
 Accueil
Accueil Connexion
Connexion S'enregistrer
S'enregistrerGRAS Mod 1874 recalibré chasse
Page 3 sur 7 •  1, 2, 3, 4, 5, 6, 7
1, 2, 3, 4, 5, 6, 7
Re: GRAS Mod 1874 recalibré chasse
Verchère Mar 13 Nov 2018, 19:26
Notez à gauche les contre-poupées avec leurs volants de serrage, montées sur des glissières dédiées (qui s'interrompent à une petite distance des poupées).Vincent K a écrit:
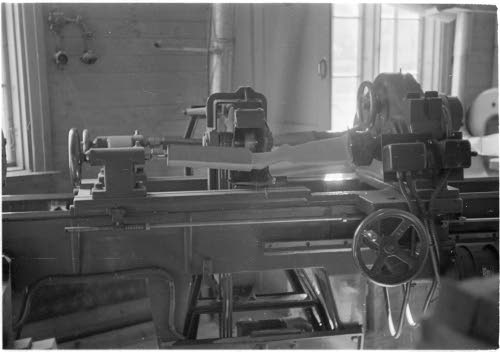
A droite les poupées réunies dans un gros massif contenant certainement les engrenages de synchronisation de rotation ; et peut-être qu'encore plus à droite se trouve un banc symétrique utilisant le même massif de contre-poupées.
On ne voit pas bien si derrière c'est le modèle ou une autre crosse usinée simultanément (auquel cas, si le banc est symétrique la machine taillerait 4 crosses à la fois).
Le modèle peut être ailleurs, abrité des poussières ainsi que les palpeurs, commandant les têtes de fraisage par des tringleries... Modèle éventuellement à une autre échelle, ou décomposé en un empilement de cames en acier...
Sur ce genre de photos on ne voit généralement pas les détails techniques ; non pas que ce soit secret, mais ça demanderait un gros travail de prise de vues, sans intérêt pour l'usage habituel de ces publications.
J'ai commencé la lecture d'un recueil de la revue "La Machine Moderne", à partir des numéros de 1908 ; peut-être y trouverai-je des choses intéressantes...
On voit aussi (très mal) une machine à tailler les crosses sur une vidéo de la fabrication du Springfield 1903 (vidéo citée sur TCAR), mais les techniques d'usinage "moderne" des crosses de fusil sont encore moins connues que celles de la ferraille.
De quand cela date-t'il ? Déjà du Chassepot ? Même avant ? Ou seulement le Lebel ?
Verchère- Pilier du forum

- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -

Re: GRAS Mod 1874 recalibré chasse
T.Jiel Mar 13 Nov 2018, 20:13
Vincent K a écrit:
Jolie série d'images. Merci Vincent.
Bien sûr, mon atelier est bien loin de ressembler à ça :
Mais on y va!


T.Jiel- Membre confirmé

- Nombre de messages : 311
Age : 69
Localisation : Le Mans 72
Date d'inscription : 17/07/2018
Re: GRAS Mod 1874 recalibré chasse
T.Jiel Mar 13 Nov 2018, 20:35
Verchère a écrit:
Pour les pignons de rotation modèle / pièce, il faut que chacun ait un pignon identique, tout au moins de même nombre de dents, pour la synchro. Ha bon sang, mais c'est bien sûr!! Et quand j'ai voulu travailler à partir de pièces de vélo, ça a invariablement fini par un achat pour trouver un second identique ce que j'ai fais ce matin chez un réparateur de vélo (voir photo plus bas). J'ai donc 2 pignons identiques à 36 dents.
Si la chaine est bien tendue (donc pas avec tendeur automatique à ressort), le freinage peut se faire sur la chaine ; y aurait peut-être aussi moyen de mettre sur cette chaine un cliquet, pour avance dent par dent (voire plusieurs dents, selon la course du cliquet ; pour une avance par nombre de dents réglable, il suffit d'une butée ajustable sur la course de retour du cliquet). Amélioration que je garde sous le coude.
Pour la prise du modèle, je pense qu'il faut une embase permettant de s'adapteur aux circonstances. Une pince serrant la base de la crosse c'est bien mais ça va empêcher de travailler la partie ainsi serrée pas bien grave s'il n'y a que ça à finir.... Alors quand sous la plaque de couche se trouve de quoi centrer sur un tourillon, ce serait dommage de s'en priver, c'est vrai aussi. En fait il y aura toujours au moins le trou de vissage de la plaque de couche. Il suffirait peu être d'un fer plat fixé en travers de l'axe et percé sur sa longueur, et selon les cas fixer (au moins côté crosse) à travers l'un ou l'autre perçage de façon à équilibrer la rotation du modèle. Je pense qu'il faut prévoir devant le pignon un cylindre sur lequel pincer un montage à emmmanchement tubulaire, ou une plaque ronde percée pour y visser un montage. Le détail du montage variant selon les circonstances.
Par exemple, pour une plaque le moyeu support d'un frein avant de 2 CV serait un peu massif, mais bien commode (d'autant que si je me souviens bien il fait corps avec un palier à roulements). Là je sèche.
Mes explications concernant les efforts tendant à faire dérailler le chariot principal, je ne vois pas comment les reformuler autrement... Il faudrait que tu essaies de te représenter le truc devant toi, et toi en train de pousser par mégarde un peu brutalement.
Il va y avoir la même difficulté d'explication à propos de ta question précédente sur la hauteur d'outil optimale.
Le problème tourne autour de la différence entre la hauteur de la barre transversale (axe de basculement) et le point de travail. Essaie de te représenter le fraisage d'un logement de battant, ou de sous-garde : en descendant la fraise décrit une courbe, et l'un des deux bords du logement va accrocher. Accrocher d'autant plus que l'axe de basculement est plus haut au dessus de la pièce. Bien sûr, et c'est pour ça que je m'interroge.
Pour une approche parfaite il faudrait que l'axe de basculement soit exactement à la hauteur du point de travail, ce qui n'est guère possible sans grandes complications. Il faudrait que le basculement se fasse sur deux tourillons latéraux, car une barre traversante ... traverserait les pièces !
Et encore, la pièce ayant des reliefs variés on ne pourrait que choisir une hauteur moyenne... Après, hein, avec la tête pivotante, il sera possible de modifier l'angle de descente de l'outil le moment venu...
Ou alors, ça se corse !
On serait dans le cas bien connu des affûts de casemate fin XIXe, où l'on voulait que la pièce tourillonne autour d'un axe placé dans l'embrasure, pour réduire celle-ci au maximum. L'un des systèmes était une rotule d'embrasure, qui formait un pivot réel. Mais dans les autres c'était une construction d'embiellages commandant deux supports de pièce (médian et arrière) pour synchroniser leur mouvement afin de simuler le pivotement autour d'un pivot fictif à la bouche. C'était compliqué au possible, et jamais totalement satisfaisant (je ne connais pas d'exemples dans l'Ouest, ceux de Paris doivent être HS et le plus proche est peut-être à Condé sur Aisne ; de toutes façons il en reste très peu d'intacts (tourelles Mougin près de Toul et de Nice).
Disons que par le jeu de parallélogrammes compliqués, il doit être possible d'associer mécaniquement le basculement du chariot et le pivotement de la tête porte-outils pour faire en sorte que quelle que soit la hauteur de l'outil la face de coupe soit toujours horizontale (ou conserve tout angle qu'on aura pré-réglé).
Mais il me semble que si l'intérêt de ce dispositif était avéré, ce devrait être laissé pour un perfectionnement ultérieur...
Barres d'acier : à priori un usineur n'aura dans ses locaux que des barres de nuance parfaitement connues (sinon ses clients refuseraient les pièces). Chez un serrurier ou chaudronnier c'est moins sûr, mais leurs barres seront de toutes façons moins bien calibrées ; et pour un chemin de roulement mieux vaut que ce soit le mieux calibré possible ; et le plus dur possible (au minimum un acier trempant, même non trempé).
Ma récup vélocypèdique (20€) :
On ne se moque pas, merci.
Pour le barres, mon voisin, brave, me propose à prix coûtant de la tige chromée acier C 45. 2 barres de 1750mm et une autre de 800 en diamètre 30, ainsi qu'une barre de 165mm en diamètre 15 (articulation de la tête). 100€ HT.
En fait ce n'est pas un simple métallier. Sa boite bosse entre autre pour Airbus. Je t'imagine, Verchère, sur place, tu t'amuserais bien avec leur matos.

T.Jiel- Membre confirmé
- Nombre de messages : 311
Age : 69
Localisation : Le Mans 72
Date d'inscription : 17/07/2018
Re: GRAS Mod 1874 recalibré chasse
Verchère Mer 14 Nov 2018, 02:43
C'est vrai que durant mes années de lycée, toutes mes heures d'étude se partageaient entre 3 lieux privilégiés de la ville : la bibliothèque municipale, la librairie qui me laissait bouquiner Venner dans les rayons, et le ferrailleur. D'où je ramenais parfois des trucs à quelques francs le kg (débris de prototypes informatiques Bull, pièces détachées passées entre les flammes du chalumeau de l'ERM), et quelques connaissances sur l'organisation intime des bagnoles de l'époque...
Après, hein, avec la tête pivotante, il sera possible de modifier l'angle de descente de l'outil le moment venu...
Ben non, ça va modifier que l'angle de présentation de l'outil, mais la descente suivra toujours la même trajectoire courbe ; pour descendre droit il faudrait un "parallélogramme déformable" (certes très envisageable, mais "sans jeu ni vibration" c'est pas évident).
Avec le système basculant, il faudrait descendre au contact dans la rainure, à une petite distance du bout, puis aller au bout en faisant glisser le palpeur sur le modèle (et penser à reculer un peu avant de relever la bascule).
Le C45, si je ne me trompe ça correspondrait en appellation ancienne à XC45, soit un acier trempant mi-dur (plus dur que mi, alors disons mi-dur), qui me semble assez approprié à cet usage. Le chromage est peut-être superflu, mais ça empêchera les barres de se piquer de rouille ; et peut-être durcira un peu les chemins de roulement. C'est quoi ? De la matière pour tiges de vérins ?
D'après mes tableaux, le Ø 30 ferait dans les 5.55 kg/m, soit 24 kg pour tes 4.30 mètres ; mais je ne connais pas les cours actuels des métaux, c'est parfois fluctuant. En tous cas, par rapport aux tarifs grande surface c'est sans doute avantageux.
Dans tes fournitures, je constate qu'il va te falloir fixer le pignon sur le moyeu de roue... T'as pas choisi le plus simple !
VOICI QUELQUES AUTRES IDEES :
C'est un genre d'étau-limeur à main, inspiré du Rapide-Lime qui était commercialisé dans les années 1910 ; course environ 15 cm dans les deux directions.
Devant la table fixe où est bridée la pièce, un chariot transversal est déplacé par une manivelle à vis (avec avance automatique réversible). Sur ce chariot coulisse longitudinalement une barre actionnée par une manette ancrée sur le chariot ; au bout de la barre se trouve une tête avec réglage vertical, portant l'outil de rabotage.
Ce qui nous intéresse ici sont les guidages.
Le guidage vertical du porte-outil est un petit coulisseau à billes "3" sur rail spécifique (récup, occase en bon état). Cet unique coulisseau monobloc ne laisse qu'un degré de liberté : translation dans l'axe du rail. C'est précis, pas indestructible mais plus robuste que la taille ne le laisserait supposer ; cependant coûteux.

