
 Accueil
Accueil Connexion
Connexion S'enregistrer
S'enregistrerAdditifs bronzage à chaud
+3
Verchère
turbine
Tupolef
7 participants
Page 1 sur 1

Additifs bronzage à chaud
Tupolef Mar 09 Nov 2021, 10:11
Bonjour à tous,
J’ai une question concernant le bronzage à chaud.
La recette traditionnelle du bronzage a chaud est:
-1 litre d’eau déminéralisée
- 1kg d’hydroxyde de sodium
-100g de nitrite de sodium
-100g de nitrate de sodium
Bronzage à 140 degrés celcius
Je suis très content de cette recette, cependant en fonction de la nature des aciers, il arrive que la pièce prenne une teinte violette dans le temps.
Je sais qu’il existe des additifs à ajouter au bain pour éviter/limiter ce phénomène.
La société brownells vend par exemple l’additif oxynate « s », malheureusement il est impossible de le commander depuis l’Europe.
Lorsque l’on consulte la fiche de sécurité de ce produit on peut lire:
-25% de thiocyanate de sodium (pas cool contient du cyanure, dégage des fumées très toxiques lorsque mélangé à de l’acide)
- 1% de nitriloacetate de sodium (c’est un acide faible et je me vois mal le mélanger avec le composé cité au dessus)
-74 autre (certainement de l’eau)
La question est, connaissez vous une société en Europe qui vend ce genre d’additif pour éviter cette coloration?
Il est tout de même assez rageant, qu’après une préparation très soignée (polissage très poussé) et un parfait dégraissage que la pièce prenne une teinte violette après quelques temps, alors qu’elle ressort d’un noir profond juste après bronzage.
D’après la documentation brownells, si la composition de l’acier est propice à cette coloration alors ce phénomène arrivera indubitablement, à moins d’ajouter leur additif…
J’ai une question concernant le bronzage à chaud.
La recette traditionnelle du bronzage a chaud est:
-1 litre d’eau déminéralisée
- 1kg d’hydroxyde de sodium
-100g de nitrite de sodium
-100g de nitrate de sodium
Bronzage à 140 degrés celcius
Je suis très content de cette recette, cependant en fonction de la nature des aciers, il arrive que la pièce prenne une teinte violette dans le temps.
Je sais qu’il existe des additifs à ajouter au bain pour éviter/limiter ce phénomène.
La société brownells vend par exemple l’additif oxynate « s », malheureusement il est impossible de le commander depuis l’Europe.
Lorsque l’on consulte la fiche de sécurité de ce produit on peut lire:
-25% de thiocyanate de sodium (pas cool contient du cyanure, dégage des fumées très toxiques lorsque mélangé à de l’acide)
- 1% de nitriloacetate de sodium (c’est un acide faible et je me vois mal le mélanger avec le composé cité au dessus)
-74 autre (certainement de l’eau)
La question est, connaissez vous une société en Europe qui vend ce genre d’additif pour éviter cette coloration?
Il est tout de même assez rageant, qu’après une préparation très soignée (polissage très poussé) et un parfait dégraissage que la pièce prenne une teinte violette après quelques temps, alors qu’elle ressort d’un noir profond juste après bronzage.
D’après la documentation brownells, si la composition de l’acier est propice à cette coloration alors ce phénomène arrivera indubitablement, à moins d’ajouter leur additif…
Tupolef- Membre expert

- Nombre de messages : 500
Age : 34
Date d'inscription : 15/05/2018
Re: Additifs bronzage à chaud
turbine Mar 09 Nov 2021, 18:44
moi qui fais du bronzage à la couche , je me sens soudain minable !!! 
turbine- Pilier du forum

- Nombre de messages : 1014
Age : 54
Localisation : pas de calais
Date d'inscription : 22/12/2011
Re: Additifs bronzage à chaud
Tupolef Mar 09 Nov 2021, 20:07
Il n’y a pas à se sentir minable, le bronzage à la couche reste la méthode traditionnelle, je l’emploie aussi d’ailleurs.turbine a écrit:moi qui fais du bronzage à la couche , je me sens soudain minable !!!
Pour faire ses liqueurs soi même le « angier’s book » est pas mal.
Mais le bronzage à chaud donne un autre aspect.
Finalement j’utilise la méthode en fonction du type d’arme et surtout de son époque de fabrication.
Le bronzage à la couche a l’inconvénient d’être long, mais en contre partie (hors aciers inoxydables) il fonctionne sur la plupart des aciers et il est durable. Il a aussi l’avantage de ne pas attaquer les brasures a l’étain des canons de fusil de chasse contrairement au bronzage à chaud.
Le bronzage à chaud donne un très bel aspect, il est moins solide que le bronzage à la couche, et il donne malheureusement une teinte violette lorsque l’acier contient pas mal de nickel (les américains appellent ça le « plum color », pas mal d’ancien revolver Ruger sont concernés, avant que Ruger ne mettent des additifs dans leur bain justement).
Tupolef- Membre expert
- Nombre de messages : 500
Age : 34
Date d'inscription : 15/05/2018
Re: Additifs bronzage à chaud
Verchère Mer 10 Nov 2021, 01:06
J'ai utilisé le bronzage à la soude bouillante (d'ailleurs sans autre produit que eau et soude), obtenant un noir profond d'excellente tenue (armes ré-examinées 30 ans plus tard) ; mais je n'oserais pas mépriser le bronzage à la couche, qui est tout de même un travail de bien plus haute volée...
Petite collection de documents anciens et récents : http://p.lacour.malvaux.free.fr/Arquebuses.htm
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -

Re: Additifs bronzage à chaud
jeanpg73 Mer 10 Nov 2021, 02:31
Verchère pourrais tu nous en dire un peu plus sur ta méthodologie avec la soude ?
Merci
Merci
jeanpg73- Membre averti

- Nombre de messages : 176
Age : 51
Date d'inscription : 15/05/2020
Re: Additifs bronzage à chaud
Verchère Mer 10 Nov 2021, 04:11
J'ai (temporairement j'espère) égaré le classeur où je consignais mes recettes, auxquelles je joignais des échantillons (petits de bouts de tôle) traités selon la recette...
Toutefois c'était si simple que seul le rapport Na OH / H²O pourrait poser problème (mais 1 kg par litre, je le sens bien) ; j'avais trouvé la recette dans Cibles ou La Gazette, il y a sûrement plus de 40 ans (article ou courrier des lecteurs, ça je ne sais plus).
Il m'avait fallu dénicher une cuve allongée en inox, section environ 15 x 15 cm, que finalement un copain plombier-zingueur m'a confectionnée en partant d'une cuve (inox) de lave-linge, que j'avais déroulée (il en a bavé car cet inox très mince se fissurait à chaud).
Pour le chauffage ce fut plus simple, j'avais récupéré un chauffe-eau à gaz dont le corps de chauffe était constitué de petits brûleurs circulaires indépendants, que j'ai dévissés et et qu'il m'a brasés l'un à côté de l'autre sur un tube de cuivre ; ce qui donnait une rampe à gaz butane. A l'époque j'avais pas de chalumeau, j'étais obligé de m'adresser à lui, ou au marchand de vélos.
La température était stabilisée par l'ébullition du mélange, dans les 130 à 140° ; la soude très concentrée est très caustique, et la température élevée n'arrange rien !
C'est là que survient la mauvaise blague, qui n'arrive qu'une fois car on s'en souvient longtemps :
Au moment du début de l'ébullition, ça monte comme du lait ! Et vu l'agressivité du produit, ça n'inspire pas le fou-rire !
Voilà comment je m'explique le phénomène : la soude en paillettes ne se dissout pas assez bien à basse température, et forme au fond une couche pâteuse. La rampe chauffant le fond et la pâte de paillettes empêchant la chaleur de se répartir par convection, au bas de la cuve la soupe est plus chaude, donc dissout plus de soude.
Cette solution, plus concentrée que la moyenne prévue, bout à température plus élevée que les ... peut-être 136° prévus ; et quand elle commence à bouillir ça mélange tout, faisant remonter la solution hyper-concentrée (et surchauffée) du fond à travers les couches supérieures moins concentrées, qui sous cet apport de chaleur se mettent instantanément à bouillir.
Donc tout commence à bouillir d'un seul coup, ça mousse, ça déborde, ça s'étale au sol (heureusement tout était posé directement sur la dalle en béton brut) ; et bien sûr ça étouffe les flammes de la rampe. Que l'on peut donc récupérer assez vite pour la rincer à grande eau, car cette effervescence cesse rapidement.
A condition d'avoir échappé à l'ébouillantage corrosif...
Vous m'direz, c'est pas pire que les (incroyablement nombreux) gros malins qui jettent de l'eau sur une friteuse enflammée (car au moins, la soude n'est pas combustible).
La solution est toute bête : il faut soigneusement remuer la sauce pendant la chauffe.
En permanence, parce qu'on ne sait pas quand vont apparaître les premiers bouillons...
Toutefois c'était si simple que seul le rapport Na OH / H²O pourrait poser problème (mais 1 kg par litre, je le sens bien) ; j'avais trouvé la recette dans Cibles ou La Gazette, il y a sûrement plus de 40 ans (article ou courrier des lecteurs, ça je ne sais plus).
Il m'avait fallu dénicher une cuve allongée en inox, section environ 15 x 15 cm, que finalement un copain plombier-zingueur m'a confectionnée en partant d'une cuve (inox) de lave-linge, que j'avais déroulée (il en a bavé car cet inox très mince se fissurait à chaud).
Pour le chauffage ce fut plus simple, j'avais récupéré un chauffe-eau à gaz dont le corps de chauffe était constitué de petits brûleurs circulaires indépendants, que j'ai dévissés et et qu'il m'a brasés l'un à côté de l'autre sur un tube de cuivre ; ce qui donnait une rampe à gaz butane. A l'époque j'avais pas de chalumeau, j'étais obligé de m'adresser à lui, ou au marchand de vélos.
La température était stabilisée par l'ébullition du mélange, dans les 130 à 140° ; la soude très concentrée est très caustique, et la température élevée n'arrange rien !
C'est là que survient la mauvaise blague, qui n'arrive qu'une fois car on s'en souvient longtemps :
Au moment du début de l'ébullition, ça monte comme du lait ! Et vu l'agressivité du produit, ça n'inspire pas le fou-rire !
Voilà comment je m'explique le phénomène : la soude en paillettes ne se dissout pas assez bien à basse température, et forme au fond une couche pâteuse. La rampe chauffant le fond et la pâte de paillettes empêchant la chaleur de se répartir par convection, au bas de la cuve la soupe est plus chaude, donc dissout plus de soude.
Cette solution, plus concentrée que la moyenne prévue, bout à température plus élevée que les ... peut-être 136° prévus ; et quand elle commence à bouillir ça mélange tout, faisant remonter la solution hyper-concentrée (et surchauffée) du fond à travers les couches supérieures moins concentrées, qui sous cet apport de chaleur se mettent instantanément à bouillir.
Donc tout commence à bouillir d'un seul coup, ça mousse, ça déborde, ça s'étale au sol (heureusement tout était posé directement sur la dalle en béton brut) ; et bien sûr ça étouffe les flammes de la rampe. Que l'on peut donc récupérer assez vite pour la rincer à grande eau, car cette effervescence cesse rapidement.
A condition d'avoir échappé à l'ébouillantage corrosif...
Vous m'direz, c'est pas pire que les (incroyablement nombreux) gros malins qui jettent de l'eau sur une friteuse enflammée (car au moins, la soude n'est pas combustible).
La solution est toute bête : il faut soigneusement remuer la sauce pendant la chauffe.
En permanence, parce qu'on ne sait pas quand vont apparaître les premiers bouillons...
Petite collection de documents anciens et récents : http://p.lacour.malvaux.free.fr/Arquebuses.htm
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Additifs bronzage à chaud
Tupolef Mer 10 Nov 2021, 07:16
La recette que je donne, c’est justement un bain à la soude. Le nom de la soude est l’hydroxyde de sodiumjeanpg73 a écrit:Verchère pourrais tu nous en dire un peu plus sur ta méthodologie avec la soude ?
Merci
Tupolef- Membre expert
- Nombre de messages : 500
Age : 34
Date d'inscription : 15/05/2018
Re: Additifs bronzage à chaud
Tupolef Mer 10 Nov 2021, 07:22
Bonjour Verchère,Verchère a écrit:J'ai utilisé le bronzage à la soude bouillante (d'ailleurs sans autre produit que eau et soude), obtenant un noir profond d'excellente tenue (armes ré-examinées 30 ans plus tard) ; mais je n'oserais pas mépriser le bronzage à la couche, qui est tout de même un travail de bien plus haute volée...
La recette que je donne est bien un bronzage à la soude dont le nom est hydroxyde de sodium.
La soude permet d’être en milieu très alcalin (ou très basique), a cela on ajoute un oxydant qui créera le bronzage à la surface du métal.
Pour la soude on en met de l’ordre de 1kg par litre d’eau.
Pour l’oxydant on en met 200g par litre d’eau. L’oxydant peut être du nitrate de sodium, nitrite de sodium, nitrate de potassium, ou nitrate d’ammonium (ce dernier dégage des fumées nocives lorsqu’il est dissout).
Il y’a énormément de recettes, mais on reste toujours sur la même base avec un bain fonctionnant à 140 degrés.
Pour finir, tu n’as peut être jamais rencontré ce problème, mais je peux t’assurer que si tu étais tombé sur un acier riche en nickel, tu aurai pu voir cette coloration.
Tupolef- Membre expert
- Nombre de messages : 500
Age : 34
Date d'inscription : 15/05/2018
Re: Additifs bronzage à chaud
Tupolef Mer 10 Nov 2021, 07:36
Des petites photos pour illustrer:
Le bac de bronzage avec son support de fabrication maison (je préfère utiliser l’acier noir, l’acier inoxydable peut polluer le bain, ne surtout pas utiliser d’aluminium qui serait rongé par la soude, pour les petites pièces j’ai un petit bac)

