
 Accueil
Accueil Connexion
Connexion S'enregistrer
S'enregistrerAides pour filetage au tour.
5 participants
Page 1 sur 1

Aides pour filetage au tour.
Gé Tibla Ven 02 Fév 2024, 14:17
Pour les tourneurs amateurs, pas familiers de la règle à calcul, j'ai finis par trouver un petit outil de calcul des pignons pour réaliser tous filetages au tour.
Les tours d'établi n'ont, très souvent, pas de boite de vitesse pour entrainer les vis avance et mère, bien souvent, une seule vis.
Il faut donc jouer avec les pignons à monter sur la lyre ou tête de cheval. Il y a d'ailleurs un tableau pour trouver le bon rapport, mais on peut aller au delà.
Ce n'est pas parce que l'on trouve pas sur le tableau que ce n'est pas possible, même simplement avec les pignons fournis, après on peut être amené à en trouver d'autres.
Ça se calcule, mais pas forcément facile, surtout avec deux axes intermédiaires.
Solution "fainéants" : trouver le petit programme de calcul. On en trouve plein, mais il faut les installer, ça marche pas à tous les coups, DOS, WIN ?, en basic , pas facile.
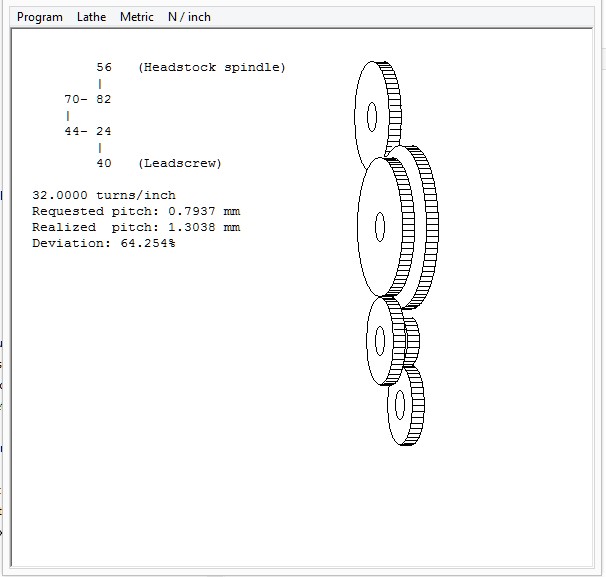
Bref, j'ai trouvé la perle rare, présentation minimaliste, mais efficace, auteur néerlandais oblige. Il s'adapte à tous les tours munis d'un pignon fixe sur la broche.
C'est le cas de la plupart des tours "chinois", un ou deux axes intermédiaire en jouant sur le paramètre "quandrant length, center to center", je n'ai pas su traduire, mais trouvé à quoi ça sert. En mm, ou pouce (filets par pouce).
En anglais, nul n'est parfait, développé sous ???, mais du moment que ça fonctionne, très rapide en plus.
Copie d'écran du résultat:
idem pour le cartouche du développeur.
Le site où je l'ai trouvé, une mine de petits logiciel d'aide dans tous les domaines. Accès libre, apparemment.
https://www.myvirtualnetwork.com/mklotz/#misc
La page pour télécharger le fichier Zip :
https://www.myvirtualnetwork.com/mklotz/files/changejs.zip
à décompresser où vous voulez, cliquer sur changewheels.exe, çà marche !
Editer un fichier pour votre tour (lathe) en renseignant pignon fixe, entraxe broche-vis, liste de vos pignons dispo, la fameuse longueur, Done pour enregistrer.
Choisir dans Metric un pas métrique,ou une avance ou un pas différent de la série M sinon N/inc qui permet de fixer un nb de filets par pouce, OK c'est calculé et dessiné !
Petit conseil qui va sans dire, vérifier que c'est bien ce que vous voulez avant de faire du copeau !
* Si votre tour possède un arbre de sortie spécifique pour entrainer la cascade de pignon, essayez 'Engrenage 2-25' qui sera plus adapté, pensez à tenir compte du rapport entre la broche et cet arbre, ce peut être 1 mais vérifiez. Google doit trouver.
Les tours d'établi n'ont, très souvent, pas de boite de vitesse pour entrainer les vis avance et mère, bien souvent, une seule vis.