Le chariot transversal "8" (repères bleus) est constitué d'un gros fer en U soudé sur un tube transversal épais, coulissant sur une barre fixe Ø 20 et portant à l'arrière le pivot du levier (un carré bleu). De chaque côté du tube se trouvent trois points de contacts à 120° (trois carrés bleus) : l'un est le tube lui-même, les deux autres sont des patins réglables en bronze (en fait, des vis en laiton). Ce guidage laisse au chariot deux degrés de liberté : translation et rotation selon l'axe de la barre de 20.
En arrière de cette barre, la vis d'avance Ø 14 à pas de 2.0, et plus loin une barre fixe Ø 16 enserrée par une fourche de bronze vissée sous le chariot, qui empêche la rotation autour de la barre de 20. La fourche est serrée automatiquement par un ressort annulant le jeu, la branche mobile de la fourche étant placé du côté ne recevant jamais d'effort.
Le coulisseau longitudinal (repères rouges) est formé d'une barre Ø 20 guidée par les paliers "6 et 7" boulonnés au chariot.
Il s'agit de paliers à auto-alignement constitués d'un roulement à bague extérieurement sphérique, monté dans des coquilles en tôle emboutie (récupérés neufs). Les coquilles en tôle c'est le bas de gamme, on les trouve aussi en fonte ; chaque type sous deux formes, ici "palier chapeau" (pour arbre parallèle à la platine-support), ou "palier plat" (pour arbre traversant la platine-support). Ces paliers sont très utilisés pour monter des arbres longs susceptibles de fléchir ou quand le support risque de se déformer, la bague sphérique pouvant alors "rotuler" dans les coquilles afin de laisser l'arbre s'aligner naturellement.
Ce que je cherchais ici, c'est la dureté et la précision des bagues intérieures (précision plus serrée que le 1/100), ainsi que la faculté d'auto-alignement qui se satisfait d'une platine à surface brute et même gauchie. La rotule ayant très peu de jeu (souvent même elle est un peu dure), elle n'affecte pas la précision de guidage.
Ceci laisse tout de même au coulisseau deux degrés de liberté par rapport au chariot (translation et rotation).
Sur le coulisseau est fortement pincée une bague fendue (ajustable en position selon les nécessités du travail), qui fournit le point d'appui du levier et est de l'autre côté prolongée d'une fourche réglable (vis en laiton) enserrant une barre "9" (Ø 16) boulonnée sur le côté du chariot. Cette barre enlève le degré de liberté en rotation du coulisseau.
Le jeu de la fourche est réglable par une vis, les conditions de travail de l'outil ne laissant pas de direction "sans effort" qui permettrait un serrage automatique à ressort.
Un maximum d'éléments est fixe, quelques-uns sont réglables pour ajuster les parallélismes. Tous ces coulisseaux demandent une lubrification généreuse ; c'est une machine d'usinage métaux, donc si elle dégouline d'huile ça ne gêne pas trop...
Ci-dessous, quelques vues en gros plan des coulisseaux et des fourches.
Désolé pour la qualité des photos ; l'atelier est sombre et nécessite le flash, la machine est très encombrée. Sur la table, ce qu'on voit c'est une bride serrant une pièce minuscule, ici invisible (embout de baguette de Martini-Francotte).
Vue d'ensemble des guidages

Guidage principal du chariot (A, le B étant symétrique) et palier avant du coulisseau (E).
Les patins réglables sont les deux vis en laiton avec contre-écrou (l'une est à moitié cachée sous E) ; ma vis en laiton sans contre-écrou, ne sert qu'à boucher le trou d'huile.

La fourche arrière (C) : anti-rotation du chariot

Coulisseau : palier arrière (F) et fourche anti-rotation (G)

Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: GRAS Mod 1874 recalibré chasse
Invité Mer 14 Nov 2018, 11:07




Invité- Invité
Re: GRAS Mod 1874 recalibré chasse
T.Jiel Mer 14 Nov 2018, 19:48
Verchère a écrit:Après, hein, avec la tête pivotante, il sera possible de modifier l'angle de descente de l'outil le moment venu...
Ben non, ça va modifier que l'angle de présentation de l'outil, mais la descente suivra toujours la même trajectoire courbe ; pour descendre droit il faudrait un "parallélogramme déformable" (certes très envisageable, mais "sans jeu ni vibration" c'est pas évident).
Avec le système basculant, il faudrait descendre au contact dans la rainure, à une petite distance du bout, puis aller au bout en faisant glisser le palpeur sur le modèle (et penser à reculer un peu avant de relever la bascule). Bien sûr. Ecoute, on va essayer et on verra.
Le C45, si je ne me trompe ça correspondrait en appellation ancienne à XC45, soit un acier trempant mi-dur (plus dur que mi, alors disons mi-dur), qui me semble assez approprié à cet usage. Le chromage est peut-être superflu, mais ça empêchera les barres de se piquer de rouille ; et peut-être durcira un peu les chemins de roulement. C'est quoi ? De la matière pour tiges de vérins ? Excaquely! Bien vu
Dans tes fournitures, je constate qu'il va te falloir fixer le pignon sur le moyeu de roue... T'as pas choisi le plus simple ! Hi hi, faut bien que je te désole...
VOICI QUELQUES AUTRES IDEES :
C'est un genre d'étau-limeur à main, inspiré du Rapide-Lime qui était commercialisé dans les années 1910 ; course environ 15 cm dans les deux directions.
Devant la table fixe où est bridée la pièce, un chariot transversal est déplacé par une manivelle à vis (avec avance automatique réversible). Sur ce chariot coulisse longitudinalement une barre actionnée par une manette ancrée sur le chariot ; au bout de la barre se trouve une tête avec réglage vertical, portant l'outil de rabotage.
Ce qui nous intéresse ici sont les guidages.
Le guidage vertical du porte-outil est un petit coulisseau à billes "3" sur rail spécifique (récup, occase en bon état). Cet unique coulisseau monobloc ne laisse qu'un degré de liberté : translation dans l'axe du rail. C'est précis, pas indestructible mais plus robuste que la taille ne le laisserait supposer ; cependant coûteux.
Le chariot transversal "8" (repères bleus) est constitué d'un gros fer en U soudé sur un tube transversal épais, coulissant sur une barre fixe Ø 20 et portant à l'arrière le pivot du levier (un carré bleu). De chaque côté du tube se trouvent trois points de contacts à 120° (trois carrés bleus) : l'un est le tube lui-même, les deux autres sont des patins réglables en bronze (en fait, des vis en laiton). Ce guidage laisse au chariot deux degrés de liberté : translation et rotation selon l'axe de la barre de 20.
En arrière de cette barre, la vis d'avance Ø 14 à pas de 2.0, et plus loin une barre fixe Ø 16 enserrée par une fourche de bronze vissée sous le chariot, qui empêche la rotation autour de la barre de 20. La fourche est serrée automatiquement par un ressort annulant le jeu, la branche mobile de la fourche étant placé du côté ne recevant jamais d'effort.
Le coulisseau longitudinal (repères rouges) est formé d'une barre Ø 20 guidée par les paliers "6 et 7" boulonnés au chariot.
Il s'agit de paliers à auto-alignement constitués d'un roulement à bague extérieurement sphérique, monté dans des coquilles en tôle emboutie (récupérés neufs). Les coquilles en tôle c'est le bas de gamme, on les trouve aussi en fonte ; chaque type sous deux formes, ici "palier chapeau" (pour arbre parallèle à la platine-support), ou "palier plat" (pour arbre traversant la platine-support). Ces paliers sont très utilisés pour monter des arbres longs susceptibles de fléchir ou quand le support risque de se déformer, la bague sphérique pouvant alors "rotuler" dans les coquilles afin de laisser l'arbre s'aligner naturellement.
Ce que je cherchais ici, c'est la dureté et la précision des bagues intérieures (précision plus serrée que le 1/100), ainsi que la faculté d'auto-alignement qui se satisfait d'une platine à surface brute et même gauchie. La rotule ayant très peu de jeu (souvent même elle est un peu dure), elle n'affecte pas la précision de guidage.
Ceci laisse tout de même au coulisseau deux degrés de liberté par rapport au chariot (translation et rotation).
Sur le coulisseau est fortement pincée une bague fendue (ajustable en position selon les nécessités du travail), qui fournit le point d'appui du levier et est de l'autre côté prolongée d'une fourche réglable (vis en laiton) enserrant une barre "9" (Ø 16) boulonnée sur le côté du chariot. Cette barre enlève le degré de liberté en rotation du coulisseau.
Le jeu de la fourche est réglable par une vis, les conditions de travail de l'outil ne laissant pas de direction "sans effort" qui permettrait un serrage automatique à ressort.
Un maximum d'éléments est fixe, quelques-uns sont réglables pour ajuster les parallélismes. Tous ces coulisseaux demandent une lubrification généreuse ; c'est une machine d'usinage métaux, donc si elle dégouline d'huile ça ne gêne pas trop...
Ci-dessous, quelques vues en gros plan des coulisseaux et des fourches.
Désolé pour la qualité des photos ; l'atelier est sombre et nécessite le flash, la machine est très encombrée. Sur la table, ce qu'on voit c'est une bride serrant une pièce minuscule, ici invisible (embout de baguette de Martini-Francotte).
Vue d'ensemble des guidages
Guidage principal du chariot (A, le B étant symétrique) et palier avant du coulisseau (E).
Les patins réglables sont les deux vis en laiton avec contre-écrou (l'une est à moitié cachée sous E) ; ma vis en laiton sans contre-écrou, ne sert qu'à boucher le trou d'huile.
La fourche arrière (C) : anti-rotation du chariot
Coulisseau : palier arrière (F) et fourche anti-rotation (G)Bon sang, ne te désole pas. Tes photos sont très bien, tes explication certainement aussi, mais T.Jiel a une tête de pierre. Au lieu de courir les étoiles pendant que tu écumais les bibliothèques et les stocks des ferrailleurs par chez toi, il aurait mieux fait de mieux utiliser son temps. Résultat : ça fait 4 fois que je relis ton exposé, et je ne saurais même pas dire à quoi sert cette machine. Ne le prend pas mal. Ton élève est sans doute plus bas que tu ne crois.
Genre cours préparatoire, peut être...
Ha bon sang, les choses ne sont pas faciles, parfois!
Mais bon. Quand le verre est rempli, il faut le boire. D'ici vendredi, je fabrique le châssis. C'est décidé on y reviens pas.
Dernière édition par T.Jiel le Mer 14 Nov 2018, 19:52, édité 1 fois
T.Jiel- Membre confirmé
- Nombre de messages : 311
Age : 69
Localisation : Le Mans 72
Date d'inscription : 17/07/2018
Re: GRAS Mod 1874 recalibré chasse
T.Jiel Mer 14 Nov 2018, 19:51
Vincent K a écrit:Pour info, la fabrication des crosses de mitraillettes Suomi :
Elles sont de quand et d'où, ces belles photos, Vincent?
T.Jiel- Membre confirmé
- Nombre de messages : 311
Age : 69
Localisation : Le Mans 72
Date d'inscription : 17/07/2018
Re: GRAS Mod 1874 recalibré chasse
Verchère Jeu 15 Nov 2018, 04:33
Mon interprétation du système a surtout consisté à en mettre la construction à mon niveau, tout de même primitif !
Allusion aux pièces de 2CV : en fait il s'agit des "sorties de boîte de vitesse". J'ai remué un peu de ferraille et trouvé ce débris de boîte d'AMI 6 (sur la 2CV c'est analogue) :

Là où j'ai mis un carré bleu, il y avait un plateau à trous (ou goujons) sur lequel se boulonnait le tambour de frein (j'ai disqué le plateau, pour un autre usage). Le petit bloc séparable en alu ne contient malheureusement qu'un seul palier (gros roulement à billes dont on voit le joint, en noir), ce qui pourrait se montrer insuffisant (ou pas...) pour une poupée de copieur à crosses.
Côté intérieur, l'arbre du plateau se termine en cannelures qui s'engageaient dans le pignon latéral du différenciel (c'est le différenciel, soutenu par un gros roulement conique - carré rouge - qui faisait office de second palier pour cet arbre). C'est sur ces cannelures qu'on pourrait fixer la couronne de la chaîne de synchronisation des poupées.
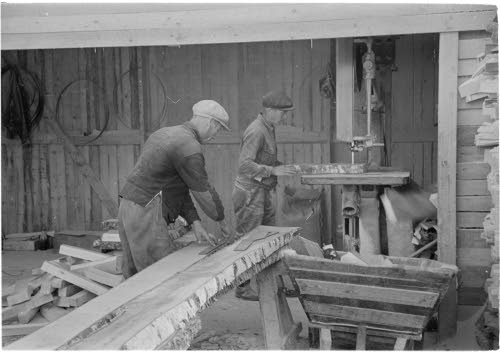
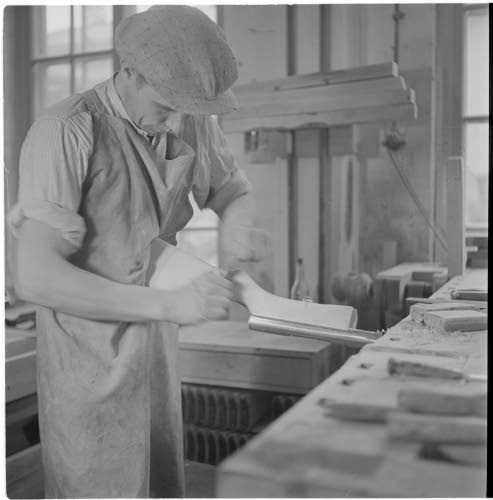
Pour en venir à la seconde machine finlandaise, c'est une toute autre disposition que la première. On ne voit pas trop si la tête de fraisage (derrière) travaille une ou deux crosses en même temps. Mais la disposition des crosses surprend, et inciterait à penser que le barillet tourne par demi-tours, pour travailler les crosses 2 par 2.
L'intérêt de ce barillet pouvant être que l'ouvrier démonte les crosses finies et remonte les ébauches d'un côté, pendant que la machine travaille de l'autre ; ce qui permet un travail continu sans temps morts...
Notez que le banc semble "neutre", tous les appareillages paraissant rajoutés par boulonnage sur les flancs ou pincement sur les glissières (ici carrées, un style plutôt en vogue avant la guerre de 14).
Les fondeurs livraient des bancs vierges, "à tout faire", munis de piétements boulonnés par dessous, bien utiles pour construire des prototypes ou des machines spéciales, de diffusion forcément limitée et pour lesquelles la fabrication d'un banc spécifique ne se justifiait pas (j'ai récupéré un banc de ce genre, dont j'attends de grands services pour y poser divers dispositifs de travail en longueur).
Sur le flanc du banc, une barre porte deux index verticaux déplaçables, qui doivent être heurtés en fin de course par le dépassement du chariot, donnant le signal de butée ; sans doute tout en automatismes mécaniques, par leviers, cames, etc.
Je ne doute pas qu'en cherchant bien on puisse trouver une infinité d'autres dispositions, remontant à des périodes bien plus anciennes (ici c'est peut être dans les années 40, mais la machine elle-même pourrait être plus ancienne).
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: GRAS Mod 1874 recalibré chasse
Invité Jeu 15 Nov 2018, 09:05
Tikkakoski en 1942 ou 1943T.Jiel a écrit:Vincent K a écrit:Pour info, la fabrication des crosses de mitraillettes Suomi :
Elles sont de quand et d'où, ces belles photos, Vincent?
Dans les 2 cas (Sako et Tikkakoski), les crosses sont copiees sur un modele en Aluminium.
Et si vous voulez plein de photos de ces systeme, tapez "blanchard lathe" dans Google
Pas mal de photos (Springfield armory ou Blanchard a invente le systeme vers 1820) : https://www.nps.gov/spar/learn/historyculture/sa-woodworking.htm
Sako avait achete les machines aux USA mais Tikkakoski, propriete d'un investisseur allemand des 1930 avait achete ses machines en Allemagne
V
Invité- Invité
Re: GRAS Mod 1874 recalibré chasse
T.Jiel Jeu 15 Nov 2018, 20:54
Vincent K a écrit:
Pas mal de photos (Springfield armory ou Blanchard a invente le systeme vers 1820) : https://www.nps.gov/spar/learn/historyculture/sa-woodworking.html
V
Effectivement, on est pas les premiers à se pencher sur le problème!!!

J'aime beaucoup cette photo :

T.Jiel- Membre confirmé
- Nombre de messages : 311
Age : 69
Localisation : Le Mans 72
Date d'inscription : 17/07/2018
Re: GRAS Mod 1874 recalibré chasse
T.Jiel Jeu 15 Nov 2018, 20:55
Verchère a écrit:Pour comprendre l'usage du "Rapide Lime" il suffit de taper ces mots sur Gogol ; l'engin a pas mal de succès chez les amateurs de machines anciennes ("BRX" en avait un, d'ailleurs). C'est une machine manuelle utilisant un outil à une seule dent, facile à tailler dans un forêt ou taraud cassé, et pourvue de glissières permettant aux plus maladroits de limer ou buriner bien droit et bien à plat. C'est lent mais pas fatiguant, permet de tenir les cotes au 1/10 (voire mieux, peut-être...), et bien moins coûteux qu'une mini-fraiseuse.
Mon interprétation du système a surtout consisté à en mettre la construction à mon niveau, tout de même primitif !
Je n'avais jamais vu de telle machine!
Allusion aux pièces de 2CV : en fait il s'agit des "sorties de boîte de vitesse". J'ai remué un peu de ferraille et trouvé ce débris de boîte d'AMI 6 (sur la 2CV c'est analogue) :
Là où j'ai mis un carré bleu, il y avait un plateau à trous (ou goujons) sur lequel se boulonnait le tambour de frein (j'ai disqué le plateau, pour un autre usage). Le petit bloc séparable en alu ne contient malheureusement qu'un seul palier (gros roulement à billes dont on voit le joint, en noir), ce qui pourrait se montrer insuffisant (ou pas...) pour une poupée de copieur à crosses.
Côté intérieur, l'arbre du plateau se termine en cannelures qui s'engageaient dans le pignon latéral du différenciel (c'est le différenciel, soutenu par un gros roulement conique - carré rouge - qui faisait office de second palier pour cet arbre). C'est sur ces cannelures qu'on pourrait fixer la couronne de la chaîne de synchronisation des poupées.
Bon alors là, je suis dépassé! Quand je viendrai passer 3 mois ds ta cour en y plantant ma tente, tu me réexpliqueras...
Bon, autrement, ce matin, de bonne heure, au lieu de tourner ds le lit, je me suis mis au débit du châssis du copieur ( bois de hêtre) :

J'ai trouvé des vieilles roues qui vont faire l'affaire ds mon bazar. Tout est débité, les assemblages fait, y compris les pièces des chariots. Je suis allé acheter des vis et des boulons en diam 8, vu que c'est le diam intérieur des roulements que j'ai trouvé.

J'attends les barres pour faire les perçages et assembler.
Je m'interroge sur la manière de faire en sorte que les roulements inférieurs soient réglables, comme dit plus haut. Bon, pas de souci majeur pour l'instant, il en sera autrement avec les deux axes synchro!!!
J'ai des questions. Je vais fonctionner en diam 8mm. Les boulons, les queues de cochons que j'ai acheté font 8mm de diam, mais il y a parfois un peu de jeu avec l'alésage des roulements. Est ce embêtant? Les queues de cochon sont filetées de bout en bout, les roulements seront donc placés sur le filetage. Est ce embêtant?
j'en profite pour te remercier publiquement, Verchère, pour l'attention que tu portes à cette aventure. Je vois que tu ne postes plus ailleurs, je ne voudrais pas te pomper tout ton temps...
T.Jiel- Membre confirmé
- Nombre de messages : 311
Age : 69
Localisation : Le Mans 72
Date d'inscription : 17/07/2018
Re: GRAS Mod 1874 recalibré chasse
Verchère Ven 16 Nov 2018, 09:00
Très intéressant survol, montrant bien que pour la fabrication des crosses la mécanisation est très ancienne. Montrant aussi que la disposition générale des machines a peu évolué de 1820 à l'après-guerre.
Je n'avais jamais vu de telle machine!
Les vieilles machines ont disparu des mémoires, et pourtant elles donnent des exemples de mécanismes simples et pourtant très fonctionnels, dont la réalisation est plus à la portée d'un bricoleur que celle d'une imprimante 3D ou d'un centre d'usinage à commande numérique.
Bon alors là, je suis dépassé!
Si tu connais un restaurateur de 2CV ; je n'ai jamais eu à changer cette pièce, qui paraît bien durable. Alors ceux qui récupèrent les épaves de deudeuche doivent en avoir en rab.
C'est des vieux souvenirs, je réparais des 2CV longtemps avant d'avoir le permis bagnole, mais y-a des années que j'y ai plus touché.
Le bâti de ton copieur, c'est du grand luxe !
Un fagot de vieilles cornières rouillées, soudées à l'arc, aurait bien suffi...
Des roulements pour axe de 8, j'en avais récupéré un lot ; mais ils n'ont pas duré longtemps ! C'était peut-être de la daube, mais ici j'aurais vu plus gros (axe de 10 ou 12)...
Les bagues intérieures sont généralement à la cote juste, au 1/100 voire 1 micron près ; si la bague doit être montée à force il ne faut pas que ça serre trop, sinon elle gonfle et coince le roulement, surtout sur les petits roulements. Pour du 8, je dirais un axe de 8.01 maxi et 7.98 mini, en dessous c'est libre.
Les vis de 8 font toujours moins que 8 sur le filetage (7.9 voire 7.8) ; la partie non filetée est parfois en dessous, parfois au dessus de 8 ; sauf fabrication spéciale en décolletage, c'est jamais à 8.00.
En pratique, la bague doit être bloquée si elle "tourne par rapport à l'effort" ; sinon elle peut être légèrement libre. Ici l'effort du chariot aura une direction assez constante, et la bague intérieure n'est pas censée tourner, alors pas besoin qu'elle soit fortement bloquée sur son axe. Mais branlante, et surtout sur un filet, c'est pas bon non plus...
Sur une tige filetée, tu peux la coincer par un écrou de chaque côté ; sur la partie non filetée d'une vis tu peux mettre de la colle, ou enrouler autour de l'axe un mince feuillard pour compenser le jeu (p.ex. canette de Coca-Cola, ep 0.10 mm, ça se coupe aux ciseaux - Coca-Cola c'est en acier, RedBull en alu 0.10 aussi).
Si le jeu est très faible sur un axe lisse, y-a la technique agricole : piqueter l'axe au pointeau pour lui donner du relief (le montage en force du roulement rabattra les crêtes excessives).
Le galet "serrant" peut être monté sur un petit bras basculant tiré par un ressort ; y-a des exemples dans les vieux lecteurs VHS ou imprimantes jet d'encre, mais généralement trop légers pour cet usage. J'ai rien trouvé qui soit d'accès facile pour illustrer ce montage ici.
Par contre, sur un coin de l'établi j'ai un montage à colonne pour perceuse à main, réalisé en travaux dirigés quand j'étais à l'IUT, et maintes fois bidouillé depuis (ces temps-ci, il est transformé en affûteuse pour couteaux à 3 branches de débroussailleuse).
Le bloc portant la perceuse fixée de l'autre côté (ici, c'est l'arrière qu'on voit) doit coulisser de haut en bas sur la colonne (flèche verte), mais pas pouvoir tourner autour.
Pour ce faire, une tige annexe fixe Ø 10, parallèle à la colonne, est enserrée par deux galets montés sur le porte-perceuse coulissant. L'un est fixe et l'autre oscillant, tiré par un ressort pour serrer la tige contre le galet fixe.
Les galets sont justement des roulements pour axe de 8, montés sur des boulons de 8, pincés entre deux écrous et non pas entre la tête de boulon et un écrou. Ce qui laisse un espace entre la tête de boulon et le premier écrou, formant un "champignon" permettant d'accrocher un ressort entre les deux boulons pour les serrer contre la tige verticale. J'ai pas retrouvé le ressort, alors je l'ai figuré par une flèche bleue bizarre ajoutée sur l'image.

Le roulement de gauche est fixe, enfilé sur un boulon vissé-bloqué dans l'élément coulissant, et bloqué par pincement entre 2 écrous (ce qui permet de régler sa position afin de l'aligner au centre de la tige de 10).
Le roulement de droite est monté de même façon sur un boulon de 8, mais celui-ci n'est pas bloqué dans l'élément coulissant : il s'y engage dans un trou oblong (flèche bleue), et y est goupillé par un clou vertical formant pivot (flèche rouge). Il peut donc osciller de droite à gauche ; et malheureusement un peu de haut en bas mais c'est contenu par les côtés du trou oblong.
Un court ressort de traction relie les champignons formés par les têtes de boulons, serrant les galets l'un vers l'autre ; comme l'un est fixe, c'est l'autre qui bascule.
Le choix du côté fixe et basculant a été fait en fonction de l'effort de réaction au perçage, qui tend à faire tourner l'élément coulissant, afin que cet effort soit dirigé vers le galet fixe.
Le montage sur pivot du roulement oscillant pourrait, dans d'autres cas de montage, être remplacé par une fixation "branlante" de son boulon sur le support ; en fait un jeu infime suffit pour que le serrage sur la barre soit régularisé par le ressort. Tandis que placer en fixe les 2 galets avec exactement l'écartement nécessaire pour que ça guide la barre sans jeu, ni coincement, ni forcement exagéré, c'est quasi-impossible ; il faudrait que l'un des galets soit réglable en position, réglage à refaire souvent...
Pour concevoir ce genre de montage, je ne connais qu'une solution :
On étale devant soi toutes les pièces, on aligne dans sa tête celles qu'on pense avoir en stock ici ou là, on allume une clope et on lâche le frein pour laisser les idées rouler toutes seules... Les régles de construction mécanique apprises à l'école assurent le service d'ordre, rejetant les pensées non conformes.
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: GRAS Mod 1874 recalibré chasse
T.Jiel Ven 16 Nov 2018, 21:06
"...Pour concevoir ce genre de montage, je ne connais qu'une solution :
On étale devant soi toutes les pièces, on aligne dans sa tête celles qu'on pense avoir en stock ici ou là, on allume une clope et on lâche le frein pour laisser les idées rouler toutes seules... Les régles de construction mécanique apprises à l'école assurent le service d'ordre, rejetant les pensées non conformes...".
Quand on se lance ds un truc, y a un temps pour réfléchir, puis un autre pour passer à l'action, puis un autre encore pour tirer des conclusions!!! Cette histoire de copieur, si elle me fait effectivement bien rêver, m'entraîne ds des herbages que je ne foule jamais en "temps normal". Ca fait plein de choses à gérer ds ma tête auxquelles je ne suis pas habitué : roulements à billes, barres d'acier, parallélisme, coulissage en douceur, travail de la fraise etc... et j'en passe, ... avec au bout l'espoir.
Mon voisin métallier ne m'a pas coupé mes barres (c'est pour lundi; enfin j'espère). Je suppose qu'Airbus passait avant!!!
Mais je peux attendre. J'ai avancé les 3 chariots :

Hêtre encore. J'ai tenté de répondre à la question de la possibilité de régler le serrage des roulement avec cette entaille en biais qui me permettra j'espère de serrer le 3ème axe à la demande.
Demain je continue sur la tête pivotante. Je pense là encore utiliser le plus possible du hêtre, plus dur que du contreplaqué.
Quand j'aurai les barres, si j'ai bien pigé, montage de la 1ère barre longitudinale en fixe (sans réglage possible), pour la seconde, fixe à un bout (3 points fixes comme ds l'histoire du tabouret à 3 pieds) et réglage possible en largeur et en hauteur à l'autre extrémité. Je me donne 2 mm de jeu dans les 4 directions. Le sol de mon atelier n'est pas fiable, et de toute façon le châssis en bois jouera peut être...???, même s'il est très beau
Je mettrai une photo demain pour le réglage en largeur. Je ne suis pas encore décidé sur le comment du réglage en hauteur.
Je vais préparer aussi des croquis pour le montage des 2 axes synchro. Ce sera la seconde partie du truc. On y est pas encore, mais je les imagine déjà, toutes les coupelles que je vais pouvoir reproduire comme le monsieur allemand de la vidéo!!!!
T.Jiel- Membre confirmé
- Nombre de messages : 311
Age : 69
Localisation : Le Mans 72
Date d'inscription : 17/07/2018
Re: GRAS Mod 1874 recalibré chasse
Verchère Sam 17 Nov 2018, 06:19
Justement, je trouve que tu pars un peu vite batifoler dans ces herbages inconnus, donc à priori hostiles !
J'ai déjà repéré 2 ou 3 trucs qui risquent de clocher...
Le bâti sur roulettes, c'est bien commode mais même sur une dalle parfaite ça va se vriller tantôt d'un côté tantôt de l'autre. Il y a des roulettes avec une pédale effaçant la roulette en mode travail, pour reposer sur un pied rigide. Tu peux aussi mettre ces roulettes non pas au bout des pieds, mais juste à côté sur la traverse basse s'il y en a une ; comme ça, une fois en position il suffit de soulever à peine chaque angle pour glisser sous le pied une cale rigide.
Avec l'un des 4 pieds terminé par une grosse vis d'appui au sol (ou sur la cale), à régler pour dé-gauchir la table. Si les barres avaient été réglées parallèles à cette table, elles devraient suivre et se dé-gauchir dans la foulée.
Si tu te donnes 2 mm de course dans chaque direction pour régler le parallélisme des barres, fais le montage en blanc avec une cale de 4 mm sur chaque direction ; ça te laissera une cale mini de 2 mm, assez rigide pour coller dessus des tôles fines empilées (principe de la "cale-mère", qui sert de support aux véritables cales de réglage, souvent trop fines pour les glisser sans qu'elles se plient). Les deux réglages d'alignement au même bout de la barre ; ou une direction différente à chaque bout, selon les facilités...
Pour la façon de régler le parallélisme, je vais pas apprendre à un ébéniste comment on vise pour apprécier le gauchissement d'une pièce...
Il faut que tu traites les sous-ensembles séparément, sinon tu ne vas pas t'en sortir.
1) Le bâti avec les 2 règles longitudinales c'est une chose ; tout tient ensemble, c'est donc à traiter d'un bloc.
2) Les deux coulisseaux longitudinaux se décrochent facilement des 2 barres, ils sont reliés par une forte traverse et portent la barre transversale. C'est le second élément ; prévoir que la fixation de la barre transversale permette des améliorations. Cette barre devra d'ailleurs être fixe d'un côté et réglable dans les deux directions de l'autre côté, pour ajuster la perpendicularité et le parallélisme avec les 2 barres longitudinales (ou une direction à chaque bout).
Ce second élément est modifiable sans altérer le bâti, mais à part l'espace entre la barre et la traverse je ne vois pas ce qu'on pourrait avoir l'idée d'y changer.
3) Le chariot transversal est particulier, car il a 2 degrés de liberté : translation et rotation sur la barre transversale. En cas d'évolution de la machine il faudra sûrement le retoucher ; donc prévoir que le bloc coulisseau puisse être séparé du caisson et remonté (évent sur un autre caisson) un bon nombre de fois, sans que les assemblages n'en souffrent.
4) Le porte-outils est aussi une traverse, basculante ou pas, bloquée ou libre (asservie) durant le travail... Il est presque certain que cet élément devra être refait une ou plusieurs fois ; donc prévoir une fixation sur le caisson, qui donnera un maximum de liberté pour les modifs.
5) Les supports tournants pour modèle et pièce sont un élément totalement distinct, d'autant que si le bâti est surmonté d'une table la machine pourra être utilisée sans ces supports, pour copier des soucoupes. Je suggérerais de laisser cet élément n°5 totalement de côté jusqu'à avoir terminé les 4 autres et testé le copiage de pièces de divers formes et hauteurs, directement fixées sur la table.
Il faudra tout de même prévoir, dès la construction du bâti et du chariot longitudinal, que l'espace entre la table et le dessous de ce chariot soit largement suffisant pour y faire tourner des crosses, et que les deux bouts de la table ne soient pas fermés par une traverse du bâti (car les pignons et commandes de synchro passeront peut-être par là). Mais qu'au bout, sous le plateau de table, on trouve directement une forte traverse (pour y fixer éventuellement les poupées d'entrainement).
Pour en venir aux coulisseaux déjà préparés :
Coulisseaux à 5 galets :
J'espère que les galets en V laisseront passer une barre de 30 et la caleront assez profondément, sans qu'elle touche le bois (sur la photo c'est pas évident). Sinon faudra creuser le bois. Le montage de ces galets paraît robuste et fiable.
Le galet réglable, pas la peine de le bloquer par 2 écrous de chaque côté : un écrou de chaque côté suffit, ils se feront mutuellement contre-écrou par l'intermédiaire de la bague de roulement (4 écrous c'est 2 de trop, et trop c'est trop).
La fente c'était pas la peine de l'incliner, il me semble que perpendiculaire ça revenait au même.
Il ne faut pas compter sur les écrous papillon extérieurs pour bloquer le réglage : les deux flasques en hêtre vont plier vers l'intérieur, et ça se dérèglera. A la rigueur, de chaque côté de chaque flasque une rondelle large et un écrou, chaque flasque étant alors pincée entre 2 écrous. Mais sur du bois ça va bouger pendant le serrage, or ce genre de réglage nécessiterait presque une vis micrométrique...
Je suggérerais de pincer une flasque entre deux écrous (avec rondelles larges épaisses), en position "à peu près réglé" et de laisser l'autre extrémité de la tige filetée libre dans la flasque opposée, avec un ressort accroché au bout de la tige filetée (donc à l'extérieur de la flasque), l'autre bout du ressort étant fixé à un piton planté en bas (en bas sur la photo, donc en haut quand ce sera monté). Ceci serrera le galet contre la barre, avec une force réglable selon la tension du ressort. A défaut de ressort, quelques tours d'élastique découpé dans une chambre à air...
Et derrière, je crois voir le second coulisseau longitudinal... avec 2 galets au dessus !
Alors, sur le coulisseau à 5 galets, chaque paire de galets en V définit un point de contact fictif sur la barre ; on a donc 2 points, un devant et un derrière.
Sur le second coulisseau, 2 points aussi. Total 4 : c'est 1 de trop, un de ces points de contact ne touchera pas franchement ; c'est celui dont le ressort de pression sera le moins fort (ou qui sera le moins chargé par le chariot transversal) qui perdra. Et si c'est l'un des contacts en V qui se soulève, le chariot avancera en zig-zags...
S'ils paraissent tous toucher, c'est que le chariot transversal se vrille sous l'effet du poids ou des ressorts de pression ; quant à savoir comment le porte-outils suivra ce vrillage, c'est difficile à prévoir.
En fait, tout dépend de la précision de copie désirée.
Si c'est pour obtenir une crosse grossière comme on voit sur l'une des photos du site Blanchard, y-aura pas de problèmes. Mais si l'objectif est de sortir directement un maximum de "mises à bois" bien ajustées, il faut viser la précision maximale possible. Car même si l'état de surface est impeccable et que les rainures ont la bonne largeur, si le logement est déformé la ferraille ne rentrera pas, ou laissera par endroits des grosses sardines...
Il se fait tard...
C'est peut-être que j'y ai quelque intérêt... C'est pas tous les jours que devant un tel projet, on trouve quelqu'un qui se porte volontaire pour essuyer les plâtres !T.Jiel a écrit:j'en profite pour te remercier publiquement, Verchère, pour l'attention que tu portes à cette aventure. Je vois que tu ne postes plus ailleurs, je ne voudrais pas te pomper tout ton temps...
Et qui ne lambine pas en chemin, et dont on sait qu'il a les compétences pour tester la machine et évaluer la qualité du résultat.
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: GRAS Mod 1874 recalibré chasse
T.Jiel Sam 17 Nov 2018, 16:55
Verchère a écrit:Cette histoire de copieur, si elle me fait effectivement bien rêver, m'entraîne ds des herbages que je ne foule jamais en "temps normal".
Justement, je trouve que tu pars un peu vite batifoler dans ces herbages inconnus, donc à priori hostiles !
J'ai déjà repéré 2 ou 3 trucs qui risquent de clocher...Je tremble d'avance...
Le bâti sur roulettes, c'est bien commode mais même sur une dalle parfaite ça va se vriller tantôt d'un côté tantôt de l'autre. Il y a des roulettes avec une pédale effaçant la roulette en mode travail, pour reposer sur un pied rigide. Tu peux aussi mettre ces roulettes non pas au bout des pieds, mais juste à côté sur la traverse basse s'il y en a une ; comme ça, une fois en position il suffit de soulever à peine chaque angle pour glisser sous le pied une cale rigide.
Avec l'un des 4 pieds terminé par une grosse vis d'appui au sol (ou sur la cale), à régler pour dé-gauchir la table. Si les barres avaient été réglées parallèles à cette table, elles devraient suivre et se dé-gauchir dans la foulée. Oups, je n'avais vu que le côté pratique, ranger/déplacer la machine ds l'atelier qui comme souvent est "trop petit" (!). En plus, je ne sais pas si tu as vu, mais j'ai prévu des roulettes de diamètre différents. Bon, à voir à l'usage...
Si tu te donnes 2 mm de course dans chaque direction pour régler le parallélisme des barres, fais le montage en blanc avec une cale de 4 mm sur chaque direction ; ça te laissera une cale mini de 2 mm, assez rigide pour coller dessus des tôles fines empilées (principe de la "cale-mère", qui sert de support aux véritables cales de réglage, souvent trop fines pour les glisser sans qu'elles se plient). Les deux réglages d'alignement au même bout de la barre ; ou une direction différente à chaque bout, selon les facilités... Voilà ce que ça donne pour le réglage sur la seconde barre longitudinale (j'ai finalement percé à 36mm) :
Pour le dessous, effectivement, calage avec des feuilles de métal...
Il faut que tu traites les sous-ensembles séparément, sinon tu ne vas pas t'en sortir.
1) Le bâti avec les 2 règles longitudinales c'est une chose ; tout tient ensemble, c'est donc à traiter d'un bloc.
2) Les deux coulisseaux longitudinaux se décrochent facilement des 2 barres, ils sont reliés par une forte traverse et portent la barre transversale. Oups, une forte traverse? Mais j'en ai pas prévue, y a juste la barre... C'est le second élément ; prévoir que la fixation de la barre transversale permette des améliorations. Cette barre devra d'ailleurs être fixe d'un côté et réglable dans les deux directions de l'autre côté, pour ajuster la perpendicularité et le parallélisme avec les 2 barres longitudinales (ou une direction à chaque bout). Oui, comme pour la seconde barre longitudinale. Vu!
Ce second élément est modifiable sans altérer le bâti, mais à part l'espace entre la barre et la traverse je ne vois pas ce qu'on pourrait avoir l'idée d'y changer.
3) Le chariot transversal est particulier, car il a 2 degrés de liberté : translation et rotation sur la barre transversale. En cas d'évolution de la machine il faudra sûrement le retoucher ; donc prévoir que le bloc coulisseau puisse être séparé du caisson et remonté (évent sur un autre caisson) un bon nombre de fois, sans que les assemblages n'en souffrent. Pour l'instant, les chariots seront démontables.
4) Le porte-outils est aussi une traverse, basculante ou pas, bloquée ou libre (asservie) durant le travail... Il est presque certain que cet élément devra être refait une ou plusieurs fois ; donc prévoir une fixation sur le caisson, qui donnera un maximum de liberté pour les modifs. Idem.
5) Les supports tournants pour modèle et pièce sont un élément totalement distinct, d'autant que si le bâti est surmonté d'une table la machine pourra être utilisée sans ces supports, pour copier des soucoupes. Je suggérerais de laisser cet élément n°5 totalement de côté jusqu'à avoir terminé les 4 autres et testé le copiage de pièces de divers formes et hauteurs, directement fixées sur la table. C'est bien ce que je compte faire. D'abord des coupelles!!!
Il faudra tout de même prévoir, dès la construction du bâti et du chariot longitudinal, que l'espace entre la table et le dessous de ce chariot soit largement suffisant pour y faire tourner des crosses, et que les deux bouts de la table ne soient pas fermés par une traverse du bâti (car les pignons et commandes de synchro passeront peut-être par là). Mais qu'au bout, sous le plateau de table, on trouve directement une forte traverse (pour y fixer éventuellement les poupées d'entrainement). En fait il n'y aura pas de table. Je prévois de poser des tasseaux sur les traverses longitudinales de ceinture de façon à y poser le cas échéant un plateau.
Pour en venir aux coulisseaux déjà préparés :
Coulisseaux à 5 galets :
J'espère que les galets en V laisseront passer une barre de 30 et la caleront assez profondément, sans qu'elle touche le bois (sur la photo c'est pas évident). Sinon faudra creuser le bois. Le montage de ces galets paraît robuste et fiable.
Le galet réglable, pas la peine de le bloquer par 2 écrous de chaque côté : un écrou de chaque côté suffit, ils se feront mutuellement contre-écrou par l'intermédiaire de la bague de roulement (4 écrous c'est 2 de trop, et trop c'est trop). OK.
La fente c'était pas la peine de l'incliner, il me semble que perpendiculaire ça revenait au même.
Il ne faut pas compter sur les écrous papillon extérieurs pour bloquer le réglage : les deux flasques en hêtre vont plier vers l'intérieur, et ça se dérèglera. A la rigueur, de chaque côté de chaque flasque une rondelle large et un écrou, chaque flasque étant alors pincée entre 2 écrous. Mais sur du bois ça va bouger pendant le serrage, or ce genre de réglage nécessiterait presque une vis micrométrique... Oui, j'avais vu. Peut être puis je mettre aussi des bouts de tube, comme de larges rondelles, pour remplir l'espace et pourvoir bloquer. C'est clair qu'il faut trouver une solution ou les joues en hêtre vont sauter!!!
Je suggérerais de pincer une flasque entre deux écrous (avec rondelles larges épaisses), en position "à peu près réglé" et de laisser l'autre extrémité de la tige filetée libre dans la flasque opposée, avec un ressort accroché au bout de la tige filetée (donc à l'extérieur de la flasque), l'autre bout du ressort étant fixé à un piton planté en bas (en bas sur la photo, donc en haut quand ce sera monté). Ceci serrera le galet contre la barre, avec une force réglable selon la tension du ressort. A défaut de ressort, quelques tours d'élastique découpé dans une chambre à air...
Et derrière, je crois voir le second coulisseau longitudinal... avec 2 galets au dessus ! Exaque mon 'yeutnant!
Alors, sur le coulisseau à 5 galets, chaque paire de galets en V définit un point de contact fictif sur la barre ; on a donc 2 points, un devant et un derrière.
Sur le second coulisseau, 2 points aussi. Total 4 : c'est 1 de trop, un de ces points de contact ne touchera pas franchement ; c'est celui dont le ressort de pression sera le moins fort (ou qui sera le moins chargé par le chariot transversal) qui perdra. Et si c'est l'un des contacts en V qui se soulève, le chariot avancera en zig-zags...
S'ils paraissent tous toucher, c'est que le chariot transversal se vrille sous l'effet du poids ou des ressorts de pression ; quant à savoir comment le porte-outils suivra ce vrillage, c'est difficile à prévoir. Donc, je comprends qu'il me faut virer l'un des 2 galets du dessus pour n'en laisser qu'un, positionné je suppose en face du galet inférieur... Oh mais c'est qu'il n'est pas question que quoique ce soit parte en vrille!!!
En fait, tout dépend de la précision de copie désirée.
Si c'est pour obtenir une crosse grossière comme on voit sur l'une des photos du site Blanchard, y-aura pas de problèmes. Mais si l'objectif est de sortir directement un maximum de "mises à bois" bien ajustées, il faut viser la précision maximale possible. Car même si l'état de surface est impeccable et que les rainures ont la bonne largeur, si le logement est déformé la ferraille ne rentrera pas, ou laissera par endroits des grosses sardines... On est d'accord, il faut que la machine fasse du bon boulot, sinon c'est pas la peine.
Merci à toi.
La tête pivotante :




La défonceuse, c'est une Bosh que j'ai salement martyrisé. La barre est en provisoire. Je n'ai pas encore posé le palpeur de 8. En fait j'aimerai pouvoir travailler avec du 8 et du 4mm. Donc pourvoir changer de palpeur... La fraise peut dépasser de 7 cm du mandrin de la défonceuse, j'ai peur que ce ne soit trop (vibrations). De toute façon je ne sens pas bien de monter des palpeurs en bois (de 8 ou 4, donc) et que ce soit pratique à l'usage. Du coup, je gambergerais plutôt sur des boulons (de 8 ou 4) avec de la feutrine, du caoutchouc ou je ne sais quoi en bout (pour ne pas blesser le modèle).
T.Jiel- Membre confirmé
- Nombre de messages : 311
Age : 69
Localisation : Le Mans 72
Date d'inscription : 17/07/2018
Re: GRAS Mod 1874 recalibré chasse
Verchère Dim 18 Nov 2018, 07:34
Mais là faut que j'aille en griller une à l'atelier, le PC c'est trop crispant !
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: GRAS Mod 1874 recalibré chasse
T.Jiel Dim 18 Nov 2018, 07:44
Après avoir fumé sans retenue (essentiellement la pipe) pendant près de 40 ans, et sans jamais avoir perdu à l'esprit que le tabac est une belle saloperie (tout comme le pétrole), il m'arrive un truc que je n'ai jamais connu depuis tout ce temps, mes pipes restent sur leur ratelier depuis une quinzaine de jours (je sais c'est pas grand chose mais c'est un début). Le truc, la vaporette. Encore un truc con, mais bon, pour les gens sans volonté aucune comme moi, ça fait quand même bien illusion.Verchère a écrit:Au cas où tu veuilles travailler ce matin t'excites pas, je vais te répondre.
Mais là faut que j'aille en griller une à l'atelier, le PC c'est trop crispant !
Ceci dit, prends ton temps, aujourd'hui je fais relâche.
Ce qui ne m'empêche pas d'y réfléchir : la traverse qui relie les 2 chariot longitudinaux, je l'ai intégrée cette nuit (ds mon lit) sur le montage. Facile : fixée sur le dessus des chariots! Et pour le coup des roulettes sous les pieds, vu les sections que j'ai prévues, assemblages collés, je suis sûr que ça ne bougera pas. Après, faudra veiller à toujours caler le 4ème pied à chaque nouvelle séance...
Par ailleurs, puisqu'ici on est ds les Gras et que je deviens un éminent spécialiste de la chose, j'aurais des questions au sujet d'annonces sur Natura :

"Mousqueton ou carabine de gendarmerie à identifier.
Canon lisse. La culasse se manoeuvre, elle arme et percute. Je n'en sais pas plus sur les capacités de l'arme à fonctionner."
Je vois bien qu'il a été transformé en chasse, alors comment se fait il qu'il soit resté en 11, je croyais que c'était interdit de chasser ds ce calibre?
Et cette autre annonce :

"fusil chassepot mod 1866 reformulé en 1874 gras le calibre est un 11mm le canon est rayé , il y a pas de marquages, cette modification a ete faite a l epoque pour des raisons d economie . les rayes sont bien visible divers trace sur le fut"
Il a sa hausse et son guidon d'origine, je ne suis pas sûr qu'il y ait les tenons de baïo. Fût recoupé, c'est d'accord, ça lui donne une apparence de chasse. Est ce possible?
T.Jiel- Membre confirmé
- Nombre de messages : 311
Age : 69
Localisation : Le Mans 72
Date d'inscription : 17/07/2018
Re: GRAS Mod 1874 recalibré chasse
T.Jiel Dim 18 Nov 2018, 08:37
https://theunknownface.com/fr/project/

Je ne sais pas pour vous, mais ce visage est touchant, je trouve... La démarche aussi.
T.Jiel- Membre confirmé
- Nombre de messages : 311
Age : 69
Localisation : Le Mans 72
Date d'inscription : 17/07/2018
Re: GRAS Mod 1874 recalibré chasse
Verchère Dim 18 Nov 2018, 09:32
Mais le problème c'est que je fume du gris, et qu'ils n'ont visiblement pas réussi à reproduire le doux et fin arôme du tabac "gros cul" (dont mon grand-père fumait un paquet de 40 g par jour, jusqu'à ce qu'il devienne gâteux à 97 ans).
Bon, je vais reprendre ce dialogue, en pensant très fort à BRX qui n'aurait pas manqué de nous gratifier d'interventions très pertinentes...
Le réglage avec les vis de lit, ça doit aller.
Du moins pour le vertical "vis contre cale acier". Pour celui "entre deux vis", ça risque de manquer de franchise ; la vis contre une cale, serait sans doute plus franc (comme le réglage vertical, donc).
La poussée d'une vis sur du rond, risque d'induire un glissement quand la vis ne sera centrée ; peut-être faudrait-il tailler de légers plats sur la barre.
Des cales en segment de cercle, pas facile ; et une fois la barre calée dans ce berceau, elle n'aura pas envie de répondre à l'autre réglage, perpendiculaire. Une petite taille au ciseau permettant d'insérer des cales plates réglerait la question. Et alors, pour fiabiliser d'appui, prévoir un léger plat correspondant sur la barre (qui serait donc terminée par une courte longueur partiellement équarrie).
La traverse en bois reliant les deux glissières longitudinales était pour moi une évidence, je dirai ensuite pourquoi.
Mais dans le cas d'une liaison uniquement effectuée par la barre transversale, le patin à 3 galets se défend. Car l'assemblage de la barre sur ce patin ne pourra pas être très ferme, et le patin pourra donc basculer du nécessaire pour s'adapter à la géométrie réelle des barres long., et tous les galets porteront aisément.
NB : je dis "géométrie réelle", parce-que malgré tout le soin apporté à la construction et aux réglages, même si c'était usiné en fonte sur une machine de précision, la perfection n'est pas de ce monde et rien n'est jamais parfaitement rond, parallèle, perpendiculaire, etc.
La simple barre ronde en liaison transversale m'inquiète plus au niveau de son montage sur le coulisseau à 5 galets, qui est celui fixant l'alignement. Car le montage pourra difficilement être très rigide, et la perpendicularité de la barre trans. par rapport aux barres long. va en souffrir ; et peut-être même fluctuer sous les efforts du travail...
Une pièce de bois très large, fixée à plat sur le dessus des coulisseaux, bloquerait plus sûrement cette perpendicularité. Qui serait de toutes façons à ajuster par le réglage d'un bout de la barre sur 2 axes, comme la barre long. réglable ; point de réglage à placer plutôt du côté de la glissière 2/3 galets, côté sur lequel on évitera d'appliquer trop d'efforts.
En effet, en poussant le chariot, plus on est loin de la glissière 5 galets plus on augmente le bras de levier tendant à faire dérailler cette glissière. Un choix bien réfléchi s'impose donc, du côté où placer la glissière 5 galets, par rapport à la position favorite de l'opérateur et aux poussées exagérées qu'il pourrait donner au chariot ; glissière à 5 galets plus logiquement placée sur la barre long. fixe, afin de limiter les efforts reçus par les réglages de la barre long. ajustable.
L'inconvénient de relier les deux glissières par une pièce de bois, est que ça diminue d'autant la "garde au sol" entre le chariot et les pièces à travailler. Or plus l'axe de pivotement des outils sera placé haut par rapport aux pièces, plus se posera le problème du changement d'angle d'attaque de l'outil quand il descend.
Tout à fait franchement, je pense que le caisson basculant se transformera tôt ou tard en parallélogramme déformable. Mais qu'il est trop tôt pour l'envisager d'emblée...
Pour les galets réglables, des tubes-entretoises entre le roulement et les flasques pourraient être commodes, mais faut ajuster leur longueur. Pour les premiers essais il sera plus rapide et suffisant de bloquer chaque flasque entre deux écrous.
Et si ça prend immédiatement du jeu, tu desserres un des deux côtés, tu plantes un gros clou au dessus de l'axe et tu entortilles un sandow entre les deux pour faire ressort (Nato doit en avoir un gros stock).
Je vois que pour les outils tu n'envisages que des mèches droites, genre mortaiseuse.
Un palpeur en métal va forcément rayer un modèle fragile, et un tampon de feutrine rendra les cotes aléatoires... et se décollera toujours quand il ne faut pas.
Sans tour à métaux tu es bien limité pour fabriquer ça en matériaux à la fois assez rigides et assez doux ; je verrais bien une structure composite, tige en acier et palpeur en plastique enfilé dessus, mais avec des fraises droites y-a pas trop de matière pour assembler ça ; en 8 mm peut-être, mais en 4 mm ça craint.
Je pense que tu devrais déjà essayer un palpeur monobloc sur le tour à bois, en tilleul (doux) en hêtre (dur) ; sans doute pas jusqu'au buis (extra-dur).
Mais pour conserver les réglages en changeant d'outil il faudrait que le palpeur soit géométriquement identique à la fraise, et que le support de palpeur soit géométriquement analogue à la pince de la défonceuse ; et que le palpeur puisse y tourner en roue libre, ce qui devrait notablement diminuer les risques de rayures. Sans tour à métaux c'est pas facile à réaliser...
Voilà pour aujourd'hui.
Le soleil se lève et va bientôt dégeler les tuyaux de fontaines que j'ai oublié de mettre en dispositions d'hiver (écoulement libre). Réparer cette bêtise va m'occuper toute la matinée ; il me faut aussi enlever les vannes à bille, qui éclatent au gel qu'elles soient ouvertes ou fermées (objets caractéristique du progrès : commode mais coûteux et fragile).
Petite collection de documents anciens et récents : http://p.lacour.malvaux.free.fr/Arquebuses.htm
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
La gamme d'usinage
Verchère Mar 20 Nov 2018, 09:20
Apparaît alors l'importance de la succession des opérations : non seulement comment faire chacune, mais dans quel ordre afin de gagner un maximum de temps, tout en faisant en sorte que chaque opération facilite si possible la suivante, et tout au moins ne la complique pas. On constate alors l'importance des points et surfaces de référence, nécessaires aux prises de cote et au montage sur la machine : chaque opération doit laisser ou créer des références suffisantes pour la suivante.
Il faut donc préalablement établir un scénario, dénommé gamme d'usinage ; et ce n'est pas si simple !
Ayant au fil des années acquis une grande expérience dans les diverses façons de rater une pièce, j'en suis venu à classer les opérations par ordre de "ratabilité", prenant en compte les probabilités de ratage, les possibilités de rattrapage et les contraintes ultérieures consécutives au rattrapage d'une opération imparfaitement réalisée.
Pour classer d'abord ces opérations dans un ordre préférenciel : les plus ratables et les moins rattrapables en premier, car si on bouzille une pièce aux dernières opérations, tout le travail précédent est perdu.
Parmi les rattrapages, on doit prendre en compte la possibilité d'un changement d'affectation. Par exemple, si on rate l'alésage d'un bushing de recalibrage de collet, on peut toujours en faire un bushing plus gros ; cette opération est donc aisément rattrapable, à condition de commencer par le plus petit quand on usine une série de bushings étagés...
Par contre, si le diamètre extérieur de la bague est faux, c'est cuit !
Dans l'absolu, il vaudrait donc mieux faire d'abord le diamètre extérieur, puis l'alésage. Mais les changements d'outils et les pertes de réglage qui en résultent peuvent diminuer l'intérêt de cet ordonancement ; un compromis est parfois préférable.
Une crosse de carabine Gras, si on foirait quelque chose au bout du fût on pourrait toujours la raccourcir en crosse de mousqueton ; à condition de n'avoir pas déjà ajusté la capucine et la grenadière, qui ne tomberaient pas au bon endroit. Mais une crosse de fusil ne pourrait pas être reconvertie pour carabine ou mousqueton si le logement de la boîte de culasse est déjà fait, car il serait alors trop large...
La prise en compte des possibilités de rattrapage crée donc un certain tableau de la succession des opérations ; succession pas forcément logique, pas forcément commode, qui pourrait imposer des démontages / remontages préjudiciables aux parallélismes et alignements. Il faudra faire des compromis...
Les points et faces de référence peuvent créer un tableau tout à fait différent.
Les logements d'une boîte de culasse, généralement assez géométriques, sont plus commodes à creuser dans une ébauche équarrie, qui fournit 2 faces planes d'équerre pour les mesures, et toutes les faces planes qu'on veut pour la fixation sur une table ou un étau.
Tandis que si les formes extérieures ont déjà été taillées il n'y a plus guère que des arrondis, qui ne sont commodes ni pour mesurer ni pour fixer. Donc si la machine à copier l'extérieur ne permet pas de tailler la quasi-totalité des logements intérieurs, il faudrait faire ceux-ci préalablement.
Et utiliser pour caler respectivement pièce et modèle sur le copieur, les même surfaces de référence que celles déjà utilisées pour régler la position et les cotes des logements internes ; les mêmes références pour toutes les opérations, ça assure que même si chacune dévie un peu, la ligne moyenne sera conservée. Mais si une opération a trop dévié, au montage ça pourrait coincer à cet endroit.
On peut aussi se référer aux logements eux-mêmes, si l'on craint qu'ils puissent dévier. Chaque opération prenant en référence les surfaces crées par l'opération précédente, ça semble garantir un montage sans problème ; sauf qu'au total, l'addition des tolérances peut causer une déformation générale inacceptable.
Par ailleurs, pour se référer à des surfaces préalablement usinées il faut souvent réaliser des jauges et gabarits spéciaux ; mais d'un autre côté, il est parfois difficile de conserver jusqu'au bout les surfaces de références utilisées depuis le début (du moins des vestiges suffisants pour un calage fiable). Là aussi, des compromis sont souvent inévitables.
Notez que dans le cas particulier d'une crosse, on peut laisser à chaque bout quelques centimétres conservant l'équarissage d'origine, qui fourniront une référence jusqu'à être enlevés, aux dernières opérations.
La gamme d'usinage est le résultat du meilleur de ces compromis ; tout au moins de celui qu'on estime le moins mauvais... Jusqu'à ce qu'on pense avoir trouvé mieux ; mais pour changer radicalement une gamme d'usinage il faut refaire tous les gabarits et montages éventuellement nécessaires, alors on hésite souvent à s'y lancer !
Il vaut donc mieux réfléchir soigneusement avant de se lancer à l'aveuglette...
Quant on envisage la crosse du fusil Gras, qui est tout de même assez simple, on trouve vite un sérieux point de ratage : le logement de baguette. Certaines crosses n'ont pas de baguette (fusils récents), sur d'autres le logement peut presque aller un peu où il veut tant qu'il ne sort pas du fût (carabine et mousqueton Gras), mais ici la baguette doit tomber pile-poil au milieu du logement de sous-garde, pour se visser dans un taquet. Un écart de 1 mm ne serait même pas acceptable !
Un forêt long, c'est facile à faire ; soit un forêt ordinaire brasé au bout d'une tige, soit une tige d'acier taillée convenablement, trempée puis affûtée.
Mais le forage "pièce fixe / forêt tournant" va, c'est absolument certain quelle que soit la perfection de l'outillage, dévier notablement, voire énormément. Seul un forage "pièce tournante / forêt fixe" permettra de rester relativement dans l'axe.
Le forage différenciel "pièce tournant lentement / forêt tournant rapidement" serait à tester (la rotation lente de la pièce étant beaucoup plus facile à mettre en oeuvre que la rotation rapide nécessaire au perçage).
Quelle que soit la technique, obtenir un écart inférieur au millimètre en bout de perçage me semble bien ilusoire...
Par ailleurs, en forant une crosse finie il faudrait creuser la première partie du trou en limite de la pièce ; et à tout coup le forêt va virer vers l'extérieur (on devrait à la rigueur serrer contre l'extérieur une pièce d'un bois de dureté analogue, pour simuler un forage en pleine matière).
Pour l'instant, j'en serais plutôt à forer ce trou en première opération, dans le débit brut non dégauchi. Puis tenter de déterminer à l'aveuglette la position du fond du trou, à l'aide d'une longue tige glissée dedans ; confirmer cette position par le forage d'un trou de petit diamètre, là où devra tomber le taquet de baguette. Par sondages ou autres forages voisins, définir exactement l'axe du trou de baguette afin de tracer et forer l'amorce du logement de taquet.
Amorce qui, avec le point de départ du logement de baguette, donneront les références pour dégauchir 2 faces à 90° de ce débit brut (à priori, un côté et le dessus de la crosse) ; faces qui serviront ensuite de référence pour le reste du travail (l'amorce du trou de taquet donnant la référence longitudinale).
Ensuite, traçage approximatif et chantournage à la scie à ruban pour faire tomber le plus gros.
Puis, selon les possibilités du copieur, taillage interne et externe sur celui-ci (calage angulaire pièce / modèle d'après l'amorce du taquet de baguette).
Ou d'abord creusement du logement de boîte de culasse à la mortaiseuse, et passage sur le copieur pour tailler l'extérieur et la gouttière de canon (calage angulaire pièce / modèle par l'amorce du taquet de baguette ou par une pige de forme engagée dans le logement de la boîte de culasse, ce qui serait plus net).
Ce n'est toutefois qu'une première idée...
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
La gamme d'usinage
Verchère Mar 20 Nov 2018, 09:30
Apparaît alors l'importance de la succession des opérations : non seulement comment faire chacune, mais dans quel ordre afin de gagner un maximum de temps, tout en faisant en sorte que chaque opération facilite si possible la suivante, et tout au moins ne la complique pas. On constate alors l'importance des points et surfaces de référence, nécessaires aux prises de cote et au montage sur la machine : chaque opération doit laisser ou créer des références suffisantes pour la suivante.
Il faut donc préalablement établir un scénario, dénommé gamme d'usinage ; et ce n'est pas si simple !
Ayant au fil des années acquis une grande expérience dans les diverses façons de rater une pièce, j'en suis venu à classer les opérations par ordre de "ratabilité", prenant en compte les probabilités de ratage, les possibilités de rattrapage et les contraintes ultérieures consécutives au rattrapage d'une opération imparfaitement réalisée.
Pour classer d'abord ces opérations dans un ordre préférenciel : les plus ratables et les moins rattrapables en premier, car si on bouzille une pièce aux dernières opérations, tout le travail précédent est perdu.
Parmi les rattrapages, on doit prendre en compte la possibilité d'un changement d'affectation. Par exemple, si on rate l'alésage d'un bushing de recalibrage de collet, on peut toujours en faire un bushing plus gros ; cette opération est donc aisément rattrapable, à condition de commencer par le plus petit quand on usine une série de bushings étagés...
Par contre, si le diamètre extérieur de la bague est faux, c'est cuit !
Dans l'absolu, il vaudrait donc mieux faire d'abord le diamètre extérieur, puis l'alésage. Mais les changements d'outils et les pertes de réglage qui en résultent peuvent diminuer l'intérêt de cet ordonancement ; un compromis est parfois préférable.
Une crosse de carabine Gras, si on foirait quelque chose au bout du fût on pourrait toujours la raccourcir en crosse de mousqueton ; à condition de n'avoir pas déjà ajusté la capucine et la grenadière, qui ne tomberaient pas au bon endroit. Mais une crosse de fusil ne pourrait pas être reconvertie pour carabine ou mousqueton si le logement de la boîte de culasse est déjà fait, car il serait alors trop large...
La prise en compte des possibilités de rattrapage crée donc un certain tableau de la succession des opérations ; succession pas forcément logique, pas forcément commode, qui pourrait imposer des démontages / remontages préjudiciables aux parallélismes et alignements. Il faudra faire des compromis...
Les points et faces de référence peuvent créer un tableau tout à fait différent.
Les logements d'une boîte de culasse, généralement assez géométriques, sont plus commodes à creuser dans une ébauche équarrie, qui fournit 2 faces planes d'équerre pour les mesures, et toutes les faces planes qu'on veut pour la fixation sur une table ou un étau.
Tandis que si les formes extérieures ont déjà été taillées il n'y a plus guère que des arrondis, qui ne sont commodes ni pour mesurer ni pour fixer. Donc si la machine à copier l'extérieur ne permet pas de tailler la quasi-totalité des logements intérieurs, il faudrait faire ceux-ci préalablement.
Et utiliser pour caler respectivement pièce et modèle sur le copieur, les même surfaces de référence que celles déjà utilisées pour régler la position et les cotes des logements internes ; les mêmes références pour toutes les opérations, ça assure que même si chacune dévie un peu, la ligne moyenne sera conservée. Mais si une opération a trop dévié, au montage ça pourrait coincer à cet endroit.
On peut aussi se référer aux logements eux-mêmes, si l'on craint qu'ils puissent dévier. Chaque opération prenant en référence les surfaces crées par l'opération précédente, ça semble garantir un montage sans problème ; sauf qu'au total, l'addition des tolérances peut causer une déformation générale inacceptable.
Par ailleurs, pour se référer à des surfaces préalablement usinées il faut souvent réaliser des jauges et gabarits spéciaux ; mais d'un autre côté, il est parfois difficile de conserver jusqu'au bout les surfaces de références utilisées depuis le début (du moins des vestiges suffisants pour un calage fiable). Là aussi, des compromis sont souvent inévitables.
Notez que dans le cas particulier d'une crosse, on peut laisser à chaque bout quelques centimétres conservant l'équarissage d'origine, qui fourniront une référence jusqu'à être enlevés, aux dernières opérations.
La gamme d'usinage est le résultat du meilleur de ces compromis ; tout au moins de celui qu'on estime le moins mauvais... Jusqu'à ce qu'on pense avoir trouvé mieux ; mais pour changer radicalement une gamme d'usinage il faut refaire tous les gabarits et montages éventuellement nécessaires, alors on hésite souvent à s'y lancer !
Il vaut donc mieux réfléchir soigneusement avant de se lancer à l'aveuglette...
Quant on envisage la crosse du fusil Gras, qui est tout de même assez simple, on trouve vite un sérieux point de ratage : le logement de baguette. Certaines crosses n'ont pas de baguette (fusils récents), sur d'autres le logement peut presque aller un peu où il veut tant qu'il ne sort pas du fût (carabine et mousqueton Gras), mais ici la baguette doit tomber pile-poil au milieu du logement de sous-garde, pour se visser dans un taquet. Un écart de 1 mm ne serait même pas acceptable !
Un forêt long, c'est facile à faire ; soit un forêt ordinaire brasé au bout d'une tige, soit une tige d'acier taillée convenablement, trempée puis affûtée.
Mais le forage "pièce fixe / forêt tournant" va, c'est absolument certain quelle que soit la perfection de l'outillage, dévier notablement, voire énormément. Seul un forage "pièce tournante / forêt fixe" permettra de rester relativement dans l'axe.
Le forage différenciel "pièce tournant lentement / forêt tournant rapidement" serait à tester (la rotation lente de la pièce étant beaucoup plus facile à mettre en oeuvre que la rotation rapide nécessaire au perçage).
Quelle que soit la technique, obtenir un écart inférieur au millimètre en bout de perçage me semble bien ilusoire...
Par ailleurs, en forant une crosse finie il faudrait creuser la première partie du trou en limite de la pièce ; et à tout coup le forêt va virer vers l'extérieur (on devrait à la rigueur serrer contre l'extérieur une pièce d'un bois de dureté analogue, pour simuler un forage en pleine matière).
Pour l'instant, j'en serais plutôt à forer ce trou en première opération, dans le débit brut non dégauchi. Puis tenter de déterminer à l'aveuglette la position du fond du trou, à l'aide d'une longue tige glissée dedans ; confirmer cette position par le forage d'un trou de petit diamètre, là où devra tomber le taquet de baguette. Par sondages ou autres forages voisins, définir exactement l'axe du trou de baguette afin de tracer et forer l'amorce du logement de taquet.
Amorce qui, avec le point de départ du logement de baguette, donneront les références pour dégauchir 2 faces à 90° de ce débit brut (à priori, un côté et le dessus de la crosse) ; faces qui serviront ensuite de référence pour le reste du travail (l'amorce du trou de taquet donnant la référence longitudinale).
Ensuite, traçage approximatif et chantournage à la scie à ruban pour faire tomber le plus gros.
Puis, selon les possibilités du copieur, taillage interne et externe sur celui-ci (calage angulaire pièce / modèle d'après l'amorce du taquet de baguette).
Ou d'abord creusement du logement de boîte de culasse à la mortaiseuse, et passage sur le copieur pour tailler l'extérieur et la gouttière de canon (calage angulaire pièce / modèle par l'amorce du taquet de baguette ou par une pige de forme engagée dans le logement de la boîte de culasse, ce qui serait plus net).
Ce n'est toutefois qu'une première idée...
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: GRAS Mod 1874 recalibré chasse
T.Jiel Mar 20 Nov 2018, 20:29
Pour classer d'abord ces opérations dans un ordre préférenciel : les plus ratables et les moins rattrapables en premier, car si on bouzille une pièce aux dernières opérations, tout le travail précédent est perdu.
J'adore. On sent l'expérience derrière!!!
Ha là là, cette sacrée fichue baguette. Ça me rappelle l'aventure du perçage du fût du Lebel
!!!Bon. je vais réfléchir de mon côté à tes remarques.
On va y aller doucement, je ferai des compte rendus et je mettrai des images. Promis! Déjà, je note que la courbe effectuée en plongeant par la tête portant fraise et palpeur, comme tu le remarquais, va créer du souci, en particulier pour l'alésage pour recevoir la culasse, qui est assez profonde (ce sera moins gênant pour les brides). Peut être faudra t il déporter les outils plus loin vers la zone de travail de manière à agrandir le rayon de la courbe...???
Ce matin, j'ai eu les barres.
Châssis assemblé et collé (et chevillé pour gagner du temps). J'ai posé les barres longitudinales, effectué le réglage sur le 4ème point d'appui, pas de souci, c'est en place. Là j'en suis à l'ajustage des chariots/patins. Pas évident de faire porter tous les galets. Le léger jeu (moins d'1 mm) entre le diamètre de mes boulons et l'alésage des galets me casse les pieds. Mais ce n'est pas fini, il faut que j'y retourne.
L'ensemble prend un peu de place ds l'atelier, vu qu'il est dit que je veux pouvoir tailler toute sortes de crosses, y compris celles des ancêtres d'1.50 m de long!!
Quand ma femme a vu le machin "sortir", j'ai dû m'expliquer un peu...
La vie c'est comme ça, parfois il faut s'expliquer un peu.
T.Jiel- Membre confirmé
- Nombre de messages : 311
Age : 69
Localisation : Le Mans 72
Date d'inscription : 17/07/2018
Re: GRAS Mod 1874 recalibré chasse
Verchère Mer 21 Nov 2018, 09:14
Question posée à un décolleteur à propos du forage "mixte", réponse "je sais pas, faut essayer". Il s'agirait de forer à l'aide d'une perceuse pour avoir une vitesse de coupe acceptable, tout en faisant tourner la pièce pour répartir la tendance du forêt à virer ; répartition qui théoriquement ramène et maintient le forêt sur l'axe de rotation de la pièce.
En ce cas, une rotation lente de la pièce pourrait éventuellement suffire ; un tour lent et peu rigide, donc. Et deux tours de ce genre sont justement prévus, pour la rotation synchronisée pièce / modèle.
Le perçage pourrait s'effectuer en alignant la pièce de façon adéquate sur l'axe de rotation, poupée assurant l'entrainement comme prévu en copiage (faudra juste trouver un gamin pour tourner la manivelle), en enfonçant le forêt par un trou ménagé à cet effet dans l'axe de la pointe de centrage sur la contre-poupée. Même si le forêt devrait naturellement tendre à rester au centre de l'axe de rotation de la pièce, il vaut toujours mieux le présenter dans l'axe en coulissant la perceuse sur des glissières de fortune (2 bouts de latte grosso-modo alignés).
J'ai déjà fait ça, mais pour un trou bien plus gros. Le forêt était alors la partie plate d'une mèche à bois "langue d'aspic" brasée au bout d'un tube serrurier carré, par lequel j'injectais de l'air comprimé afin d'éjecter les copeaux, qui sortaient entre ce tube et le trou déjà foré. La buse d'un petit aspirateur de menuiserie étant fixée près de la sortie, sinon dans la pluie de copeaux je voyais plus rien...
Une fois réglé le problème du forage selon une ligne droite prédéfinie, va rester celui des copeaux ; des bourrages incessants sont à craindre !
Faudrait quand même regarder dans un manuel de tournage sur bois, il me semble avoir déjà vu mention de forages profonds "au fleuret"...
Pour le montage des roulements, tout à l'heure...
J'ai une crosse à poncer, juste sèche après passage à la vapeur !
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: GRAS Mod 1874 recalibré chasse
Verchère Mer 21 Nov 2018, 10:17
Je pense qu'on est tous deux, inconsciemment, partis dans la direction de la machine allemande : la crosse vers nous, le fût à l'opposé, la défonceuse vers nous, l'axe de basculement à l'opposé. C'est à dire axe de basculement côté fût, défonceuse côté crosse..
Si tu inverses l'un ou l'autre, tu verras que la courbe de descente de l'outil change radicalement, par rapport à la mortaise de queue de culasse (qui est la plus importante, les autres étant surtout des dégagements pour que le fer ne touche pas le bois).
Inversion possible en trois points :
- retourner le grand chariot sur les barres long.
- retourner le caisson basculant sur la barre trans.
- inverser les poupées motrices avec les contre poupées.
Au moins une option, voire les trois, étant réalisable sans rien changer à ce qui est déjà fait.
Ce qui pourrait être mieux, c'est que ce soit réalisable en cours de travail, pour effectuer chaque opération dans le sens le plus propice.
Réalisable sans refaire les réglages ce serait encore mieux, mais cette inversion suppose tout de même d'inverser pièce et modèle, ou d'inverser défonceuse et pilote. Inverser défonceuse et pilote sans refaire les réglages, c'est envisageable ; mais ça demande au moins que le porte-pilote soit géométriquement identique à la défonceuse, jusqu'à la plaque de fixation...
Alors... voir si c'est jouable... Et si en fait on n'arrive pas à s'en sortir avec la disposition actuelle...
Et puis, si ça pose trop de problèmes il y aura toujours l'idée du montage sur parallélogramme déformable conservant automatiquement l'inclinaison de la fraise durant ses montées - descentes.
Là j'en suis à l'ajustage des chariots/patins. Pas évident de faire porter tous les galets.
Pour ceux du haut ça devrait théoriquement être isostatique, donc tomber tout seul en place. Pour régler le galet presseur du bas, si j'insistais sur l'intérêt de le monter basculant avec ressort, c'était tout de même un peu par expérience personnelle...
Le léger jeu (moins d'1 mm) entre le diamètre de mes boulons et l'alésage des galets me casse les pieds.
Près de 1 mm c'est pas un jeu léger, vu que la plage de tolérance usuelle est à cet endroit de l'ordre de 0.03 mm !
Ici comme j'ai dit, "bague fixe par rapport à la direction de l'effort" (je vous accorde que pour comprendre cette phrase il m'a fallu avoir les explications imagées du prof), on peut accepter un peu plus de jeu car il n'est pas indispensable que la bague soit bloquée dur sur l'axe.
Mais faut quand même pas qu'elle branlouille en tous sens, ce qui avec près d'1 mm de jeu doit être le cas.
Alors, quand c'est possible le fait de bloquer le roulement entre 2 écrous, ou entre la tête de boulon et un écrou, règle totalement la question.
Sinon, il faut "grossir" la tige du boulon.
Enrouler autour du boulon une bandelette de clinquant (mince feuille métallique), un nombre de tours suffisant pour que le roulement force un peu en rentrant (forcer plus ce serait mieux, mais le clinquant risque de partir en vrac). Ça va déjà tenir mieux ; en faisant ensuite couler dans l'enroulement une goutte de Loctite Scelroulment ça deviendrait même indestructiblement rigide ! A défaut, de la Loctite Freinfilet fera déjà un peu quelque chose. En clinquant, le papier d'alu n'a aucune tenue ; par contre la canette de coca est excellente, ep. 0.10 mm.
Ça c'est des pratiques de métallo...
En traduction menuisière, ça pourrait être un copeau de bois enduit de colle blanche, enroulé autour de l'axe ; ou, comme le papier c'est du bois, quelques tours de papier enduits de colle. Faudra juste attendre que la colle prenne. Le papier glacé a nettement plus de tenue ; il absorbe moins la colle mais est bien plus facile à mettre en place que le papier ordinaire.
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: GRAS Mod 1874 recalibré chasse
T.Jiel Mer 21 Nov 2018, 21:01

Effectivement, j'ai tenté de reproduire la machine allemande. Et effectivement, j'imagine la crosse côté opérateur!!!
La plaque de médium de 30 est juste posée sur tasseaux, pour les prochains essais de coupelle ou autre.
On voit déjà que la traverse de ceinture côté opérateur va demander à être relevée pour recevoir les axes de manière à ce que ceux-ci tombent au meilleur niveau par rapport aux fraises.
Sûr que les questions ne vont pas manquer, qu'elles arrivent déjà!!! Le perçage du fût, on est d'accord, figurant en première place de la "gamme d'usinage", du moins pour l'instant.
Demain je vais m'occuper du réglage des galets et tenter un premier essai. Pour le palpeur, tourillon hêtre de 8 pour fraise de 8...
J'essaierai d'être plus disert côté photos et explications si j'ai du résultat, et j'y compte bien
T.Jiel- Membre confirmé
- Nombre de messages : 311
Age : 69
Localisation : Le Mans 72
Date d'inscription : 17/07/2018
Page 3 sur 7 • 1, 2, 3, 4, 5, 6, 7