
 Accueil
Accueil Connexion
Connexion S'enregistrer
S'enregistrerUn mouton à cinq pattes…
Page 2 sur 2 •  1, 2
1, 2
Re: Un mouton à cinq pattes…
lolo577 Mer 08 Aoû 2018, 14:21
EPISODE 3 : MISE EN PLACE DU DIOPTRE
___________________________________________
C’est une opération délicate à plus d’un titre. En premier lieu, il faut percer et tarauder le pont arrière du boitier. On ne dispose que d’une seule chance. Si l’on rate son coup, c’est définitivement cuit ! En outre, il faut impérativement que le dioptre soit monté « droit ». C’est un travail que l’on n’aborde pas le cœur léger.
L’embase du dioptre dispose d’un usinage hémicylindrique destinée à être en contact avec la forme complémentaire du pont arrière du boitier (voir les photos plus haut dans le sujet). Rien ne positionne angulairement cette embase. Pour qu’elle soit « droite », il m’a fallu assurer le parallélisme entre la face inférieure plane du boitier et la face supérieure de l’embase (merci au passage aux gars de chez Mauser pour l’existence de cette base plane !).
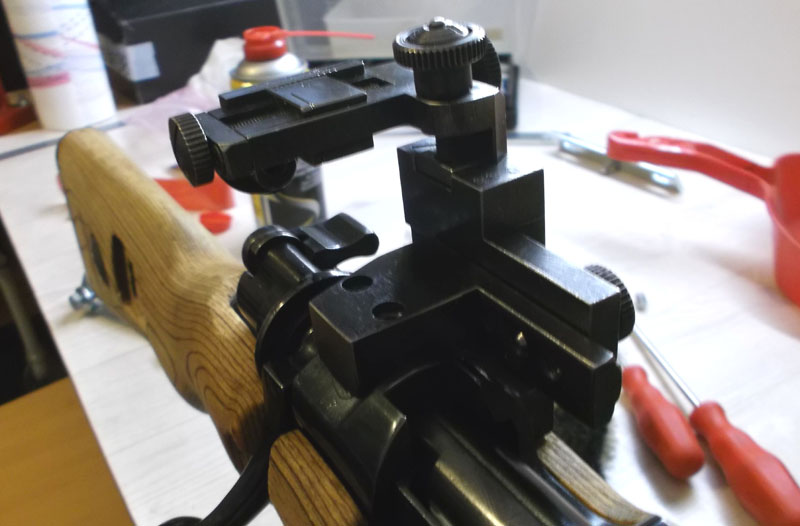
Dans un premier temps, j’ai bricolé ce petit montage. La planche de bois sert d’entretoise afin de ne pas avoir à démonter le système de détente qui se trouve exactement au mauvais endroit ! J’ai d’abord réalisé un premier montage à blanc. En mesurant l’écartement des 2 brides, je me suis assuré de leur parallélisme.
Montage vu de l’arrière

Montage vu de l’avant

Les écrous situés sous la bride supérieure servent de butée afin de conserver le réglage du parallélisme. Ce travail terminé, j’ai démonté la bride supérieure afin de coller l’embase à sa place. Après un dégraissage sérieux des surfaces, j’ai réalisé le collage à la cyano. J’ai ensuite remonté rapidement la bride supérieure afin que l’embase se positionne à sa place exacte avant que la colle ne prenne. Après quelques minutes, j’ai tout démonté et l’embase tenait très solidement.
Embase collée en place

L’embase sert de canon de perçage. En procédant de cette manière, par contre-perçage, on est certain que les trous forés dans le boitier le seront au bon endroit.
Les perçages de l’embase ont un diamètre exactement égal à 4 mm (un foret de diamètre 4 mm y rentre tout juste). J’ai dans un premier temps monté un tel foret dans le mandrin de ma très modeste perceuse à colonne. En passant par les perçages de l’embase, j’ai réalisé une amorce de trou en surface du boitier. Cette amorce, parfaitement centrée, a servi de centre pour un foret de diamètre 3,3 mm. Ainsi, j’ai pu percer le boitier en étant assuré que les trous tomberaient bien en face. Il ne reste plus qu’à tarauder M4. Mon père dispose du jeu de tarauds de ce diamètre et nous allons réaliser l’opération dans quelques jours. Cela devrait bien se passer mais il y a toujours le risque de casser un taraud…
Le boitier percé

Vous remarquerez que les 2 perçages sont bien au milieu de la rainure longitudinale qui traverse le pont arrière du boitier.
Le dioptre en place vu de l’avant
Le dioptre en place vu de l’arrière

C'est pas la ferraille qui commande !!!
(traduction un peu primaire de la domination de l'Homme sur la matière)

lolo577- Pilier du forum

- Nombre de messages : 1245
Age : 54
Localisation : Pas très loin de St Amable (63)
Date d'inscription : 06/08/2009
Re: Un mouton à cinq pattes…
manucolt1873 Mer 08 Aoû 2018, 19:00


manucolt1873- Membre confirmé

- Nombre de messages : 440
Age : 48
Localisation : MERIGNAC 33
Date d'inscription : 04/09/2010
Re: Un mouton à cinq pattes…
Verchère Mer 08 Aoû 2018, 23:00
Pour le perçage du pont AR, l'embase de dioptre est effectivement un "canon de perçage" bien commode (à condition qu'elle ne soit pas en alu, et qu'il n'y ait pas 36 boîtiers à percer).
Tu aurais peut-être pu te dispenser du collage, en prévoyant 2 gros trous dans la bride supérieure afin de forer avec la bride en place. L'ensemble bridé sur la table de perçeuse soigneusement alignée, c'est mieux.
Et alors, sans démonter la pièce, on remplace le forêt de 3 par le taraud de 4 et on taraude en tournant les poulies à la main ; ce qui garantit le parfait alignement du taraudage (sinon, en taraudage manuel ça a une fâcheuse tendance à démarrer de travers, et ensuite ça ne se redresse pas mais devient de plus en plus dur à mesure que le taraud s'enfonce ... jusqu'à casser, parfois).
Il suffit, sur la perçeuse, d'amorcer le taraudage (p.ex. passer uniquement le taraud n° 1 d'un jeu de 3) ; mais on peut aussi le faire complètement (à fortiori si on a un taraud-machine à goujures hélicoïdales). Les perçeuses sont souvent mal organisée pour cette pratique, et il faut parfois se mettre à deux : un qui tourne les poulies, l'autre qui accompagne la descente avec le levier, dont le ressort est parfois trop fort.
Pour diminuer les risques de casse au taraudage il faut huiler généreusement ; le petit coup en arrière n'est utile que sur les tarauds à goujures droites, pour casser le copeau et laisser tomber les débris (mais sans jet d'huile sous pression ils risquent fort de rester en place). En fait le retour en arrière donne des à coups préjudiciables à la qualité du filet et à la longévité du taraud, alors mollo... Et pour les goujures hélicoïdales on évite autant que possible les débourrages intermédiaires car le copeau est censé sortir en tortillons continus, et en le cassant on augmente les risques de micro-coincements.
Pour la vitesse, à la main c'est comme ça vient ; on essaie juste d'éviter les régimes qui provoquent un crissement. En taraudage machine, il est fréquent que ça casse plus souvent à vitesse trop lente, à cause des vibrations (la vitesse normale d'un taraud, c'est en théorie la même que pour un forêt de même Ø, mais en fait on va quand même souvent moins vite).
Les petits taraudages dans des pièces en acier assez dur de forme compliquée, c'est quand même pas rien ! Le perçage bridé sur table, avec gabarits (canons de perçage en acier trempé), puis le taraudage à la machine, diminuent les risques de foirage. C'est pas nouveau, les trous de la boîte de culasse de Lebel étaient déjà faits comme ça...
Les autres infos (autres que Lebel), sont issues de discussions autour de machines de décolletage en service. En décolletage on utilise beaucoup de tarauds et filières, et faut que ça crache ; mais faut tout de même que les outils tiennent si possible quelques milliers de pièces, alors on n'exagère pas non plus...
Verchère- Pilier du forum
- Nombre de messages : 19091
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -

Re: Un mouton à cinq pattes…
lolo577 Mer 08 Aoû 2018, 23:55
C'est pas la ferraille qui commande !!!
(traduction un peu primaire de la domination de l'Homme sur la matière)
lolo577- Pilier du forum
- Nombre de messages : 1245
Age : 54
Localisation : Pas très loin de St Amable (63)
Date d'inscription : 06/08/2009
Re: Un mouton à cinq pattes…
Sardanapale Jeu 09 Aoû 2018, 01:41
C'est vraiment très intéressant, merci de partager.
Question de néophyte: Pour quelle raison les perçages sur le pont arrière doivent-il être traversants?
Sardanapale- Membre

- Nombre de messages : 98
Age : 58
Date d'inscription : 03/04/2018
Re: Un mouton à cinq pattes…
lolo577 Jeu 09 Aoû 2018, 09:37
Sardanapale a écrit:Bonjour,
C'est vraiment très intéressant, merci de partager.
Question de néophyte: Pour quelle raison les perçages sur le pont arrière doivent-il être traversants?
Les néophytes ont parfaitement le droit de s’interroger !
Je pense, sans en être certain, il faut parfois chercher l’interrogation derrière la question, que tu interprètes mal cette photo :
Le boitier est photographié par en-dessous à travers le puit du magasin. Les perçages ne traversent que le pont arrière et donc uniquement la paroi supérieure du boitier.
A cet endroit, l’épaisseur de métal est seulement de 2,7 mm. Il est impossible de réaliser un taraudage borgne (non-débouchant) dans aussi peu de matière. Les perçages débouchent donc dans l’alésage central du boitier.
C'est pas la ferraille qui commande !!!
(traduction un peu primaire de la domination de l'Homme sur la matière)
lolo577- Pilier du forum
- Nombre de messages : 1245
Age : 54
Localisation : Pas très loin de St Amable (63)
Date d'inscription : 06/08/2009
Re: Un mouton à cinq pattes…
Xavier06 Jeu 09 Aoû 2018, 11:04
lolo577 a écrit:(...)
A cet endroit, l’épaisseur de métal est seulement de 2,7 mm. Il est impossible de réaliser un taraudage borgne (non-débouchant) dans aussi peu de matière. Les perçages débouchent donc dans l’alésage central du boitier.
Petite question en passant : pour un montage de lunette (et non de dioptre), où il faut également percer et tarauder sur l'avant du boitier, peut on faire un taraudage borgne ou bien faut il dévisser le canon pour avoir des perçages débouchant ?
Xavier06- Membre confirmé
- Nombre de messages : 363
Age : 55
Localisation : 06 et 92
Date d'inscription : 11/06/2018
Re: Un mouton à cinq pattes…
Sardanapale Jeu 09 Aoû 2018, 12:53
lolo577 a écrit:[
Le boitier est photographié par en-dessous à travers le puit du magasin. Les perçages ne traversent que le pont arrière et donc uniquement la paroi supérieure du boitier.
A cet endroit, l’épaisseur de métal est seulement de 2,7 mm. Il est impossible de réaliser un taraudage borgne (non-débouchant) dans aussi peu de matière. Les perçages débouchent donc dans l’alésage central du boitier.
Merci!
Sardanapale- Membre
- Nombre de messages : 98
Age : 58
Date d'inscription : 03/04/2018
Re: Un mouton à cinq pattes…
lolo577 Jeu 09 Aoû 2018, 12:56
Xavier06 a écrit: Petite question en passant : pour un montage de lunette (et non de dioptre), où il faut également percer et tarauder sur l'avant du boitier, peut on faire un taraudage borgne ou bien faut il dévisser le canon pour avoir des perçages débouchant ?
Sans être totalement certain, je pense que les taraudages sur l'avant du boitier sont borgnes et se font sans démonter le canon. Comme ils sont peu profonds, ils imposent, selon moi, l'utilisation de tarauds spécifiques avec une entrée très courte.
C'est pas la ferraille qui commande !!!
(traduction un peu primaire de la domination de l'Homme sur la matière)
lolo577- Pilier du forum
- Nombre de messages : 1245
Age : 54
Localisation : Pas très loin de St Amable (63)
Date d'inscription : 06/08/2009
Re: Un mouton à cinq pattes…
Verchère Ven 10 Aoû 2018, 03:23
Si la vis AV tombe au niveau du filetage de canon, c'est à la rigueur assez épais pour tarauder borgne. On évitera de percer jusqu'au canon (mais si on accroche un peu le filet, c'est pas grave - sur le Mauser 98, ce filetage fait Ø 27.7 mm, au pas de 2.1 mm).
Mais ça serait mieux qu'elle tombe derrière le canon, dans le rétrécissement du boîtier, qui permet un trou borgne.
Si la vis AR tombe au niveau du tenon idem, c'est assez épais pour un trou borgne.
Si elle tombe entre tenon et canon, dans l'élargissement réservé au tenon de la culasse, la paroi est plus fine et il faudra sans doute déboucher ; j'aime pas mettre une vis là, car c'est la zone la plus sollicitée du boîtier.
Il faut bien entendu éviter que la vis soit proche de la face d'appui du tenon : c'est un coup à diminuer la surface de contact, mais surtout à casser dedans le forêt ou le taraud (idem si le trou débouche en oblique) !
Les tarauds, du point de vue forme c'est un peu la foire d'empoigne.
Normalement, on devrait distinguer les :
- tarauds d'enfilade,
- tarauds par jeu de 2 ou 3,
- tarauds-machine hélicoïdaux.
Le taraud d'enfilade est très long, avec une tige rétreinte et une amorce extrêmement progressive. Il sert à tarauder des écrous, en une passe : une fois la passe finie on laisse l'écrou engagé en haut de la tige et on en taraude un autre. Ce n'est que quand la tige est remplie, qu'on démonte le taraud pour vider la pile d'écrous enfilée dessus.
Dans un jeu de 2 ou 3 tarauds le premier devrait avoir des filets très arasés, le second des filets moins arasés, le troisième des filets exacts. Le premier ayant une amorce très longue pour améliorer l'auto-alignement de l'outil, les deux autres des amorces sur 2 filets seulement pour aller au fond des trous borgnes.
Le taraud-machine travaille en une passe, mais il a une amorce courte (2 à 3 filets) pour faire les trous borgnes. Et souvent une pointe conique, pour mieux "trouver le trou" en usinage automatique.
On peut éventuellement meuler cette pointe et raffûter plus court (amorce sur 2 filets) pour tarauder plus près du fond de trou. Mais raffûter un taraud, c'est pas si facile...
A noter qu'avant la guerre de 14 il y avait très peu de tarauds hélicoïdaux, et que ça ne les empêchait pas de tarauder à la machine en une seule passe, sans donner de coups en arrière pour casser le copeau...
En pratique les jeux de 3 tarauds sont souvent bizarres, le premier n'étant guère qu'une longue amorce (n'effectuant aucun travail dans les trous borgnes courts), le second étant soit un taraud à filets tronqués (imposant systématiquement le passage du n°3 quel que soit le trou), ou un taraud à filets exacts mais à amorce très longue (genre "enfilade"), ce qui dispense de passer le n°3 dans les trous débouchants peu profonds, où l'on peut visser entièrement ce n°2.
A savoir que les jeux à 3 tarauds, c'est un peu "bricolo" :
Sur un catalogue d'outils de 1913, certains accessoires de taraudage adaptables sur perceuse à colonne indiquent pour les trous débouchants un taraudage en une seule passe jusqu'à 38 mm ; à 2 tarauds successifs au dessus de 38 mm ! Pour les trous borgnes, 2 tarauds jusqu'à 38 mm, 3 tarauds au dessus !
Mais dans les travaux délicats, on est plus rassuré avec 3 tarauds... Sauf que (voir ci-dessus), avec certains jeux de tarauds, dans les trous borgnes courts c'est le n°3 qui se tape tout le boulot ; on en revient alors à 1 taraud ! Ce qui peut-être une raison de faire les trous débouchants, quand c'est possible...
En définitive c'est la forme exacte des tarauds disponibles, qui pourrait bien trancher le dilemme "débouchant ou borgne ?"
Contourner en faisant ses tarauds soi-même ? Je ne m'aventurerai pas sur la question : j'ai les informations théoriques, mais pas la moindre pratique !
Verchère- Pilier du forum
- Nombre de messages : 19091
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Un mouton à cinq pattes…
lolo577 Ven 10 Aoû 2018, 10:32
Verchère a écrit:Sur l'avant d'un boîtier Mauser, les (...)
Ton érudition m'impressionne quotidiennement

C'est pas la ferraille qui commande !!!
(traduction un peu primaire de la domination de l'Homme sur la matière)
lolo577- Pilier du forum
- Nombre de messages : 1245
Age : 54
Localisation : Pas très loin de St Amable (63)
Date d'inscription : 06/08/2009
Re: Un mouton à cinq pattes…
Sardanapale Ven 10 Aoû 2018, 12:35
Sardanapale- Membre
- Nombre de messages : 98
Age : 58
Date d'inscription : 03/04/2018
Re: Un mouton à cinq pattes…
Verchère Sam 11 Aoû 2018, 00:59
Les tarauds,[/b] c'est parce-qu'ayant toujours été radin, j'essayais systématiquement de fabriquer les outils plutôt que de les acheter. Les tarauds et filières représentaient alors des sommets inaccessibles, mais j'ai depuis quelques années trouvé des documents anciens décrivant leur fabrication, à l'usage des outilleurs (notices de machines-outils des années 1930, table de construction du Lebel de 1890, etc.)
Et j'ai par ailleurs accès à des rebuts d'outils cassés, ce qui me permet de vérifier les diverses cotes et angles de coupe, voire de me faire la main sur le ré-affûtage.
Un jour j'y arriverai ! peut-être...
L'histoire des machines-outils c'est très difficile : presque aucune n'a survécu, et avant le début des grandes Expositions Universelles (mi - XIXe) les traces sont ténues.
Quelques croquis de machines de l'antiquité, on ne sait combien de fois recopiés et on ne sait par qui ; une poignée de dessins du Moyen-Age / Renaissance souvent distordus voire mécaniquement mal fichus, et pas forcément concrétisés à l'époque (le "tour automatique à fileter" de Léonard de Vinci, par exemple).
Difficile de baser un travail sérieux là dessus...
Mais ponctuellement, sur une machine déterminée, c'est possible. Je planche actuellement sur quelques pages consacrées à une grosse perceuse à colonne, du genre de celle figurant sur un bouquin de J. Huon ("le Lebel"), sauf que la mienne marche à la manivelle. Pour être complet faut la remettre en service : forer à la manivelle de l'acier mi-dur au Ø 24 mm sans avant trou, effectivement c'est jouable, mais c'est pas de tout repos !
Verchère- Pilier du forum
- Nombre de messages : 19091
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Un mouton à cinq pattes…
Sardanapale Sam 11 Aoû 2018, 01:40
Sardanapale- Membre
- Nombre de messages : 98
Age : 58
Date d'inscription : 03/04/2018
Re: Un mouton à cinq pattes…
Verchère Dim 12 Aoû 2018, 05:16
Je me permettrais de suggérer de ne pas serrer fortement le dioptre, car il faudra peut-être le re-démonter pour une autre opération. Et, au montage final, de ne pas mettre de frein-filet sur les vis, dont les têtes sont souvent un peu fragiles. Mais d'encoller la surface de contact dioptre-boîtier avec du "frein filet fort" si ça plaque bien, avec un peu de "Scelroulement" si ça plaque imparfaitement. En poussant le dioptre vers l'avant pendant le serrage des vis.
Comment taraude t'on un trou, comment filète-t'on une vis ? Avec un taraud, avec une filière...
Mais comment fabrique-t'on ce taraud ? Avec une filière...
Et cette filière, origine de tout ? Avec un "taraud-mère".
Nous voilà bien avancés : le taraud-mère, alors ?
Avec un tour à fileter, pourvu d'une "vis-mère".
Mais où diable ont-ils trouvé la vis-grand-mère qui a produit les vis-mères génitrices des tarauds-mères ?
L'explication de Courbet n'est sans doute pas la bonne : c'est trop long, et les arêtes sont trop coupantes.
Verchère- Pilier du forum
- Nombre de messages : 19091
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Un mouton à cinq pattes…
lolo577 Dim 12 Aoû 2018, 10:38
Verchère a écrit:Alors, ces taraudages de dioptre ? (...)
Il va falloir être un petit peu patient ! Je ne vais chez mes parents que demain...
En plus, j'ai pas mal de choses à y faire puisque je doit couler des projectiles pour mon fusil Minié. Ma maison n'a pas d'extérieurs (ni jardin, ni cour...). Par contre, je peux m'installer dehors chez mes parents pour fondre du plomb sans trop respirer de saloperies...
Pour ton problème de taraud et filière, pas besoin de vis originelle. Pour générer une surface hélicoïdale, il faut assurer la proportionnalité entre une rotation et une translation (un tour, un pas). Une crémaillère peut suffire. D'autres solutions sont imaginables (courroie, chaine....)
C'est pas la ferraille qui commande !!!
(traduction un peu primaire de la domination de l'Homme sur la matière)
lolo577- Pilier du forum
- Nombre de messages : 1245
Age : 54
Localisation : Pas très loin de St Amable (63)
Date d'inscription : 06/08/2009
Re: Un mouton à cinq pattes…
Verchère Lun 13 Aoû 2018, 02:46
Ce que j'ai omis de préciser plus haut, c'est que les anciennes filières étaient le plus souvent réglables, ce qui permettait d'ajuster les jeux (et malgré une apparence plus compliquée c'est plus facile à réaliser car une erreur de diamètre se corrige, et à réaffûter).
Le plomb, en extérieur je fais plus, sauf les premières fusions pour lingotage. Pour la fusion fine, je préfère respirer les vapeurs plutôt que de m'énerver parce-que le vent fait refroidir la soupe !
En retour au sujet, j'applaudis...
Je sais pas pourquoi, mais l'esthétique me plaît beaucoup. Et l'approche aussi : contre-coller des lamelles pour former un bloc destiné à tailler un garde-main assorti à la crosse existante, c'est la grande classe...
Rien à voir avec les Mauser-chasse bâclés que j'ai commis dans ma jeunesse !
Verchère- Pilier du forum
- Nombre de messages : 19091
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Un mouton à cinq pattes…
lolo577 Mer 15 Aoû 2018, 13:41
Verchère a écrit: En retour au sujet, j'applaudis... (...)
Tu es bien aimable !
Bon ben ! C’est fait !
Mon père et moi avons taraudé le boitier. Enfin surtout lui ! Ajusteur de formation et technicien de bureau d’études pour les outils de découpe et d’emboutissage pendant 40 ans, il n’y a aucune raison de ne pas lui laisser le plaisir de faire. Je me contente alors d’être son l’assistant…
Avec un peu de patience et d’huile de coupe, les deux taraudages ont été effectués sans aucune difficulté. Il faut rappeler que la longueur à tarauder n’était que de 2,7 mm soit à peine 4 filets. Là encore, l’embase collée a servi de guide. Tous ceux qui ont alésé ou taraudé à la main savent de quoi je parle. J’adore entendre le crissement voire le ronronnement de l’outil qui coupe l’acier. J’avais auparavant coupé les vis à la bonne longueur.
L’embase vissée

Le dioptre en place

Puisque j’avais les clés 6 pans aux dimensions anglo-saxonnes sous la main, j’ai ai profité pour resserrer le jeu de la glissière d’élévation.
Dernières choses à faire, les finitions des bois…
C'est pas la ferraille qui commande !!!
(traduction un peu primaire de la domination de l'Homme sur la matière)
lolo577- Pilier du forum
- Nombre de messages : 1245
Age : 54
Localisation : Pas très loin de St Amable (63)
Date d'inscription : 06/08/2009
Re: Un mouton à cinq pattes…
lolo577 Mar 21 Aoû 2018, 21:32
Dans le but d’établir la table de hausse, j’ai fait quelques mesures sur le dioptre. Le but était de déterminer le pas des vis de réglage : 1/40 de pouce soit 0,635 mm (aussi bien en élévation qu’en dérive). Compte-tenu du fait que les molettes de réglage ont 10 clics par tour, il m’a été possible de trouver la valeur du clic : 0,0635 mm. En prenant en compte la longueur de la ligne de mire, j’ai pu calculer l’écart en cible correspondant à 1 clic. Grace à un petit fichier EXCEL, j’ai pu établir la table de hausse :
Tableaux EXCEL de la table de hausse

Chaque clic correspond à un peu moins de la moitié d’une minute d’angle. C’est bien suffisant !
J’ai imprimé les tableaux et je les ai collés sur un bristol un peu plus grand qu’une carte à jouer. Ainsi, au stand, il m’ai aisé de définir le nombre de clics à faire pour corriger le tir.
De manière plus anecdotique, j’ai commencé à préparer un premier lot de douilles pour le rechargement et mis du frein filet sur les vis de fixation de l’embase du dioptre…
Pour être honnête, j’ai fait bien plus que tout cela, mais je n’ai pas eu le courage de faire les photos !
Bon finalement, j’ai en fait au moins une !
Carabine presque terminée

C'est pas la ferraille qui commande !!!
(traduction un peu primaire de la domination de l'Homme sur la matière)
lolo577- Pilier du forum
- Nombre de messages : 1245
Age : 54
Localisation : Pas très loin de St Amable (63)
Date d'inscription : 06/08/2009
Re: Un mouton à cinq pattes…
lolo577 Ven 24 Aoû 2018, 17:02
EPILOGUE
___________________________________________
Cette fois-ci, la carabine est réellement terminée. J’ai rechargé un lot de cartouches et les premiers essais sont prévus pour les prochains jours…
Après un certain nombre d’heures de travail (ou plutôt de plaisir en fait…), voici quelques photos du mouton à cinq pattes. La bête mesure 97 cm et pèse 4,360 Kg avec la bretelle.
Vue d’ensemble, côté gauche

Vue d’ensemble, côté droit

Action et dioptre, côté gauche

Action et dioptre, côté droit

Action et dioptre, vue de dessus
Les cartouches insérées dans le magasin sont des cartouches de manipulation inertes.

Guidon tunnel et son ring

Garde-main et anneau de bretelle avant

Crosse et anneau de bretelle arrière

J’ai rajouté un point d’ancrage pour la bretelle à l’avant du pontet-magasin. Il est à noter que ce point d’ancrage est pivotant pour permettre la libre orientation de l’anneau de bretelle.
Point d’ancrage médian

Le fonction de ce point d’ancrage est de permettre un montage de bretelle « à la Bisley ». Elle s’enroule autour du bras faible en tir couché. La bretelle en question a été récupérée sur une carabine de match. Les anneaux sont à dégrafage rapide.
Bretelle "à la Bisley"

Dernière édition par lolo577 le Lun 27 Aoû 2018, 13:25, édité 4 fois
C'est pas la ferraille qui commande !!!
(traduction un peu primaire de la domination de l'Homme sur la matière)
lolo577- Pilier du forum
- Nombre de messages : 1245
Age : 54
Localisation : Pas très loin de St Amable (63)
Date d'inscription : 06/08/2009
Re: Un mouton à cinq pattes…
Verchère Ven 24 Aoû 2018, 23:13
Va falloir assurer, pour être à la hauteur !
Tu permets une petite vanne ?
Le point d'encrage, c'est pour quoi faire exactement ?
Pour peinturer les balles afin de reconnaître les impacts ?
Verchère- Pilier du forum
- Nombre de messages : 19091
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Un mouton à cinq pattes…
lolo577 Sam 25 Aoû 2018, 09:01
Verchère a écrit:Tu permets une petite vanne ?
Le point d'encrage, c'est pour quoi faire exactement ?
Pour peinturer les balles afin de reconnaître les impacts ?
Oh ! Put... ! Moi qui déteste faire des fautes d'orthographe, elle est mignonne celle-là !
Merci pour ton commentaire !

C'est pas la ferraille qui commande !!!
(traduction un peu primaire de la domination de l'Homme sur la matière)
lolo577- Pilier du forum
- Nombre de messages : 1245
Age : 54
Localisation : Pas très loin de St Amable (63)
Date d'inscription : 06/08/2009
Re: Un mouton à cinq pattes…
Verchère Lun 27 Aoû 2018, 11:20
Sauf sur les légendes, mais on dirait que c'est exprès, pour justifier les messages suivants...
J'aime beaucoup l'esthétique générale qui me rappelle, en plus compact, le CG63, et qui nous distrait avec bonheur du "tout d'origine monomatricule" parfois pesant ! (y-a pas de poids hexagonal en fonte, dans les smileys ?)
Je pense que tu as (ou vas) soigner le canon flottant, avec un léger bedding...
Et je me suis demandé si on ne pourrait pas améliorer un peu la détente Mauser en conservant ses dispositions globales mais en "arrangeant" simplement deux ou 3 trucs. Comme une vis de réglage de dureté du ressort (vissée dans le bout de son logement), un réglage de la course de 1ère bossette, etc.
Verchère- Pilier du forum
- Nombre de messages : 19091
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Un mouton à cinq pattes…
lolo577 Lun 27 Aoû 2018, 13:23
Je vais pouvoir passer à autre chose : la mise au point de mon fusil Minié.
C'est pas la ferraille qui commande !!!
(traduction un peu primaire de la domination de l'Homme sur la matière)
lolo577- Pilier du forum
- Nombre de messages : 1245
Age : 54
Localisation : Pas très loin de St Amable (63)
Date d'inscription : 06/08/2009
Re: Un mouton à cinq pattes…
TAR68 Lun 27 Aoû 2018, 14:45
Comme pour le Snider, je vais suivre avec intérêt les enseignements de tes expérimentations.lolo577 a écrit:Premiers tirs hier, je suis pleinement satisfait.
Je vais pouvoir passer à autre chose : la mise au point de mon fusil Minié.


TAR68- Membre confirmé
- Nombre de messages : 418
Age : 77
Localisation : Touche pas à mon Alsace
Date d'inscription : 11/12/2013
Page 2 sur 2 • 1, 2
» Suif pour tir à PN
» Présentation de mon K11.
» auto 5
» Cartouche 30M1 USM1