Il faut donc jouer avec les pignons à monter sur la lyre ou tête de cheval. Il y a d'ailleurs un tableau pour trouver le bon rapport, mais on peut aller au delà.
Ce n'est pas parce que l'on trouve pas sur le tableau que ce n'est pas possible, même simplement avec les pignons fournis, après on peut être amené à en trouver d'autres.
Ça se calcule, mais pas forcément facile, surtout avec deux axes intermédiaires.
Solution "fainéants" : trouver le petit programme de calcul. On en trouve plein, mais il faut les installer, ça marche pas à tous les coups, DOS, WIN ?, en basic , pas facile.
Bref, j'ai trouvé la perle rare, présentation minimaliste, mais efficace, auteur néerlandais oblige. Il s'adapte à tous les tours munis d'un pignon fixe sur la broche.
C'est le cas de la plupart des tours "chinois", un ou deux axes intermédiaire en jouant sur le paramètre "quandrant length, center to center", je n'ai pas su traduire, mais trouvé à quoi ça sert. En mm, ou pouce (filets par pouce).
En anglais, nul n'est parfait, développé sous ???, mais du moment que ça fonctionne, très rapide en plus.
Copie d'écran du résultat:

idem pour le cartouche du développeur.

Le site où je l'ai trouvé, une mine de petits logiciel d'aide dans tous les domaines. Accès libre, apparemment.
https://www.myvirtualnetwork.com/mklotz/#misc
La page pour télécharger le fichier Zip :
https://www.myvirtualnetwork.com/mklotz/files/changejs.zip
à décompresser où vous voulez, cliquer sur changewheels.exe, çà marche !
Editer un fichier pour votre tour (lathe) en renseignant pignon fixe, entraxe broche-vis, liste de vos pignons dispo, la fameuse longueur, Done pour enregistrer.
Choisir dans Metric un pas métrique,ou une avance ou un pas différent de la série M sinon N/inc qui permet de fixer un nb de filets par pouce, OK c'est calculé et dessiné !
Petit conseil qui va sans dire, vérifier que c'est bien ce que vous voulez avant de faire du copeau !
* Si votre tour possède un arbre de sortie spécifique pour entrainer la cascade de pignon, essayez 'Engrenage 2-25' qui sera plus adapté, pensez à tenir compte du rapport entre la broche et cet arbre, ce peut être 1 mais vérifiez. Google doit trouver.

Gé Tibla- Membre expert

- Nombre de messages : 659
Age : 71
Localisation : Alpes de Haute Provence
Date d'inscription : 12/11/2017
Re: Aides pour filetage au tour.
Zouaverifle Ven 02 Fév 2024, 14:57
Alors la tu dépasse de très loin mes modestes capacités de bricoleur !
Merci du partage cependant pour les « sachants »….Verchere va adorer !
Merci du partage cependant pour les « sachants »….Verchere va adorer !

Zouaverifle- Membre expert
- Nombre de messages : 513
Age : 60
Date d'inscription : 31/12/2021
Re: Aides pour filetage au tour.
dgil01 Ven 02 Fév 2024, 16:40
Bonjour, génial, un grand merci pour le partage, ca devrait m'aider
dgil01- Pilier du forum

- Nombre de messages : 1523
Age : 51
Date d'inscription : 29/04/2021
Re: Aides pour filetage au tour.
Gé Tibla Ven 02 Fév 2024, 17:06
Verchére, je pense qu'il a déjà ses méthodes, je le salue, quand même très amicalement.
Gé Tibla- Membre expert
- Nombre de messages : 659
Age : 71
Localisation : Alpes de Haute Provence
Date d'inscription : 12/11/2017
Re: Aides pour filetage au tour.
Zouaverifle Ven 02 Fév 2024, 17:32
Salut amigo je te tel la semaine prochaine pour une visite.dgil01 a écrit:Bonjour, génial, un grand merci pour le partage, ca devrait m'aider
Cdt
Zr
Zouaverifle- Membre expert
- Nombre de messages : 513
Age : 60
Date d'inscription : 31/12/2021
Re: Aides pour filetage au tour.
benco Ven 02 Fév 2024, 18:08
merci pour le partage, c'est digne d'être posté sur un site comme usinages.com !
J'ai essayé l'application en priant pour ne pas me prendre un gros virus mais elle semble honnête.
Je ne connais pas le module de mes engrenages qu'il faudra que je mesure.
Mon tour d'établi est muni d'une boîte à 3 vitesses pour les avances, ce qui complique le calcul mais ça pourrait me servir un jour pour approcher au mieux le pas d'un filetage non standard.

benco- Membre averti

- Nombre de messages : 164
Age : 71
Date d'inscription : 08/03/2020
Re: Aides pour filetage au tour.
dgil01 Ven 02 Fév 2024, 18:21
Pas de problèmes, je serai chez moi à partir de mardiZouaverifle a écrit:Salut amigo je te tel la semaine prochaine pour une visite.dgil01 a écrit:Bonjour, génial, un grand merci pour le partage, ca devrait m'aider
Cdt
Zr

dgil01- Pilier du forum
- Nombre de messages : 1523
Age : 51
Date d'inscription : 29/04/2021
Re: Aides pour filetage au tour.
Gé Tibla Ven 02 Fév 2024, 18:27
On trouve des applications intégrant la présence d'une boite. Il y a de la ressource sur usinage. com, mais encore plus sur les sites anglais.
Mots clé : change gears, lathe. Evidement, c'est mieux si on parle anglais, mais moi qui n'ai jamais voulu, j'y arrive quand même.
Mots clé : change gears, lathe. Evidement, c'est mieux si on parle anglais, mais moi qui n'ai jamais voulu, j'y arrive quand même.
Gé Tibla- Membre expert
- Nombre de messages : 659
Age : 71
Localisation : Alpes de Haute Provence
Date d'inscription : 12/11/2017
Re: Aides pour filetage au tour.
Verchère Dim 04 Fév 2024, 03:29
C'est sympa de penser à moi, mais quand on récupère un vieux tour on n'a généralement pas le coffret d'engrenages qui allait avec ; déjà bien content qu'on ait une "tête de cheval" ("lyre") complète, sans trop de dents cassées (c'était souvent des roues dentées en fonte).
Le problème primordial est donc d'adapter des engrenages ; le calcul des combinaisons ne vient qu'après, et est secondaire. On le simplifie déjà bien en décomposant en nombres premiers le nombre de dents de chaque pignon disponible, et en décomposant de même le rapport désiré.
A savoir que l'arlésienne est le pignon de 127 dents (nombre premier), indispensable pour obtenir des fractions de pouces avec une vis-mère en millimètres, ou vice-versa (on utilisait généralement un couple 127 / 50).
Pour ma part, j'ai en partie tourné la difficulté des pignons en les remplaçant par des roues dentées pour chaîne à rouleau, taille moto pour un gros tour (pour un petit, la taille bicyclette suffirait), qui sont plus faciles à trouver ou à acheter, et au besoin plus faciles à fabriquer en traçant et pointant soigneusement les trous à percer dans une épaisse plaque de tôle (les dents se finissent ensuite à la lime, ou à la disqueuse à l'aide d'un petit montage facile à réaliser). Ne reste qu'à fabriquer un moyeu à souder ou boulonner sur la roue dentée ; mais ça prend quand même pas mal de temps !
Pour ce qui en est du programme de calcul des engrenages nécessaires, il faut qu'on puisse spécifier des valeurs-limite pour certains pignons ou couples, car leur montage impose quelques contraintes.
Si j'avais besoin d'un tel programme je l'écrirais moi-même, c'est bien plus marrant que de le télécharger.
J'y ai déjà réfléchi l'an passé, et plutôt que de recourir à des formules arithmétiques avec lesquelles je ne suis pas très à l'aise, je demanderais simplement à l'ordinateur de calculer toutes les combinaisons possibles avec le coffret d'engrenages disponible, éliminant celles qui sont hors limites et classant ce qui reste dans l'ordre, du plus proche au plus éloigné du pas recherché (avec la vitesse d'un PC actuel, ça ne doit guère prendre plus d'une seconde).
Point important, ce programme devrait s'appuyer sur des fichiers au format TXT listant les engrenages des divers coffrets disponibles, et sur d'autres fichiers TXT listant les valeurs-limite de chaque machine ; le programme permettant de sélectionner les listes désirées, parmi celles déposées dans un dossier dédié (dossier scanné au démarrage du programme, pour définir le choix de listes proposées).
Résultats affichés dans une console appartenant au programme, et automatiquement copiés dans le presse-papier-système afin de pouvoir directement "coller" dans un autre programme (éventuellement, possibilité de les "enregistrer sous...").
Bien entendu, le logiciel devrait fonctionner à l'identique sur Windows, Mac et Linux ; en langage Java c'est l'enfance de l'art...
Ça me serait facile, car j'en ai déjà écrit quelques uns du même genre et je n'aurais qu'à adapter la partie "interface graphique" et coder la partie "calcul".
Le problème primordial est donc d'adapter des engrenages ; le calcul des combinaisons ne vient qu'après, et est secondaire. On le simplifie déjà bien en décomposant en nombres premiers le nombre de dents de chaque pignon disponible, et en décomposant de même le rapport désiré.
A savoir que l'arlésienne est le pignon de 127 dents (nombre premier), indispensable pour obtenir des fractions de pouces avec une vis-mère en millimètres, ou vice-versa (on utilisait généralement un couple 127 / 50).
Pour ma part, j'ai en partie tourné la difficulté des pignons en les remplaçant par des roues dentées pour chaîne à rouleau, taille moto pour un gros tour (pour un petit, la taille bicyclette suffirait), qui sont plus faciles à trouver ou à acheter, et au besoin plus faciles à fabriquer en traçant et pointant soigneusement les trous à percer dans une épaisse plaque de tôle (les dents se finissent ensuite à la lime, ou à la disqueuse à l'aide d'un petit montage facile à réaliser). Ne reste qu'à fabriquer un moyeu à souder ou boulonner sur la roue dentée ; mais ça prend quand même pas mal de temps !
Pour ce qui en est du programme de calcul des engrenages nécessaires, il faut qu'on puisse spécifier des valeurs-limite pour certains pignons ou couples, car leur montage impose quelques contraintes.
Si j'avais besoin d'un tel programme je l'écrirais moi-même, c'est bien plus marrant que de le télécharger.
J'y ai déjà réfléchi l'an passé, et plutôt que de recourir à des formules arithmétiques avec lesquelles je ne suis pas très à l'aise, je demanderais simplement à l'ordinateur de calculer toutes les combinaisons possibles avec le coffret d'engrenages disponible, éliminant celles qui sont hors limites et classant ce qui reste dans l'ordre, du plus proche au plus éloigné du pas recherché (avec la vitesse d'un PC actuel, ça ne doit guère prendre plus d'une seconde).
Point important, ce programme devrait s'appuyer sur des fichiers au format TXT listant les engrenages des divers coffrets disponibles, et sur d'autres fichiers TXT listant les valeurs-limite de chaque machine ; le programme permettant de sélectionner les listes désirées, parmi celles déposées dans un dossier dédié (dossier scanné au démarrage du programme, pour définir le choix de listes proposées).
Résultats affichés dans une console appartenant au programme, et automatiquement copiés dans le presse-papier-système afin de pouvoir directement "coller" dans un autre programme (éventuellement, possibilité de les "enregistrer sous...").
Bien entendu, le logiciel devrait fonctionner à l'identique sur Windows, Mac et Linux ; en langage Java c'est l'enfance de l'art...
Ça me serait facile, car j'en ai déjà écrit quelques uns du même genre et je n'aurais qu'à adapter la partie "interface graphique" et coder la partie "calcul".
Petite collection de documents anciens et récents : http://p.lacour.malvaux.free.fr/Arquebuses.htm
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -

Re: Aides pour filetage au tour.
Gé Tibla Dim 04 Fév 2024, 10:14
J'entends bien, j'étais parti sur la même démarche, le calcul des engrenages peut être écrit assez facilement, l'intégration des contraintes dimensionnelles complique pas mal les choses, le temps passe vite. J'ai essayé, puis me souvenant de la consigne de Berliet à ses ingénieurs : "n'inventez rien, copiez ce qui fonctionne !" j'ai finalement trouvé ce qu'il me fallait. En plus, connais pas le javanais, faudrait que j'apprenne.
Ceci dit, pour revenir sur le sujet, l'intérêt du filetage au tour est que l'on peut faire n'importe quoi, au bon sens de l'expression. Exemple: le fameux tromblon,
https://www.tircollection.com/t57841-tromblon-cocher-ou-voyage?highlight=tromblon
Les vis du mécanisme de la platine étaient disparates, ou abimée, du coup, j'ai dû en refaire trois sur quatre.
Quel pas, solution simple, poser un bout de papier ou carton fin sur une planchette, appuyer la vis dessus, tête dans le vide, en la faisant rouler d'une portion de tour.
Avec un réglet, mesurer le plus de pas possible, division par le nombre de filets retenu, le tour est joué avec une précision acceptable.
Pour les filetages intérieurs, c'est possible, dès 4 ou 5 mm, avec papier ou carton enroulé sur une tige rigide plus petite, en dessous, plus difficile.
Dans le cas du tromblon, c'est du 32 filets par pouce, ce qui confirmerait son origine british. N° 6 UNC, sauf que les diamètres vont de 3,40 à 3,95 mm.
Au tour, pas de problème, on fait le bon diamètre et filetage. Si vous devez vous payer une collection exhaustive de filières extensibles, votre écureuil va faire la gueule. Et vous risquez d'en casser beaucoup.
Un petit coup de programme, montez les bons engrenages, l'outil taillé dans un forêt cassé (ne pas jeter). Une vis pas trop abimée peut faire un gabarit pour le profil. Perso, pour des vis aussi petites, je ne pinaille pas trop, profil SI maison.
Pour des vis courtes, genre vis de ressort de gâchette, pas de soucis, mais filetage sans débrayer la vis mère, passes faibles et mandrin tourné à la main, sauf à avoir une grande dextérité et un tour avec des commandes de mouvement très réactives et broche freiné.
Pour les vis longues partiellement filetée, type vis de pilier de noix, malgré des passes faibles, elle risquent de se tordre sous l'effort de l'outil, il vaut mieux partir d'une ébauche plus longue, tourner le diamètre juste sur la longueur à fileter, fileter, desserrer le mandrin, sortir la bonne longueur, finir la partie lisse et la tête, tronçonner, finition.
On peut faire entre pointes, mais c'est gênant pour fileter.
Évidement, la nuance d'acier à une influence sur ce phénomène, mais, plus c'est dur, plus l'effort de coupe est grand, donc prudence, j'ai payé pour savoir.
Pour les vis de platine, plus grosses et vraiment longues, avec un peu de chance, la tête rentre dans la broche et le mandrin serre sur le diamètre à fileter. Sinon, entre pointe.
Ceci dit, pour revenir sur le sujet, l'intérêt du filetage au tour est que l'on peut faire n'importe quoi, au bon sens de l'expression. Exemple: le fameux tromblon,
https://www.tircollection.com/t57841-tromblon-cocher-ou-voyage?highlight=tromblon
Les vis du mécanisme de la platine étaient disparates, ou abimée, du coup, j'ai dû en refaire trois sur quatre.
Quel pas, solution simple, poser un bout de papier ou carton fin sur une planchette, appuyer la vis dessus, tête dans le vide, en la faisant rouler d'une portion de tour.
Avec un réglet, mesurer le plus de pas possible, division par le nombre de filets retenu, le tour est joué avec une précision acceptable.
Pour les filetages intérieurs, c'est possible, dès 4 ou 5 mm, avec papier ou carton enroulé sur une tige rigide plus petite, en dessous, plus difficile.
Dans le cas du tromblon, c'est du 32 filets par pouce, ce qui confirmerait son origine british. N° 6 UNC, sauf que les diamètres vont de 3,40 à 3,95 mm.
Au tour, pas de problème, on fait le bon diamètre et filetage. Si vous devez vous payer une collection exhaustive de filières extensibles, votre écureuil va faire la gueule. Et vous risquez d'en casser beaucoup.
Un petit coup de programme, montez les bons engrenages, l'outil taillé dans un forêt cassé (ne pas jeter). Une vis pas trop abimée peut faire un gabarit pour le profil. Perso, pour des vis aussi petites, je ne pinaille pas trop, profil SI maison.
Pour des vis courtes, genre vis de ressort de gâchette, pas de soucis, mais filetage sans débrayer la vis mère, passes faibles et mandrin tourné à la main, sauf à avoir une grande dextérité et un tour avec des commandes de mouvement très réactives et broche freiné.
Pour les vis longues partiellement filetée, type vis de pilier de noix, malgré des passes faibles, elle risquent de se tordre sous l'effort de l'outil, il vaut mieux partir d'une ébauche plus longue, tourner le diamètre juste sur la longueur à fileter, fileter, desserrer le mandrin, sortir la bonne longueur, finir la partie lisse et la tête, tronçonner, finition.
On peut faire entre pointes, mais c'est gênant pour fileter.
Évidement, la nuance d'acier à une influence sur ce phénomène, mais, plus c'est dur, plus l'effort de coupe est grand, donc prudence, j'ai payé pour savoir.
Pour les vis de platine, plus grosses et vraiment longues, avec un peu de chance, la tête rentre dans la broche et le mandrin serre sur le diamètre à fileter. Sinon, entre pointe.
Gé Tibla- Membre expert
- Nombre de messages : 659
Age : 71
Localisation : Alpes de Haute Provence
Date d'inscription : 12/11/2017
Re: Aides pour filetage au tour.
benco Dim 04 Fév 2024, 10:18
je viens de réaliser que sur mon petit tour d'établi , je n'ai pas de pignon 127 dents qui serait trop encombrant sur la lyre et que c'est la boîte de vitesse des avances qui se charge du rapport 127/50 pour les filets en pouce.
benco- Membre averti
- Nombre de messages : 164
Age : 71
Date d'inscription : 08/03/2020
Re: Aides pour filetage au tour.
Verchère Lun 05 Fév 2024, 03:53
Je ne vais pas faire ici l'apologie du langage de programmation Java, ce serait trop hors-sujet. Je ne pense d'ailleurs pas qu'il ait connu la destinée qu'on prévoyait, étant fortement handicapé par son origine "non Microsoft". Mais pour des petits programmes il m'a semblé bien plus commode que le C++...
Filières extensibles :
Les "vraies" sont réellement extensibles sans limite, constituées de 3 ou 4 peignes indépendants (ré-affûtables et quasi-incassables) montés sur des supports qui s'écartent ou se resserrent de façon synchronisée ; mais le support vaut une fortune et les peignes eux-mêmes ne sont pas donnés.
Par contre, l'ancien porte-filière à main "LC" utilisait des filières analogues aux filières rondes usuelles mais coupées en 3 segments, ce qui permettait de les écarter à volonté sans risques de rupture. Extrêmement commode si on a les pas désirés.
Mais mon coffret de filières LC est en système SI, le M5 est donc au pas de 0.9 ; alors qu'en ISO le M5 serait au pas de 0.8, bien proche du 32 tpi (0.794 mm). Il ne paraît toutefois pas impossible de se fabriquer une filère LC, mais il faudrait un rondin de STUB assez gros...
Filetage sans débrayer la vis-mère :
Il y avait une astuce, dite "filetage à la longueur", qui consistait à débrayer la vis pour revenir à la manivelle d'un longueur excessive, calculée en fonction du "plus petit multiple commun" au pas de la vis-mère et au pas du filetage. A l'époque de la transmission par courroies plates ça évitait les inversions de marche, toujours génératrices de déraillements ; et quand on tourne la broche à la main, si on peut revenir à la manivelle ça diminue la fatigue de moitié (tirer sur la courroie, à la longue ça scie les doigts).
Quand je filète en tournant à la main, sans gorge de dégagement de filetage, je prends un repère sur le mandrin et à chaque passe je vais un peu moins loin, ce qui évite de tasser un gros copeau terminal (qui risque de casser l'outil) ; et ça simule les anciens filetages à la filière (où la loupe montre parfois plusieurs petites amorces de copeau terminal, 3 ou 4 selon le nombre de peignes de la filière).
Le filetage en série se faisait à la filière, c'est infiniment plus rapide qu'à l'outil à fileter. Moteur en marche, la filière fixée sur un genre de poire en bois très lisse et bien serrée dans la main : quand la filière arrive en butée la poire glisse dans la main, on la lâche, on inverse la marche, et on la reprend en main pour la dévisser. Technique presque normale dans les années 20 (les tours automatiques existaient déjà mais restaient rares) ... et encore utilisée dans les années 60 (les tours automatiques étaient alors majoritaires mais il restait quelques vieux "tours parisiens").
Broche freinée :
Pas nécessairement, car depuis assez longtemps l'avance et la vis-mère sont inversables en marche, sans dé-synchronisation de la vis (liaison par crabot à une seule dent). Il suffit donc d'inverser tout en donnant un rapide coup de manivelle pour dégager l'outil. Personnellement je ne m'y risque pas mais je l'ai vu faire ; et c'est comme ça qu'on faisait autrefois. Sur les tours d'avant-guerre la manette d'inversion était souvent hors de portée, trop éloignée à gauche, alors ils y attachaient une ficelle...
Vis longues :
J'ai déjà montré la "lunette de décolletage", qui est un genre de "lunette à précéder", et qui permet de tenir la barre juste devant l'outil même si on est loin des mors. Elle doit rester sur une partie brute de la barre, donc on ne peut pas aller et venir pour fileter sur une grande longueur, mais le porte-à-faux est déjà bien moins important que si la barre est sortie des mors de toute la longueur de la vis.
Autre avantage de cette lunette, par définition ça tourne toujours rond, ce qui n'est pas le cas des mandrins quand ils sont un peu vieux. Ce qui permet de tirer dans une barre de 10 des vis à tête ronde de 10. Et comme cette lunette avance en même temps que le traînard, on peut faire des vis aussi longues qu'on veut, ou plusieurs vis d'affilée sans toucher au mandrin.
Seul inconvénient la tige de vis doit être décolletée en une seule passe ; mais comme l'outil se trouve à ras de la lunette (moins de 1 mm) on prend aisément une passe de 3 ou 4 mm (si le moteur veut bien).
Ce genre de lunette ne se trouve généralement pas, il faut la construire, fixée sur le chariot à déplacement longitudinal, mais ce n'est jouable que si ce déplacement longitudinal se trouve en dessous du déplacement transversal. Ce qui est normalement le cas sur un gros tour à métaux, mais pas forcément sur un tour d'établi. Certains gros tours ont une rainure transversale pour lunette de chaque côté de la tourelle, d'autres seulement à droite, d'autres n'en ont aucune ; ici une rainure à gauche est bien commode...
En l'absence de lunette de décolletage, pour les tiges de vis on utilisait parfois un chariot à deux outils (un avant, un arrière, inversé) légèrement décalés et prenant chacun la moitié de la passe. Ainsi les flexion engendrées par l'effort de coupe se compensaient. Mais les chariots à 2 outils ne sont pas si fréquents, c'est long à régler et peu envisageable en filetage...
Il y a une autre solution, consistant à placer derrière la vis un appui en léger Vé, en matériau tendre (nylon ou plutôt céloron). Mais il ne doit pas être lié au chariot porte-outil ; il peut rester fixe ou bouger de droite à gauche avec le traînard, mais une fois réglé en appui contre l'ébauche de vis il ne doit pas avancer et reculer avec l'outil. Ça demande donc de confectionner un montage, mais ça offre réellement une grande facilité pour les vis fines et longues.
Si je me souviens bien c'était une astuce de "BRX", photos à l'appui, mais je ne sais plus s'il l'avait mise sur le forum ou me l'avait envoyée directement.
Filières extensibles :
Les "vraies" sont réellement extensibles sans limite, constituées de 3 ou 4 peignes indépendants (ré-affûtables et quasi-incassables) montés sur des supports qui s'écartent ou se resserrent de façon synchronisée ; mais le support vaut une fortune et les peignes eux-mêmes ne sont pas donnés.
Par contre, l'ancien porte-filière à main "LC" utilisait des filières analogues aux filières rondes usuelles mais coupées en 3 segments, ce qui permettait de les écarter à volonté sans risques de rupture. Extrêmement commode si on a les pas désirés.
Mais mon coffret de filières LC est en système SI, le M5 est donc au pas de 0.9 ; alors qu'en ISO le M5 serait au pas de 0.8, bien proche du 32 tpi (0.794 mm). Il ne paraît toutefois pas impossible de se fabriquer une filère LC, mais il faudrait un rondin de STUB assez gros...
Filetage sans débrayer la vis-mère :
Il y avait une astuce, dite "filetage à la longueur", qui consistait à débrayer la vis pour revenir à la manivelle d'un longueur excessive, calculée en fonction du "plus petit multiple commun" au pas de la vis-mère et au pas du filetage. A l'époque de la transmission par courroies plates ça évitait les inversions de marche, toujours génératrices de déraillements ; et quand on tourne la broche à la main, si on peut revenir à la manivelle ça diminue la fatigue de moitié (tirer sur la courroie, à la longue ça scie les doigts).
Quand je filète en tournant à la main, sans gorge de dégagement de filetage, je prends un repère sur le mandrin et à chaque passe je vais un peu moins loin, ce qui évite de tasser un gros copeau terminal (qui risque de casser l'outil) ; et ça simule les anciens filetages à la filière (où la loupe montre parfois plusieurs petites amorces de copeau terminal, 3 ou 4 selon le nombre de peignes de la filière).
Le filetage en série se faisait à la filière, c'est infiniment plus rapide qu'à l'outil à fileter. Moteur en marche, la filière fixée sur un genre de poire en bois très lisse et bien serrée dans la main : quand la filière arrive en butée la poire glisse dans la main, on la lâche, on inverse la marche, et on la reprend en main pour la dévisser. Technique presque normale dans les années 20 (les tours automatiques existaient déjà mais restaient rares) ... et encore utilisée dans les années 60 (les tours automatiques étaient alors majoritaires mais il restait quelques vieux "tours parisiens").
Broche freinée :
Pas nécessairement, car depuis assez longtemps l'avance et la vis-mère sont inversables en marche, sans dé-synchronisation de la vis (liaison par crabot à une seule dent). Il suffit donc d'inverser tout en donnant un rapide coup de manivelle pour dégager l'outil. Personnellement je ne m'y risque pas mais je l'ai vu faire ; et c'est comme ça qu'on faisait autrefois. Sur les tours d'avant-guerre la manette d'inversion était souvent hors de portée, trop éloignée à gauche, alors ils y attachaient une ficelle...
Vis longues :
J'ai déjà montré la "lunette de décolletage", qui est un genre de "lunette à précéder", et qui permet de tenir la barre juste devant l'outil même si on est loin des mors. Elle doit rester sur une partie brute de la barre, donc on ne peut pas aller et venir pour fileter sur une grande longueur, mais le porte-à-faux est déjà bien moins important que si la barre est sortie des mors de toute la longueur de la vis.
Autre avantage de cette lunette, par définition ça tourne toujours rond, ce qui n'est pas le cas des mandrins quand ils sont un peu vieux. Ce qui permet de tirer dans une barre de 10 des vis à tête ronde de 10. Et comme cette lunette avance en même temps que le traînard, on peut faire des vis aussi longues qu'on veut, ou plusieurs vis d'affilée sans toucher au mandrin.
Seul inconvénient la tige de vis doit être décolletée en une seule passe ; mais comme l'outil se trouve à ras de la lunette (moins de 1 mm) on prend aisément une passe de 3 ou 4 mm (si le moteur veut bien).
Ce genre de lunette ne se trouve généralement pas, il faut la construire, fixée sur le chariot à déplacement longitudinal, mais ce n'est jouable que si ce déplacement longitudinal se trouve en dessous du déplacement transversal. Ce qui est normalement le cas sur un gros tour à métaux, mais pas forcément sur un tour d'établi. Certains gros tours ont une rainure transversale pour lunette de chaque côté de la tourelle, d'autres seulement à droite, d'autres n'en ont aucune ; ici une rainure à gauche est bien commode...
En l'absence de lunette de décolletage, pour les tiges de vis on utilisait parfois un chariot à deux outils (un avant, un arrière, inversé) légèrement décalés et prenant chacun la moitié de la passe. Ainsi les flexion engendrées par l'effort de coupe se compensaient. Mais les chariots à 2 outils ne sont pas si fréquents, c'est long à régler et peu envisageable en filetage...
Il y a une autre solution, consistant à placer derrière la vis un appui en léger Vé, en matériau tendre (nylon ou plutôt céloron). Mais il ne doit pas être lié au chariot porte-outil ; il peut rester fixe ou bouger de droite à gauche avec le traînard, mais une fois réglé en appui contre l'ébauche de vis il ne doit pas avancer et reculer avec l'outil. Ça demande donc de confectionner un montage, mais ça offre réellement une grande facilité pour les vis fines et longues.
Si je me souviens bien c'était une astuce de "BRX", photos à l'appui, mais je ne sais plus s'il l'avait mise sur le forum ou me l'avait envoyée directement.
Petite collection de documents anciens et récents : http://p.lacour.malvaux.free.fr/Arquebuses.htm
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
» infos sur les vis de fixation des Parker hale PH5 C
» manchon culasse K98
» Filetage Ruger 10/22
» J'ai besoin de vos aides
» Filetage Mosin
» manchon culasse K98
» Filetage Ruger 10/22
» J'ai besoin de vos aides
» Filetage Mosin
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum