant révolu .
Des photos de l'objet serait bien venu pour se rendre compte.
«Si vous voulez une sécurité totale, allez en prison. Là, vous êtes nourri, habillé, soigné et ainsi de suite. La seule chose qui manque ... c'est la liberté.
- Président Dwight D. Eisenhower-
eric38- Pilier du forum
- Nombre de messages : 1247
Age : 54
Localisation : dans les terres froides
Date d'inscription : 24/05/2015
Re: Restauration Technique metal d'apport
tristan05 Lun 13 Sep 2021, 11:23
eric38 a écrit:tristan05 a écrit:je vient de lire les post avec attention vu que j ai un revolver modele 1873 pas mal piquer avec un peut des trous a reprendre ..
je suis soudeur mig/mag je fait beaucoup de carrosserie de voiture ancienne (comme moi)
je me poser la question je savoir si on pouvez recharger au MAG sur une arme j'ai bien vu au TIG mais je suis pas assez fort pour faire avec ..
si certain avait des question a me donner .
merci bien
Bonjour,
dans le passer j'ai restauré des objets avec le semi-auto du boulot, des baïonnettes , pièces
de fusils mais jamais le bloc d'une arme qui était bien visible .
Je suis sur qu'il serait possible mais le plus gros problème serait les marquages, pour la
finition il faut meuler, poncer et la cela devient problématique.
Si bien sur l'objet n'a aucune valeur pourquoi pas faire un essai .
Si j'ai bien compris tu est carrossier ?
Il fut un temps ou j'était carrossier constructeur dans l'automobile, mais cela est maintenant révolu .
Des photos de l'objet serait bien venu pour se rendre compte.
je ne suis pas du tout du metier ni soudeur ni carrossier j ai tout appris par moi meme la maintenant je me suis mis as refaire des pieces comme a l origine avec roue anglais moulureuse bref on va dire que je suis un amateur eclairé .. la en se moment je suis sur la carrosserie d un toyota HJ61 qui as 32 ans et il reprend vie tranquilement ..
alors pour l arme je l ai pas encore en main donc j ai que cette photo mais je me renseigne avant vu que je prepare toujours mes projet avant de les attaquer
merci

tristan05- Membre
- Nombre de messages : 10
Age : 49
Date d'inscription : 13/09/2021
Re: Restauration Technique metal d'apport
eric38 Lun 13 Sep 2021, 11:44
tristan05 a écrit:
Avec une photo cela va mieux, personnellement je pense qu'il faut juste le nettoyer
et l'huiler, impossible de le récupérer au semi
 .
.Il faut manger le coq
«Si vous voulez une sécurité totale, allez en prison. Là, vous êtes nourri, habillé, soigné et ainsi de suite. La seule chose qui manque ... c'est la liberté.
- Président Dwight D. Eisenhower-
eric38- Pilier du forum
- Nombre de messages : 1247
Age : 54
Localisation : dans les terres froides
Date d'inscription : 24/05/2015
Re: Restauration Technique metal d'apport
tristan05 Lun 13 Sep 2021, 11:47
mais je veut quand meme essayer de voir si on peut pas faire autrement
tristan05- Membre
- Nombre de messages : 10
Age : 49
Date d'inscription : 13/09/2021
Re: Restauration Technique metal d'apport
Tupolef Lun 13 Sep 2021, 13:45
Je pense qu’il est possible de le récupérer au semi, avec du fil de 0,6mm et en soudant par point avec beaucoup de patience. Par contre il va falloir jouer de la lime pour retirer le metal d’apport excédentaire, donc des heures de travail en perspective.tristan05 a écrit:oui je me douter bien que au semi auto sa serait pas simple et le soucis c'est que le TIG je suis pas assez bon pour faire ca avec ..
mais je veut quand meme essayer de voir si on peut pas faire autrement
Je repris sur un 73, le trou du percuteur était usé, les amorces refoulaient dedans en bloquant la rotation du barillet. Après soudure, et un coup de lime, des amorces parfaitement plates, et plus de blocage.
Attention, les aciers moulés de cette époque ont tendance à être effervescent lors du soudage (aciers non calmés), d’où l’intérêt de ne souder que par point et non pas en cordons continus. D’ailleurs on peut voir des petites soufflures au niveau de la zone réparée, mais rien de bien méchant, et rien à voir avec l’inertage lors du soudage. J’avais également inséré un cône en cuivre dans le canal du percuteur pour éviter qu’il ne se remplisse de soudure.