Des rampes de chauffage de fabrication maison, je me suis amusé pour percer tous les trous!

Les pièces en cours de préparation, le polissage n’est pas encore parfait:

Une bascule bronzée et huilée:

Donc pour en revenir au sujet, les photos des pièces que je montre ici, sont les pièces d’un fusil winchester que j’ai bronzé pour un ami. Tout à bien prit une teinte noire sur le coup, sauf que le pontet dans le temps a prit une teinte violacée, du à une présence de nickel dans l’acier. C’est pour cela que je recherche ce fameux additif. Ou alors je devrais le bronzer à la couche. Mais je crains que l’on voit une différence avec les autres pièces.
Le bac de bronzage avec son support de fabrication maison (je préfère utiliser l’acier noir, l’acier inoxydable peut polluer le bain, ne surtout pas utiliser d’aluminium qui serait rongé par la soude, pour les petites pièces j’ai un petit bac)
Des rampes de chauffage de fabrication maison, je me suis amusé pour percer tous les trous!
Les pièces en cours de préparation, le polissage n’est pas encore parfait:
Une bascule bronzée et huilée:
Donc pour en revenir au sujet, les photos des pièces que je montre ici, sont les pièces d’un fusil winchester que j’ai bronzé pour un ami. Tout à bien prit une teinte noire sur le coup, sauf que le pontet dans le temps a prit une teinte violacée, du à une présence de nickel dans l’acier. C’est pour cela que je recherche ce fameux additif. Ou alors je devrais le bronzer à la couche. Mais je crains que l’on voit une différence avec les autres pièces.
Tupolef- Membre expert
- Nombre de messages : 500
Age : 34
Date d'inscription : 15/05/2018
Re: Additifs bronzage à chaud
Verchère Jeu 11 Nov 2021, 05:37
Hydroxyde de sodium, oui j'avais compris (NaOH me paraissait juste plus clair). Il est utile de préciser car les droguistes vendent sous le nom de "soude" du carbonate de sodium, qui n'a pas grand chose à voir.
Ce qui me chagrine est que je ne me souviens absolument pas avoir mis autre chose dans la soupe ! Est-il bien certain que ce soit indispensable ? En ce cas j'ai de sérieux trous dans la mémoire...
J'avais testé l'effet sur les métaux usuels. Il me semble que ça n'attaquait guère les soudures à l'étain, tout au moins pas assez vite pour les ronger en profondeur. Celui qui m'a laissé le plus de souvenirs c'est l'aluminium (une vieille pièce du Maréchal) : on aurait dit un Aspro effervescent !
Si pour la cuve la tôle noire convient, ça m'arrange car l'ancienne cuve en inox mince a fini par se fissurer toute seule, dans son coin...
Le cas échant je devrais aussi refaire la rampe, qui a mal vieilli, et il paraît que les chauffe-eau à gaz à petits brûleurs indépendants ça ne se trouve plus. Alors le tube simplement perforé serait plus simple : au bout, c'est un ensemble robinet - gicleur ? Comme on trouve sur les réchauds tripatte ? J'ai jamais compris comment il se faisait que la flamme ne remonte pas dans le tube, il y a un rapport à respecter entre le nombre et le Ø des trous d'une part, le diamètre de gicleur d'autre part ? Et la dimension de l'entrée d'air ? Ou on fait au pif et on bidouillle jusqu'à ce que marche ?
Et effectivement, les pièces que j'ai bronzées ne devaient pas contenir beaucoup de nickel ; d'ailleurs une teinte violacée ne m'aurait pas forcément gêné, c'était pour du vulgaire matériel civil...
Le plus difficile là dedans, c'est quand même le polissage préalable : un bronzage sur une pièce mal préparée c'est assez moche, ça ne fait même pas "vieux", ça fait simplement moche !
Ce qui me chagrine est que je ne me souviens absolument pas avoir mis autre chose dans la soupe ! Est-il bien certain que ce soit indispensable ? En ce cas j'ai de sérieux trous dans la mémoire...
J'avais testé l'effet sur les métaux usuels. Il me semble que ça n'attaquait guère les soudures à l'étain, tout au moins pas assez vite pour les ronger en profondeur. Celui qui m'a laissé le plus de souvenirs c'est l'aluminium (une vieille pièce du Maréchal) : on aurait dit un Aspro effervescent !
Si pour la cuve la tôle noire convient, ça m'arrange car l'ancienne cuve en inox mince a fini par se fissurer toute seule, dans son coin...
Le cas échant je devrais aussi refaire la rampe, qui a mal vieilli, et il paraît que les chauffe-eau à gaz à petits brûleurs indépendants ça ne se trouve plus. Alors le tube simplement perforé serait plus simple : au bout, c'est un ensemble robinet - gicleur ? Comme on trouve sur les réchauds tripatte ? J'ai jamais compris comment il se faisait que la flamme ne remonte pas dans le tube, il y a un rapport à respecter entre le nombre et le Ø des trous d'une part, le diamètre de gicleur d'autre part ? Et la dimension de l'entrée d'air ? Ou on fait au pif et on bidouillle jusqu'à ce que marche ?
Et effectivement, les pièces que j'ai bronzées ne devaient pas contenir beaucoup de nickel ; d'ailleurs une teinte violacée ne m'aurait pas forcément gêné, c'était pour du vulgaire matériel civil...
Le plus difficile là dedans, c'est quand même le polissage préalable : un bronzage sur une pièce mal préparée c'est assez moche, ça ne fait même pas "vieux", ça fait simplement moche !
Petite collection de documents anciens et récents : http://p.lacour.malvaux.free.fr/Arquebuses.htm
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Additifs bronzage à chaud
Tupolef Jeu 11 Nov 2021, 08:05
Bonjour Verchère,Verchère a écrit:Hydroxyde de sodium, oui j'avais compris (NaOH me paraissait juste plus clair). Il est utile de préciser car les droguistes vendent sous le nom de "soude" du carbonate de sodium, qui n'a pas grand chose à voir.
Ce qui me chagrine est que je ne me souviens absolument pas avoir mis autre chose dans la soupe ! Est-il bien certain que ce soit indispensable ? En ce cas j'ai de sérieux trous dans la mémoire...
J'avais testé l'effet sur les métaux usuels. Il me semble que ça n'attaquait guère les soudures à l'étain, tout au moins pas assez vite pour les ronger en profondeur. Celui qui m'a laissé le plus de souvenirs c'est l'aluminium (une vieille pièce du Maréchal) : on aurait dit un Aspro effervescent !
Si pour la cuve la tôle noire convient, ça m'arrange car l'ancienne cuve en inox mince a fini par se fissurer toute seule, dans son coin...
Le cas échant je devrais aussi refaire la rampe, qui a mal vieilli, et il paraît que les chauffe-eau à gaz à petits brûleurs indépendants ça ne se trouve plus. Alors le tube simplement perforé serait plus simple : au bout, c'est un ensemble robinet - gicleur ? Comme on trouve sur les réchauds tripatte ? J'ai jamais compris comment il se faisait que la flamme ne remonte pas dans le tube, il y a un rapport à respecter entre le nombre et le Ø des trous d'une part, le diamètre de gicleur d'autre part ? Et la dimension de l'entrée d'air ? Ou on fait au pif et on bidouillle jusqu'à ce que marche ?
Et effectivement, les pièces que j'ai bronzées ne devaient pas contenir beaucoup de nickel ; d'ailleurs une teinte violacée ne m'aurait pas forcément gêné, c'était pour du vulgaire matériel civil...
Le plus difficile là dedans, c'est quand même le polissage préalable : un bronzage sur une pièce mal préparée c'est assez moche, ça ne fait même pas "vieux", ça fait simplement moche !
Je ne peux pas être affirmatif car je n’ai jamais essayé un bain de soude seul, mais chimiquement parlant, ce n’est pas la soude qui vient oxyder le métal, elle est juste là pour rendre le milieu extrêmement basique afin que l’oxydant puisse agir sur le métal.
Pour les rampes de chauffe, je n’ai effectivement acheté que des robinets pour réchaud tri-pâtes.
J’ai ensuite reproduit la pièce permettant de régler l’apport air/gaz qui était sur mon réchaud.
Pour la rampe, j’ai pris du tube diamètre 25mm, et j’ai percé des trous de diamètre 2,5 espacés de 1cm, j’ai fait deux lignes de trous, et je me suis arrangé pour que les trous soient en quinconce. J’ai ensuite soudé le mélangeur d’un côté et un bouchon de l’autre. Si tu as besoin des dimensions exacte je pourrais te les communiquer.
Ici les mélangeurs en détail après usinage, munis de leur robinets avec gicleurs:

Ajout des manchettes en tôle mince pour régler l’apport d’air:

Les rampes après soudage avant mise en peinture:

Tupolef- Membre expert
- Nombre de messages : 500
Age : 34
Date d'inscription : 15/05/2018
Re: Additifs bronzage à chaud
Verchère Ven 12 Nov 2021, 05:58
Impeccable, pas besoin des cotes : si ça se présente je ferai pareil, je copierai le mélangeur du tripatte auquel j'emprunte le gicleur.
L'oxydant éventuellement rajouté dans la soude ... ben aucun souvenir ne m'est revenu !
La soude elle-même ne peut-elle pas se dégrader en libérant 1/2 "O" ? Un jour je finirai par retrouver mon classeur de recettes testées...
Mais avec tout ça, t'as pas eu la réponse à ta recherche de produit ?
L'oxydant éventuellement rajouté dans la soude ... ben aucun souvenir ne m'est revenu !
La soude elle-même ne peut-elle pas se dégrader en libérant 1/2 "O" ? Un jour je finirai par retrouver mon classeur de recettes testées...
Mais avec tout ça, t'as pas eu la réponse à ta recherche de produit ?
Petite collection de documents anciens et récents : http://p.lacour.malvaux.free.fr/Arquebuses.htm
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Additifs bronzage à chaud
Tupolef Ven 12 Nov 2021, 08:00
Non malheureusement, j’ai contacté brownells pour savoir si il est possible d’acheter le produit, mais avec REACH je penses que ça va être difficile d’importer ça en Europe vu que cela contient un produit cyanuré (qui reste inoffensif dans cette molécule).Verchère a écrit:Impeccable, pas besoin des cotes : si ça se présente je ferai pareil, je copierai le mélangeur du tripatte auquel j'emprunte le gicleur.
L'oxydant éventuellement rajouté dans la soude ... ben aucun souvenir ne m'est revenu !
La soude elle-même ne peut-elle pas se dégrader en libérant 1/2 "O" ? Un jour je finirai par retrouver mon classeur de recettes testées...
Mais avec tout ça, t'as pas eu la réponse à ta recherche de produit ?
Travaillant en labo je pourrais aussi commander les produits, mais je n’ai que 26% de la composition. Les industriels ne mettent pas la totalité de leur formulation dans les fiches de données et de sécurité.
La soude NaOH dans l’eau se décompose en Na+ et OH-, les ions OH- sont responsables de l’alkalinité de la soude (base capable de capter un ion H+). Pour les acides se sont les ions H3O+ qui donnent leur caractère acide (acide capable de libérer un ion H+)
Je ne vois pas la soude se décomposer autrement dans l’eau.
Tupolef- Membre expert
- Nombre de messages : 500
Age : 34
Date d'inscription : 15/05/2018
Re: Additifs bronzage à chaud
jean santos Ven 12 Nov 2021, 22:47
Bravo Tupolef, quels beaux brûleurs ! Je m'en suis monté un également pour chauffer une cuve faite à partir d'un tuyau inox Phi 100 et 1m de longueur dont j'ai découpé la partie supérieure . Je m'en sers pour bouillir les canons après oxydation à la couche.
Il a fallu que j'utilise un détendeur réglable pour faire le bon mélange butane/air et je dois le surveiller car le Mistral l'éteint
J'ai bien envie d'essayer le bronzage à chaud dont vous parlez Verchère et toi, j''ai presque tous les produits ....
Pour revenir à ton additif , je me suis plongé dans la lecture de "The Modern Gunsmith " par l'américain Howe en 1941 qui donne plusieurs recettes dont une , la n°24 Page 206 avec du "sperm oil" si, si
Mais il parle aussi dans une autre recette ( la N°21) d'oxyde de manganèse
https://archive.org/details/The_Modern_Gunsmith_Vol_2_Howe_1941/page/n205/mode/2up
Il a fallu que j'utilise un détendeur réglable pour faire le bon mélange butane/air et je dois le surveiller car le Mistral l'éteint
J'ai bien envie d'essayer le bronzage à chaud dont vous parlez Verchère et toi, j''ai presque tous les produits ....
Pour revenir à ton additif , je me suis plongé dans la lecture de "The Modern Gunsmith " par l'américain Howe en 1941 qui donne plusieurs recettes dont une , la n°24 Page 206 avec du "sperm oil" si, si
Mais il parle aussi dans une autre recette ( la N°21) d'oxyde de manganèse
https://archive.org/details/The_Modern_Gunsmith_Vol_2_Howe_1941/page/n205/mode/2up

jean santos- Membre confirmé

- Nombre de messages : 283
Age : 71
Date d'inscription : 10/02/2019
Re: Additifs bronzage à chaud
Verchère Sam 13 Nov 2021, 01:36
Importer de l'huile de baleine, c'est peut-être pas plus simple qu'un composé vaguement cyanuré ou un bouchon en ivoire...jean santos a écrit:... "sperm oil" ...
D'ailleurs il y a quelque chose j'ai toujours pas compris : on parle souvent d'huile de baleine, mais le "spermacetti" c'est dans la tête du cachalot.
Extrait-on une autre huile de la baleine ? Ou c'est juste un abus de langage, disant "baleine" à la place de "cachalot" ?
Petite collection de documents anciens et récents : http://p.lacour.malvaux.free.fr/Arquebuses.htm
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Additifs bronzage à chaud
Tupolef Sam 13 Nov 2021, 08:34
Bonjour,jean santos a écrit:Bravo Tupolef, quels beaux brûleurs ! Je m'en suis monté un également pour chauffer une cuve faite à partir d'un tuyau inox Phi 100 et 1m de longueur dont j'ai découpé la partie supérieure . Je m'en sers pour bouillir les canons après oxydation à la couche.
Il a fallu que j'utilise un détendeur réglable pour faire le bon mélange butane/air et je dois le surveiller car le Mistral l'éteint
J'ai bien envie d'essayer le bronzage à chaud dont vous parlez Verchère et toi, j''ai presque tous les produits ....
Pour revenir à ton additif , je me suis plongé dans la lecture de "The Modern Gunsmith " par l'américain Howe en 1941 qui donne plusieurs recettes dont une , la n°24 Page 206 avec du "sperm oil" si, si
Mais il parle aussi dans une autre recette ( la N°21) d'oxyde de manganèse
https://archive.org/details/The_Modern_Gunsmith_Vol_2_Howe_1941/page/n205/mode/2up
Dans ce livre effectivement je vois beaucoup de recette de bronzage à la couche.
Attention, celle où il parle d’oxyde de manganèse, c’est du bronzage au sel fondu. Cela sert à colorer les petites pièces, on fait chauffer le sel à 300 degrés par exemple pour obtenir une couleur bleue.
Mais il faut savoir que le manganèse dans le bronzage par bain à chaud donne une teinte plus bleuâtre (le bain standard donne une teinte noire) certains armuriers s’en servent.
Tupolef- Membre expert
- Nombre de messages : 500
Age : 34
Date d'inscription : 15/05/2018
Re: Additifs bronzage à chaud
Fra78 Sam 13 Nov 2021, 08:48
L'huile de baleine est la fraction liquide du lard fondu des baleines (la partie solide est le suif de baleine)... extraite autrefois majoritairement du rorqual rostré (hyperodoon rostratus) appelé en anglais « Sperm whale » d'où sperm oil.Verchère a écrit:Importer de l'huile de baleine, c'est peut-être pas plus simple qu'un composé vaguement cyanuré ou un bouchon en ivoire...jean santos a écrit:... "sperm oil" ...
D'ailleurs il y a quelque chose j'ai toujours pas compris : on parle souvent d'huile de baleine, mais le "spermacetti" c'est dans la tête du cachalot.
Extrait-on une autre huile de la baleine ? Ou c'est juste un abus de langage, disant "baleine" à la place de "cachalot" ?
C'était un composant essentiel des premières huiles de boite automatique : son interdiction en 1971 a provoqué une vague de panne de transmissions chez GM...
Le spermaceti est une cire plutôt qu'une huile et est appelé blanc de baleine (E909 comme additif...)

Fra78- Pilier du forum
- Nombre de messages : 3033
Age : 77
Localisation : Versailles / Biarritz
Date d'inscription : 25/08/2009
Re: Additifs bronzage à chaud
Verchère Dim 14 Nov 2021, 05:56
Merci des précisions, faudra que je m'en souvienne...
On avait aussi une "huile de lard" tirée d'une bête de chez nous (le porc ?), qui était avant la guerre de 14 considérée comme l'une des meilleures huiles de coupe, en usinage.
J'ai tout de même un problème, car dans leur état naturel les graisses animales (veines grasses du lard) sont maintenues dans une structure fibreuse, dont on extrait par fusion le suif (il reste les grattons, ou grabons). Alors s'il y avait une fraction liquide elle se trouve mélangée au suif.
Ou bien l'huile est-elle d'abord exprimée par pression à froid, avant la pression à chaud qui donne le suif ?
Dans notre affaire, si à la soude on mélangeait une huile, n'obtiendrait-on pas un savon ?
Ou bien le "sperm oil" est-il relatif à un tout autre type de bronzage (par exemple à l'huile flambée) ?
A noter que dans les Instructions de 1884 et 1905, pour le "bleui au feu" il est prescrit de préalablement huiler légèrement les pièces (alors qu'en général on conseille de les dégraisser le plus parfaitement possible)...
On avait aussi une "huile de lard" tirée d'une bête de chez nous (le porc ?), qui était avant la guerre de 14 considérée comme l'une des meilleures huiles de coupe, en usinage.
J'ai tout de même un problème, car dans leur état naturel les graisses animales (veines grasses du lard) sont maintenues dans une structure fibreuse, dont on extrait par fusion le suif (il reste les grattons, ou grabons). Alors s'il y avait une fraction liquide elle se trouve mélangée au suif.
Ou bien l'huile est-elle d'abord exprimée par pression à froid, avant la pression à chaud qui donne le suif ?
Dans notre affaire, si à la soude on mélangeait une huile, n'obtiendrait-on pas un savon ?
Ou bien le "sperm oil" est-il relatif à un tout autre type de bronzage (par exemple à l'huile flambée) ?
A noter que dans les Instructions de 1884 et 1905, pour le "bleui au feu" il est prescrit de préalablement huiler légèrement les pièces (alors qu'en général on conseille de les dégraisser le plus parfaitement possible)...
Petite collection de documents anciens et récents : http://p.lacour.malvaux.free.fr/Arquebuses.htm
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Additifs bronzage à chaud
Fra78 Dim 14 Nov 2021, 08:33
L'huile de baleine était bien obtenue par pression à froid.
En fait, techniquement ce n'est pas une huile mais une cire liquide et elle ne peut pas être hydrogénée (= pas de savon !).
Composition (varie un peu suivant l'espèce du donneur) 2/3 esters cireux et 1/3 triglycérides.
Le maintien de la viscosité à chaud est exceptionnel comparé aux huiles classiques, d'où l'utilisation en boites automatiques...
Une utilisation était aussi la protection contre la corrosion des armes et c'était la base de la formule originale du Rust-Oleum et du fameux Ed's Red (voir formule de Hatcher : Frankford Arsenal Cleaner No 18). C'est pourquoi les formules modernes utilisent de l'ATF, qui contient les substituts de synthèse modernes à l'huile de baleine...
https://en.wikipedia.org/wiki/Sperm_oil
En fait, techniquement ce n'est pas une huile mais une cire liquide et elle ne peut pas être hydrogénée (= pas de savon !).
Composition (varie un peu suivant l'espèce du donneur) 2/3 esters cireux et 1/3 triglycérides.
Le maintien de la viscosité à chaud est exceptionnel comparé aux huiles classiques, d'où l'utilisation en boites automatiques...
Une utilisation était aussi la protection contre la corrosion des armes et c'était la base de la formule originale du Rust-Oleum et du fameux Ed's Red (voir formule de Hatcher : Frankford Arsenal Cleaner No 18). C'est pourquoi les formules modernes utilisent de l'ATF, qui contient les substituts de synthèse modernes à l'huile de baleine...
https://en.wikipedia.org/wiki/Sperm_oil
Fra78- Pilier du forum
- Nombre de messages : 3033
Age : 77
Localisation : Versailles / Biarritz
Date d'inscription : 25/08/2009
Re: Additifs bronzage à chaud
capitaine conan Dim 14 Nov 2021, 13:06
Dans le fascicule "comment revaloriser et entretenir vos armes de collection" Daniel JACQUIER donne la recette suivante:
- 115 parts d'eau
- 15 parts d'hyposulfite de soude
- 5 parts d'acétate de plomb
mélange à porter à 85° pour y plonger les pièces à bronzer 5 minutes.
Des fois que l'acétate soit l'ingrédient manquant à ta recette …
- 115 parts d'eau
- 15 parts d'hyposulfite de soude
- 5 parts d'acétate de plomb
mélange à porter à 85° pour y plonger les pièces à bronzer 5 minutes.
Des fois que l'acétate soit l'ingrédient manquant à ta recette …
capitaine conan- Futur pilier