Pour un revolver poli blanc de cette époque, du métal d’apport standard acier de type G3Si1 fait l’affaire.
Par contre pour des armes plus modernes, rechargement sur un boîtier de mauser par exemple, il faudra utiliser un métal d’apport contenant environ 2% de nickel avec un préchauffage préalable et un refroidissement lent (mettre la pièce dans du tissus réfractaire après soudage par exemple). Cela permet d’apporter de la ductilité à la soudure et ainsi éviter d’avoir de la fissuration sur des pièces qui sont souvent cémentées ou trempées revenu (des aciers avec un carbone équivalent élevé).
Tupolef- Membre expert

- Nombre de messages : 500
Age : 34
Date d'inscription : 15/05/2018
Re: Restauration Technique metal d'apport
tristan05 Lun 13 Sep 2021, 14:22
ok merci pour les infos
tristan05- Membre
- Nombre de messages : 10
Age : 49
Date d'inscription : 13/09/2021
Re: Restauration Technique metal d'apport
jean santos Lun 13 Sep 2021, 18:35

Tristan : Il n'est pas attaqué trop profond ton 1873, mais tu risques fort d'attaquer les marquages de N° de série , ce serait dommage . Il faut s'entraîner sur des bouts de ferraille pour ne mettre qu'un point très localisé qui ne vienne pas reboucher les marquages ;
De mon côté j'ai continué des essais d'aciérage , mais ce coup-ci sur des rebouchages faits à l'étain . Tout le monde ne possède pas un poste TIG ou MIG et cela peut être intéressant de faire des rebouchages de cratères à l'étain qui sont plus à la portée de l'amateur ...puis de venir déposer là-dessus une couche de fer par électrolyse . Ensuite on peut patiner cette couche et même pourquoi pas la bronzer .
Bien-sûr c'est de la pure chirurgie esthétique , mais de temps à autre j'aime bien "botoxer" mes vieilles armes
Voici la pièce "test" Je vais essayer d'effacer l'inscription TCAR qui est profonde de 2 à 3/10e de mm ; l'équivalent de petites piqures ou d'une légère "peau d'orange"

Je rebouche le tout à l'étain avec un gros fer à souder , pas besoin de trop chauffer. L'excédent d'étain est ensuite limé et la pièce poncée :

Ensuite électrolyse dans un bain de perchlorure avec deux électrodes en tôle sur le + et la pièce au moins :

Au bout de 2 heures avec environ 4V entre les électrodes et la pièce je ressors du bain et j'ai laissé la pièce 30 minutes dans un bain eau+ lessive St Marc pour neutraliser les effets du perchlorure.
La pièce est ensuite simplement cardée ( brosse métallique fine) L'inscription est presque effacée ( il reste le A sur lequel je n'avais pas mis assez d'étain)

Voici donc une méthode possible qui demande un matériel plus "léger" que les postes mig, mag ou tig , mais bien sûr c'est de l'étain le métal d'apport , quoi que la couche ( de quelques microns) d'acier est TRÈS dure . J'ai fait cet essai il y a un peu plsu d'un mois et ce matin la pièce n'avait pas bougé
Ces "aciérages" j'en avais entendu parler il y a quelques années sur des forums de gravure, mais je ne m'y étais intéressé que de loin ...jusqu'à en avoir une application pratique pour les restaurations d'armes .
Les graveurs en taille douce gravent une plaque de cuivre qui leur permet de faire un certain nombre de tirages papier sur une presse à cylindres qui pesse fortement sur la plaque en cuivre une feuille de papier humide qui vient prendre l'encre qui a été déposée au fond des sillons de la gravure .
L’aciérage permet de durcir la plaque de cuivre et ainsi de pouvoir faire un beaucoup plus grand nombre de tirages . C'était très utilisé pour le tirage des timbres poste ou on souhaitait en tirer un maximum d'exemplaires .
Voici une vidéo qui montre une de ces plaques aciérées
Je suis retourné voir sur les forums de gravure comme Aquatinte et ils préconisent l'utilisation de tôles récupérées sur des transformateurs de sortie d'amplificateurs push/pull à lampes .
Cet acier doux d'après eux a moins de rémanence magnétique et c'est ce qui donne les meilleurs résultats .
J'en ai récupéré sur mon vieil ampli Marshall qui était en panne depuis des années ( tout comme la guitare et le guitariste
jean santos- Membre confirmé
- Nombre de messages : 283
Age : 71
Date d'inscription : 10/02/2019
Re: Restauration Technique metal d'apport
Tupolef Lun 13 Sep 2021, 19:37
Le soudage c’est mon métier je n’ai pas trop de mérite. En ingénierie soudage on me casse la tête pour souder tout et n’importe quoi! Au fond quasi tout est soudable, il faut juste préchauffer, post-chauffer quand il le faut et choisir le bon procédé de soudage et surtout les bons métaux d’apport.
Petit nota, ici ce n’est pas du MIG (metal inert gaz) mais du MAG (metal activ gaz). Pour de l’acier carbone on n’utilise pas de l’argon pur mais un mélange argon/CO2, le CO2 est à hauteur de 8 à 18 pour-cent (le reste en argon), ce mélange permet d’assurer une meilleure pénétration, plus profonde et plus « ventrue ».
Les post ce sont bien démocratisé, j’ai acheté le mien sur le site de lidl Belgique (étant frontalier j’en ai profité car ce modèle n’est malheureusement pas disponible en France). Le poste permet de souder à l’électrode enrobée, au TIG (avec amorçage au gratté, pas idéal pour la restauration d’arme) et au procédé semi automatique. Il n’est pas livré avec la torche TIG, ni le gaz de protection, mais c’est un très bon poste, et une fois tout le matériel acheté, on arrive à un budget de moins de 500€. Note importante, ce poste accepte les bobines de 5kilos (bien moins chères au poids que les bobines de quelques centaines de grammes), il dispose également d’une fonction pour souder l’aluminium en semi automatique.
Avec j’ai pu souder des pièges à balles, bac de bronzage, rampes de brûleurs pour bac de bronzage, carrosserie, armes etc…. C’est donc un bon investissement, encore faut il savoir bien régler son poste en fonction de ce que l’on veut faire.
Pour les curieux, une petite recherche concernant le youtubeur soudeur 2.0 avec le test du poste à souder Parkside.
Attention je ne fais pas de publicité pour ce produit, mais cela peut permettre à certaines personnes voulant se lancer dans le soudage de débuter avec un budget raisonnable.
Quelques exemples de réparation:
Un ressort dont une des branche était cassée à la base, soudage au tig avec apport contenant 2% de nickel, trempe à l’huile puis revenu. Cela fait un an, et il tient toujours même après des centaines de tir:
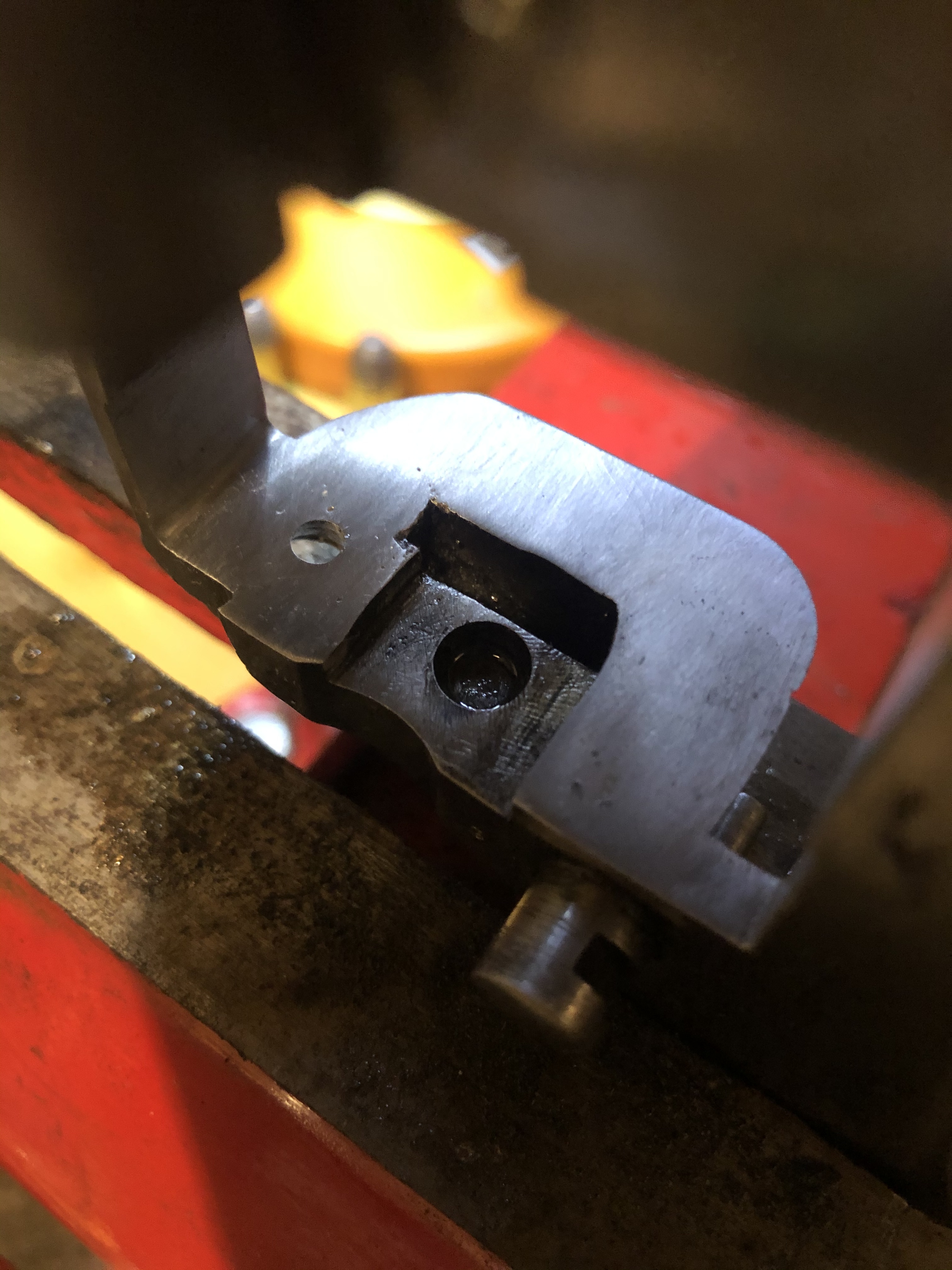
Refabrication d’un percuteur de 73 complètement limé par le passé. Fabrication d’un percuteur en tournage fileté à son extrémité, perçage débouchant et taraudage du chien. Un point de soudure au MAG pour boucher le trou à l’arrière du chien et empêcher le percuteur de se desserrer:


Petite question, as tu une idée de la tenue dans le temps de cette réparation par étamage puis aciérage?
Pareil quid des pièces soumises à dilatation lors du tir, je penses par exemple au nickelage qui saute sur les barillets au fur et à mesure du temps par exemple ?!
Dernière édition par Tupolef le Lun 13 Sep 2021, 19:58, édité 2 fois
Tupolef- Membre expert
- Nombre de messages : 500
Age : 34
Date d'inscription : 15/05/2018
Re: Restauration Technique metal d'apport
tristan05 Lun 13 Sep 2021, 19:44
Tupolef a écrit:Merci Jean,
Le soudage c’est mon métier je n’ai pas trop de mérite. En ingénierie soudage on me casse la tête pour souder tout et n’importe quoi! Au fond quasi tout est soudable, il faut juste préchauffer, post-chauffer quand il le faut et choisir le bon procédé de soudage et surtout les bons métaux d’apport.
Petit nota, ici ce n’est pas du MIG (metal inert gaz) mais du MAG (metal activ gaz). Pour de l’acier carbone on n’utilise pas de l’argon pur mais un mélange argon/CO2, le CO2 est à hauteur de 8 à 18 pour-cent (le reste en argon), ce mélange permet d’assurer une meilleure pénétration, plus profonde et plus « ventrue ».
Les post ce sont bien démocratisé, j’ai acheté le mien sur le site de lidl Belgique (étant frontalier j’en ai profité car ce modèle n’est malheureusement pas disponible en France). Le poste permet de souder à l’électrode enrobée, au TIG (avec amorçage au gratté, pas idéal pour la restauration d’arme) et au procédé semi automatique. Il n’est pas livré avec la torche TIG, ni le gaz de protection, mais c’est un très bon poste, et une fois tout le matériel acheté, on arrive à un budget de moins de 500€. Note importante, ce poste accepte les bobines de 5kilos (bien moins chères au poids que les bobines de quelques centaines de grammes), il dispose également d’une fonction pour souder l’aluminium en semi automatique.
Avec j’ai pu souder des pièges à balles, bac de bronzage, rampes de brûleurs pour bac de bronzage, carrosserie, armes etc…. C’est donc un bon investissement, encore faut il savoir bien régler son poste en fonction de ce que l’on veut faire.
Pour les curieux, une petite recherche concernant le youtubeur soudeur 2.0 avec le test du poste à souder Parkside.
Attention je ne fais pas de publicité pour ce produit, mais cela peut permettre à certaines personnes voulant se lancer dans le soudage de débuter avec un budget raisonnable.
Petite question, as tu une idée de la tenue dans le temps de cette réparation par étamage puis aciérage?
Pareil quid des pièces soumises à dilatation lors du tir, je penses par exemple au nickelage qui saute sur les barillets au fur et à mesure du temps par exemple ?!
tiens j ai reussi a l avoir aussi le parkside par un ami belge . je le trouve vachement bien , la je suis passer sur un spartus easymig 215 que je trouve vachement bien aussi
tristan05- Membre
- Nombre de messages : 10
Age : 49
Date d'inscription : 13/09/2021
Re: Restauration Technique metal d'apport
OTTOVANRUINBEK Ven 03 Mar 2023, 01:12
Je suis retourné voir sur les forums de gravure comme Aquatinte et ils préconisent l'utilisation de tôles récupérées sur des transformateurs de sortie d'amplificateurs push/pull à lampes .
Cet acier doux d'après eux a moins de rémanence magnétique et c'est ce qui donne les meilleurs résultats .
J'en ai récupéré sur mon vieil ampli Marshall qui était en panne depuis des années ( tout comme la guitare et le guitariste
A défaut d'un ampli, quels seraient les exemples d'acier doux de récupération faciles à trouver que l'on pourrait utiliser pour de "l'aciérage" par électrolyse ??
Merci d'avance.
OTTOVANRUINBEK- Membre averti

- Nombre de messages : 190
Age : 61
Localisation : Les volcans du centre
Date d'inscription : 06/10/2022
El Pasota- Pilier du forum
- Nombre de messages : 3127
Age : 65
Localisation : Sud 77
Date d'inscription : 22/09/2019
Re: Restauration Technique metal d'apport
jean santos Mer 08 Mar 2023, 08:34
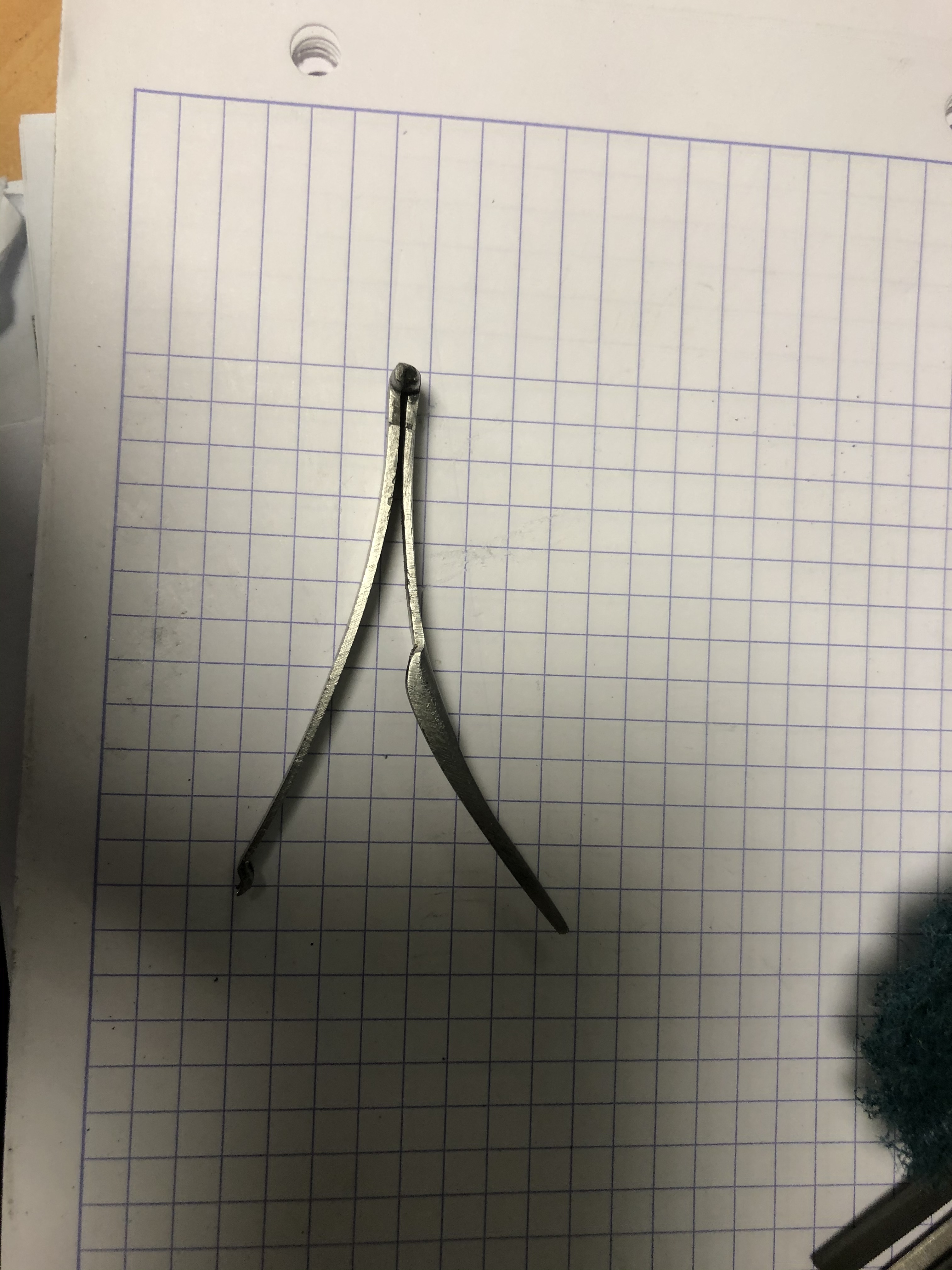
S'il t'en faut juste une paire pour un essai, envoie moi ton adresse par MP
El Pasota nous montre le perchlorure qu'il faut utiliser , on en trouve aussi en granulés à diluer dans l'eau distillée qui fonctionne très bien.
Une précision IMPORTANTE : NE JAMAIS LAISSER LA PIÈCE DANS LE PERCHLORURE sans circulation de courant .
Sans courant non seulement il ne se fait plus de dépôt d'acier , mais l'acide du perchlorure attaque la pièce .
C'est arrivé à un copain qui voulait aciérer un barillet de Chaineux, son alimentation a fumé et il a passé 30 minutes à en chercher une autre en laissant tout dans le bac .Le perchlorure lui avait rongé le barillet le rendant inutilisable. Si on coupe le courant , il faut vite sortir les pièces du bain et les rincer pour enlever les restes de perchlo
jean santos- Membre confirmé
- Nombre de messages : 283
Age : 71
Date d'inscription : 10/02/2019
Re: Restauration Technique metal d'apport
cromagnon 07 Mer 08 Mar 2023, 08:59
hellotristan05 a écrit:je vient de lire les post avec attention vu que j ai un revolver modele 1873 pas mal piquer avec un peut des trous a reprendre ..
je suis soudeur mig/mag je fait beaucoup de carrosserie de voiture ancienne ...
je me poser la question je savoir si on pouvez recharger au MAG sur une arme j'ai bien vu au TIG mais je suis pas assez fort pour faire avec ..
si certain avait des question a me donner .
merci bien
j'utilise régulièrement un MIG NO GAZ pour des petites soudures et avec l'habitude ça fait très bien le job
j'y arrive aussi avec un poste a l'arc mais c'est bien plus délicat ,au début je n'avais que ça donc il fallait faire avec ,mais je ne regrette pas mon MIG . je peux aussi utiliser mon ARC en TIG mais le gaz coute cher et il me faudrait au minimum une formation
PS : je suis a la recherche des notices d'utilisation et d'entretient pour poste MIG SPARK 140 ,le miens est arrivé d'occasion et sans doc

cromagnon 07- Pilier du forum
- Nombre de messages : 1149
Age : 65
Localisation : ardeche
Date d'inscription : 23/06/2010
Page 4 sur 5 • 1, 2, 3, 4, 5
» Restauration boiseries et métal Thompson M1A1
» Restauration pistolets 1er Empire et Restauration
» quadrillage crête de chien
» METAL APPORT