- Nombre de messages : 912
Age : 62
Date d'inscription : 22/11/2013
Re: Additifs bronzage à chaud
Tupolef Dim 14 Nov 2021, 13:15
Bonjour,capitaine conan a écrit:Dans le fascicule "comment revaloriser et entretenir vos armes de collection" Daniel JACQUIER donne la recette suivante:
- 115 parts d'eau
- 15 parts d'hyposulfite de soude
- 5 parts d'acétate de plomb
mélange à porter à 85° pour y plonger les pièces à bronzer 5 minutes.
Des fois que l'acétate soit l'ingrédient manquant à ta recette …
Merci pour la recette, je la connais également à peu de chose prêt, mais jamais essayer.
Elle nécessite au préalable une préparation par électrolyse pour que les sulfites adhèrent.
Je l’ai trouvé dans ce document:
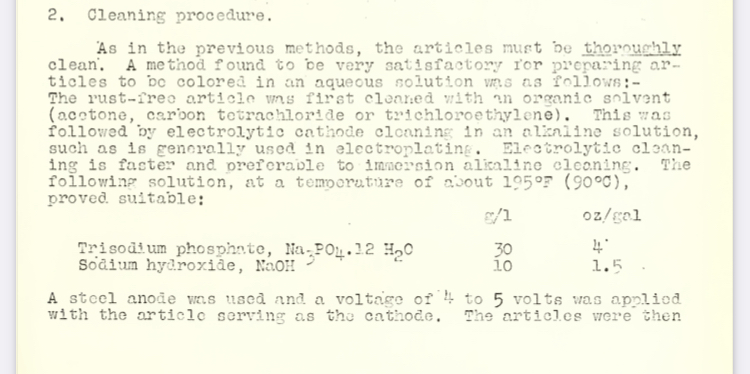
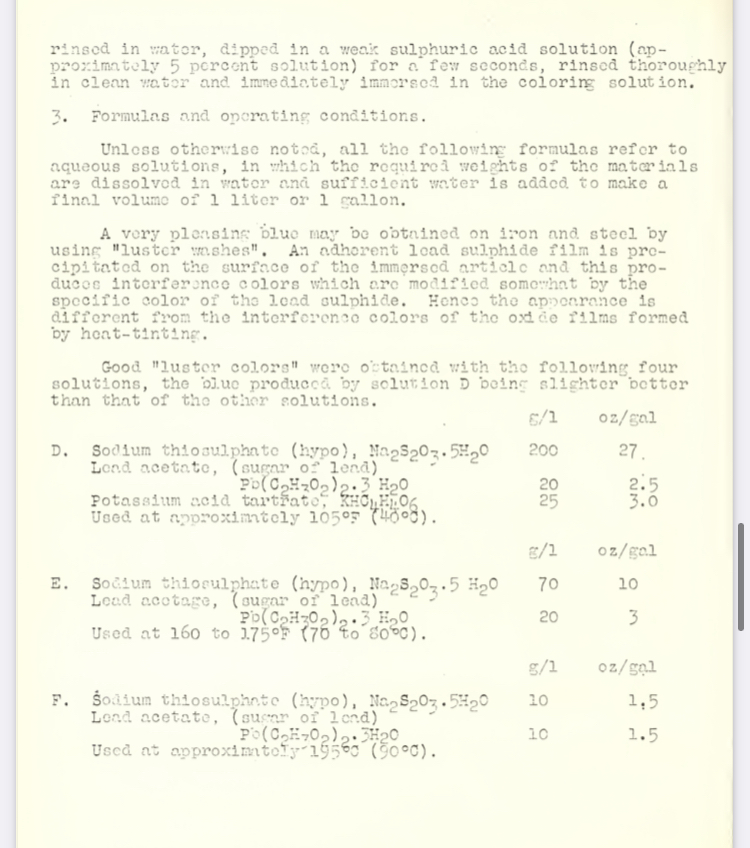
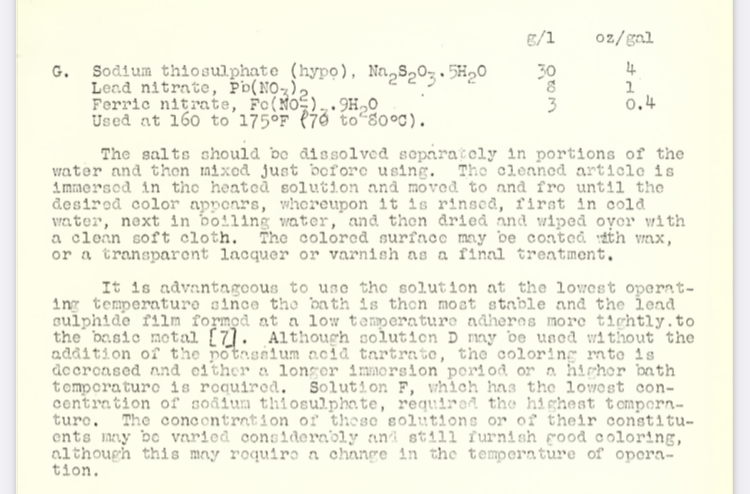
Le lien vers le document complet, il y’a même du bronzage aux sels fondus
https://www.govinfo.gov/content/pkg/GOVPUB-C13-7666bb8911301f6cb01ab783a8633676/pdf/GOVPUB-C13-7666bb8911301f6cb01ab783a8633676.pdf
Tupolef- Membre expert
- Nombre de messages : 500
Age : 34
Date d'inscription : 15/05/2018
» Bronzage a chaud
» bronzage à chaud
» Mes recettes de bronzage à la couche et à chaud
» Bronzage a chaud à la couche d'un montage de lunette FRF1.
» Bleuissage à chaud
» bronzage à chaud
» Mes recettes de bronzage à la couche et à chaud
» Bronzage a chaud à la couche d'un montage de lunette FRF1.
» Bleuissage à chaud
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum