
 Accueil
Accueil Connexion
Connexion S'enregistrer
S'enregistrerEtude d'un "tour à douilles"
TIR et COLLECTION Armes Règlementaires :: Le rechargement :: Poudres, presses, outils, composants et techniques de rechargement
Page 1 sur 6 • 1, 2, 3, 4, 5, 6 
Etude d'un "tour à douilles"
Verchère Dim 29 Juil 2018 - 6:43
Il ne s'agit pas dans ce sujet évolutif, de préparer une fabrication commerciale, mais de cerner le "cahier des charges" d'un matériel satisfaisant aux besoins du plus grand nombre, et d'envisager diverses dispositions permettant d'y parvenir. Une certaine arrière pensée commerciale n'est toutefois pas malvenue, ne serait-ce que pour écarter les solutions présentant des inconvénients rédhibitoires (coût, complexité, encombrement). Ensuite, si certains veulent essayer de concrétiser...
Je possède quelques tours à métaux et j'en utilise occasionnellement ou en vois fonctionner d'autres, couvrant une bonne partie de la gamme d'avant 1900 à 2018. Mon sentiment général est qu'aucun n'est bien adapté aux travaux usuellement effectués sur les douilles, car la plupart sont organisés pour produire des pièces uniques de formes et dimensions très libres. Or les douilles ont des formes et dimensions assez voisines, et ne permettent pas une grande variété d'usinages ; par contre, on les travaille généralement par séries de dizaines, nécessitant de retomber sur des réglages invariables.
Les dimensions des tours usuels sont donc excessives, la prise de pièce par mandrin ou pince n'est pas optimale pour des tubes minces et plus ou moins coniques, l'avance privilégiée (chariotage longitudinal) est le plus souvent inutile, de même que les fonctions de forage dans l'axe. De plus les changements d'outil imposent presque toujours un réajustement des réglages. Alors que sur les douilles, le travail du bourrelet nécessite souvent d'attaquer sur 2 ou 3 côtés ; certes on le ferait avec un unique "outil de forme", mais les séries étant plus souvent par dizaines que par centaines, la confection de cet outil serait rébarbative (mieux vaut donc répartir le travail entre 2 ou 3 outils distincts).
Quelques machines pourraient tout de même plus ou moins répondre aux exigences : les tours de décolletage, très anciens (avant 1920, presque tous ferraillés), plus modernes à cames (très compliqués et encombrants), ou actuels à commande numérique (abominablement coûteux). Ils sont organisés pour, une fois réglés, reproduire d'une pièce à l'autre des cotes identiques sans devoir lire des graduations, et procèdent en activant successivement plusieurs outils restant à poste, chacun pourvu de ses propres dispositifs de réglage.
On distinguait les machines "travaillant sur la barre", qui taillaient et coupaient successivement des pièces au bout d'une longue barre progressivement avancée, et les machines "de reprise", qui effectuaient des opérations complémentaires sur des pièces déjà ébauchées (certains dispositifs de serrage permettant même de changer la pièce sans arrêter la machine).
Pour nos douilles il s'agit clairement de "reprise".

Le tour revolver (seconde moitié du XIXe siècle), autrefois très utilisé pour cet usage, n'était guère prisé des bricoleurs car sa tourelle à changement d'outil semi-automatique est plutôt adaptée aux travaux dans l'axe (perçage, lamage, taraudage, etc.). J'en ai vu qui fabriquaient des douilles tournées genre "Paris-Sport", par séries de milliers ; mais la retouche de douilles demande surtout des déplacements transversaux, pour lesquels le tour revolver n'admet qu'un ou deux outils.

En remontant plus loin dans le temps, on trouve un appareil qui domina le monde de l'horlogerie et de la quincaillerie, jusqu'au début du XIXe : le burin fixe. C'est tout simplement un petit tour d'établi, actionné par manivelle, archet ou pédale, portant un outil unique, fixé sur un chariot déplacé par des vis.
Un seul outil ... quand la pièce demandait plusieurs opérations on la passait d'une machine à l'autre, chacune dédiée à une opération et conservant ses réglages de pièce en pièce. J'ai encore vu ça dans les années 1990, les machines alignées sur une table portant un long arbre garni d'une poulie par machine (et entrainé par moteur électrique, tout de même) ; c'était dans une entreprise en fin de déclin, tout de même...
A part le fait qu'il ne porte qu'un seul outil, ce "burin fixe" est déjà bien intéressant par sa structure économique (bâti simplissime, motorisation très libre).
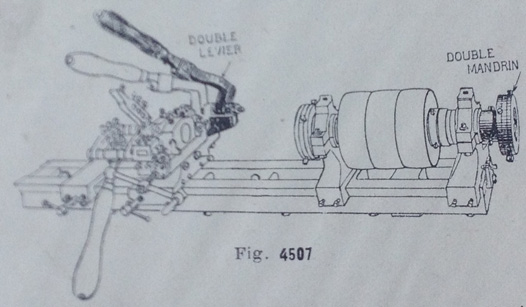
Il faudrait tout de même pouvoir conserver en place plusieurs outils pré-réglés ! Vers 1835, le tour Legras-Langelier porte 2 outils, sur un banc formé d'une unique barre carrée ou rectangulaire ; il deviendra l'équipement principal des ateliers de décolletage, et gagne en rigidité vers 1898 par l'adjonction d'une seconde barre (on trouvait alors, selon le fabricant, 1 barre carrée et 1 ronde, ou 2 rondes, puis 2 barres triangulaires et enfin 2 barres trapézoïdales).
Parmi les perfectionnements, la photo montre 2 outils supplémentaires fixés sur de simples leviers basculants, dont la course est limitée par une vis butée déterminant la profondeur de passe. Disposition simple, pour 2 outils travaillant côté à côte (sinon ils vont s'entrechoquer)..
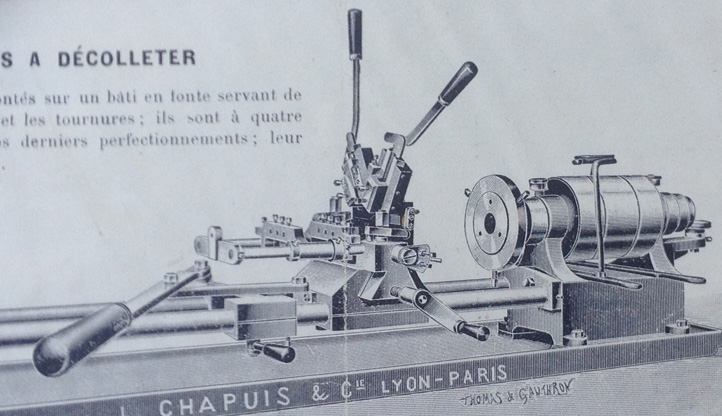
Les porte-outils en étoile admettent des outils travaillant au même niveau ; ici c'est un tour déjà bien démodé en 1913, mais on retrouve 3 outils en étoile autour de la broche des tours automatiques "à cames", dans les années 1930 à 1960. Ceux "à poupée mobile" on en plus une "bascule" portant un outil de chaque côté (voir le bouquin de J. Huon sur les cartouches de 8 mm Lebel, chapitre relatif aux balles Sologne-Tir).
Voici donc déjà quelques idées permettant de cumuler plusieurs outils pré-réglés, en commande manuelle, avec chacun une vis butée.
Les outils eux-mêmes peuvent être économiques, forêts cassés, lames de scie à métaux usées, car les travaux usuels ne demandent qu'une plongée très faible de l'outil (p. ex. 2 mm maxi pour retoucher l'avant d'un bourrelet).
Il faut aussi envisager les diverses façons d'organiser le bâti et d'y positionner les porte-outils ...
Mais surtout, le mode de maintien et d'entrainement de la douille, qui sont sans doute les points les plus spécifiques aux travaux sur les douilles.
Quelques sujets de réflexion :
- en travail de bourrelet, il faudrait entraîner par le collet ; en raccourcissement, entraîner par le culot,
- en travail de bourrelet, la surface de référence est nécessairement la base de la douille. Mais si elle se trouve côté contre-pointe (entrainement par le collet), sa position longitudinale n'est pas absolument invariable d'une pièce sur l'autre,
- l'entrainement par friction (de la base de la douille, sur un plateau fixé en nez de broche et pourvu d'un pion pénétrant dans le logement d'amorce) n'est acceptable qu'en très faible passe avec des outils parfaitement affûtés. C'est peu compatible avec un outil de circonstances fixé sur une bascule manuelle.
Tout ceci peut inciter à sortir des sentiers battus (sans pour autant devoir innover, car en réalité presque tout a déjà été fait ; mais souvent c'est tombé dans les oubliettes de l'Histoire).
Verchère- Pilier du forum

- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -

Vers un cahier des charges
Verchère Dim 29 Juil 2018 - 7:03
Pièce longueur 10 à 100 mm, diamètre 6 à 20 mm,
Perçage - taraudage : NON,
Déplacement transversal : 3 ou 4 outils indépendants avec butée individuelle, course 10 mm, légèrement ajustables longitudinalement (pour retoucher les bourrelets),
Chariotage longitudinal : inutile, ou éventuellement 1 outil pour rectification de collet, avec position longitudinale de départ librement ajustable et course de travail 10 mm,
Tronçonnage : outil à déplacement transversal (course 10 mm), avec position longitudinale librement ajustable,
Mécanisme de déplacement : manuel (levier pour transversal, éventuellement manivelle pour longitudinal),
REM : un même porte-outil peut servir en déplacement transversal, chariotage longitudinal ou tronçonnage, ce qui limite le total à 3 ou 4 porte-outils, dont un seul à long débattement de positionnement longitudinal.
Vitesse de rotation pour laiton : 1000 à 3000 t/mn (en fait, la moitié peut suffire),
Et encore bien flou :
Motorisation : par le mandrin d'une perceuse électrique quelconque...
Montage de la pièce : entre pointes, entre mors (ou pince) et pointe, entre mors et lunette...
Bâti : simplifié, par exemple 2 barres rondes, ou même une grosse barre anguleuse...
Contrepointe : ...
Position des porte-outils : ça dépend beaucoup du mode de montage de la pièce...
Des avis sur les nécessités d'un mini-tour "économique" spécialisé dans le travail des douilles ?
Sur les opérations qu'on devrait pouvoir y faire ?
Des idées sur telle ou telle disposition ?
J'ai encore quelques documents, ainsi que des réalisations perso pour travailler sur tout conventionnel, dont la complexité montre bien l'intérêt d'une architecture spécialisée pour ce genre de travaux...
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Etude d'un "tour à douilles"
ANDY34 Dim 29 Juil 2018 - 16:43
Chacun son niveau et ses connaissances, je vais suivre ce post...
J'ai un regret, c'est de ne pas être allé vers la technique, mais c'est trop tard maintenant
Je travaille surtout avec une perceuse à colonne (assez solide) et des outils de coupe achetés en Angleterre, même si j'utilise aussi des outils maison à base de lame de scie à métaux et de lime "à fer".
Le maximum que j'arrive à réaliser, c'est la fabrication de douilles pour le Nagant 95 (7.62 X 38 R ) à partir d’étuis de 222/223.
Façonnage du bourrelet (on part d'une douille à gorge)
Baisse du diamètre du bourrelet.
Diminution de l’épaisseur du bourrelet.
ANDY34- Pilier du forum
- Nombre de messages : 2419
Age : 63
Localisation : 34
Date d'inscription : 26/09/2016
Re: Etude d'un "tour à douilles"
manath34 Dim 29 Juil 2018 - 18:46
ANDY34 a écrit:Bonjour
Chacun son niveau et ses connaissances, je vais suivre ce post...
J'ai un regret, c'est de ne pas être allé vers la technique, mais c'est trop tard maintenant
Je travaille surtout avec une perceuse à colonne (assez solide) et des outils de coupe achetés en Angleterre, même si j'utilise aussi des outils maison à base de lame de scie à métaux et de lime "à fer".
Le maximum que j'arrive à réaliser, c'est la fabrication de douilles pour le Nagant 95 (7.62 X 38 R ) à partir d’étuis de 222/223.
Façonnage du bourrelet (on part d'une douille à gorge)
Baisse du diamètre du bourrelet.
Diminution de l’épaisseur du bourrelet.
C'est déjà pas mal !


manath34- Pilier du forum
- Nombre de messages : 1962
Age : 55
Localisation : 34
Date d'inscription : 18/02/2017
Re: Etude d'un "tour à douilles"
Verchère Lun 30 Juil 2018 - 5:05
D'ailleurs, une bonne perçeuse à colonne c'est pas si éloigné d'un tour vertical !
La table permet de fixer solidement plein de choses, on a plusieurs vitesses, etc. Le seul problème, sur les perceuses actuelles, c'est le rappel par ressort qu'il faut contrebalancer pour garder la broche baissée.
Pour des travaux de bourrelet pas mal de dispositions pour tour sont transposables ; c'est le tronçonnage de longueur des douilles, qui est plus embêtant.
J'avais bricolé ça :

Une embase à roulements, avec pion de logement d'amorce en nylon pour pas esquinter, à fixer sur la table ou dans l'étau.
Une pige du bon Ø à enfiler dans le collet pour le serrer dans le mandrin sans l'écraser. Le petit joint torique c'est pour faire butée, que la pige ne tombe pas dans la douille durant la mise en place ; butée qui s'écrase à la demande quand on serre le mandrin (c'est directement coupé dans un axe d'imprimante, et la gorge -de circlip - y était déjà).
Travail du bourrelet et entrainement par le collet, c'est cohérent, on se mélange pas les pinceaux. Et la surface de référence est forcément la table, sur laquelle est plaquée la douille (par l'intermédiaire des bagues de roulement ; faudrait peut-être juste ré-étudier le pion pour éviter les frottements parasites et permettre de passer une lame de chanfrein arrière de bourrelet).
C'était pour utiliser une fraise maison, alors j'ai pas été plus loin : l'embase étant vissée sur une plaque plus grande, on pourrait autour d'elle implanter plusieurs pivots faisant axe pour des leviers porte-outils basculant dans le plan horizontal (avec butées réglables fixant les cotes).
Quelque chose d'analogue à la bascule citée plus haut et que je développerai, mais horizontal.
Inconvénient ? Faut un atelier ; dans un coin du salon ou sur le bureau, la perceuse est un peu encombrante.
La question se pose tout de même :
Est-il plus judicieux de concevoir un mini-tour spécialisé dans le travail des douilles ?
Ou une simple platine "travail des douilles" directement adaptable sur toute perceuse à colonne ?
Ça me dérange pas, des perceuse à colonne j'en ai aussi, 3 ou 4, ou 5...
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Etude d'un "tour à douilles"
Joel_ Lun 30 Juil 2018 - 6:14


Joel_- Pilier du forum
- Nombre de messages : 1894
Age : 63
Localisation : Lyon
Date d'inscription : 08/01/2016
Re: Etude d'un "tour à douilles"
JLH4590 Lun 30 Juil 2018 - 18:31

vivent les arquebusiers normands
Du fait de leur seule existence les armes détenues par la population sont une garantie pour notre Liberté
Charles de GAULLE
 37
37
JLH4590- Pilier du forum
- Nombre de messages : 1768
Age : 76
Localisation : ouest
Date d'inscription : 31/12/2008
Re: Etude d'un "tour à douilles"
cromagnon 07 Mar 31 Juil 2018 - 0:06
je met une réponse qui me permettra de suivre ce sujet passionnant
comme beaucoup de bricoleurs j'ai réalisé des petites pièces au moyen d'une perceuse a colonne et de limes . dernièrement j'ai acheté une table croisée et une perceuse a colonne un peu plus performante . j'ai aussi commencé a bricoler un tour a bois pour en faire un mixte . j'ai un gendre qui travaille en décolletage ,il va me récupérer un mandrin trois mors de plus de 16 mm car le mandrin 4 mors c'est la misère pour centrer correctement . je n'ai pas beaucoup de puissance sur mon moteur (650 W) donc la aussi il me faut moderniser . j'ai récupéré un réducteur . un porte disque de disqueuse peux servir pour entrainer une vis de chariotage (récupéré a la poubelle)
j'ai le porte outil et les outils de coupe (fournis par le gendre) ,des barres rondes de guidage j'en ai aussi quelques unes toutes neuves .
mais pour en rester au but de ce sujet je pense qu'un petit tour pour modifier quelques douilles se fait a base de moteur de perceuse (vitesses variables et mandrin de 13 mm ou mieux 16 mm ) avec ça on peut déjà faire pas mal de bricoles . je sais comment fabriquer un mandrin trois mors avec un diamètre plus grand mais c'est aussi assez dur a régler en concentricité ,il faut un palpeur au minimum . quoique pour couper une douille ça peux le faire aisément .
pour couper mes douilles de 280 ou 7x64 (pour en faire des cartouches a broches ) j'ai fabriquer des mordache en alu percées pour recevoir la douille et j'ai coupé au coupe tube toujours a la meme longueur . investissement environ 10 euros entre l'alu des mordaches et le coupe tubes mais c'est tout du manuel
allez je laisse la sucette aux autres en attendant de vous relire
amicalement
cro

cromagnon 07- Pilier du forum
- Nombre de messages : 1149
Age : 65
Localisation : ardeche
Date d'inscription : 23/06/2010
Re: Etude d'un "tour à douilles"
GM15 Mar 31 Juil 2018 - 14:30
Pour alimenter le sujet, mais peut-être aussi pour rassurer ceux qui n'ont, comme moi, aucune ou très peu de formation technique, je vous présente un exemple d'utilisation d'un tour basique par un "bricoleur".
Réalisations perso :
Uniquement des modifications d'étuis d'un calibre "courant" pour un autre, plus rare. Surtout sur des étuis droits, et en petites séries, les séries "importantes" étant pour moi de quelques dizaines d'unités.
Exemples : des .44 Mag ou .44/40 modifiées en 11mm 1873, des .38SP en 8mm 1892 ou 8m Gasser...
Matériel utilisé :
J'utilise donc un petit tour très basique (Proxon PD 250/E ), peu puissant (250W ?), avec un mandrin basique à 3 mors, contre pointe tournante avec une pointe à 60°.
Tour acheté d'occase (pas cher !) mais qui avait beaucoup servi, avec un centrage dans les mors pas facile à ajuster, des jeux au niveau du porte outils que je n'arrive pas trop à réduire, et des verniers qui ne restent pas en place. Il bloque souvent par manque de puissance.
Représentatif donc d'un tour "de bricoleur", même s'il avait été utilisé (et usé !) en pro.
Il n'est pas dédié à la rectification d'étuis : il me sert aussi à d'autres petits usinages basiques.
Travaux effectués sur les étuis :
- Travail de coupe, réalisé en préliminaire et avec longueur approximative (+- 1mm en plus), car suivi d'un re-calibrage interne assez conséquent et d'un ajustement de longueur au case trimmer.
- Travail de rectification des "bourrelets" externes, suite à un re-calibrage interne important.
- Travail sur collet, pour en réduire l'épaisseur par l'extérieur, chaque étui ayant été au préalable calibré de l'intérieur sur 1cm de profondeur au moins.
- Travail sur bourrelet : réduction de diamètre et d'épaisseur.

Sur d'autres types d'étuis (8mm 1892, 8mm Gasser à partir de .38SP) qui nécessitent un recalibrage externe "musclé", je suis aussi amené à réduire le diamètre de la base des étuis, au dessus du bourrelet :

Dispositif type :
Assez simple : étui toujours entraîné par l'avant (collet), par l'intérieur et par friction, et guidé (contre pointe) par l'arrière.
J'essaie, pour gagner du temps, de ne travailler qu'avec un seul mandrin d'entraînement, éventuellement à plusieurs étages, 2 outils au maximum, et 2 positions de la poupée mobile.
Le mandrin d'entraînement est réalisé en alu ou mieux laiton (s'use moins vite). Pour les étuis de 1873 il présente deux "étages" (au diamètre des étuis d'origine et des étuis coupés et re-calibrés), chacun en très léger cône pour garantir une bonne tenue par friction.
J'usine ce mandrin d'entraînement au dernier moment pour qu'il soit parfaitement dans l'axe à moins de 1/100me de mm. Je dois bien sûr refaire ce re-centrage à chaque mise en place, et même l'ajuster à chaque blocage de rotation.
La contre-pointe va dans le puits d'amorce, et même jusqu'à l'évent. Ce n'est pas l'idéal : certains étuis sont un peu décentrés à ce niveau, et le bourrelet fini est alors un peu désaxé.
Les outils : à fileter (pour la coupe !) et à saigner assez étroit (2mm) affûté sur le côté droit en outil couteau, pour réduire l'épaisseur du bourrelet.



Voilà. Avant je "travaillais" à la Dremel et au tour pakistanais, sans pouvoir faire d'ajustement d'épaisseur au collet.
J'ai quand même gagné avec un tour en temps d'opération (bien que...), et surtout en précision.

GM15- Membre confirmé

- Nombre de messages : 296
Age : 75
Localisation : Cantal
Date d'inscription : 11/10/2011
Cahier des charges
Verchère Jeu 2 Aoû 2018 - 6:15
- FORMAT ou ENCOMBREMENT
D'après des réactions glanées ça et là depuis quelques années, il semble que bon nombre de rechargeurs ne disposent pas d'un véritable atelier.
Un format compact, genre "machine à coudre", serait donc plus souhaitable.
- PRECISION ou TOLERANCES
L'usinage qui demanderait le plus de précision serait certainement la reprise de concentricité du collet, où certains pourraient désirer le 1/100 de millimètre.
Pour la longueur d'étui ou les cotes de gorge et bourrelet, c'est beaucoup moins exigeant et 5/100 pourraient suffire, voire 1/10 de mm.
C'est très raisonnable, on le faisait déjà il y a 150 ans. Mais ça ne va tout de même pas de soi : une vibration, un porte-outil qui vrille sous l'effort, feront aisément sortir de cette tolérance.
J'avais aussi insuffisamment argumenté ma proposition de 3 ou 4 outils pour la retouche de bourrelet.
C'est dans l'idée d'utiliser un outil différent pour chaque opération, ce qui simplifie beaucoup l'affûtage ; bien sûr tous les cas n'en demandent pas autant, et "3 ou 4" c'est pour être paré à toute éventualité.
Par exemple, la finition d'un bourrelet greffé sur une douille à gorge : pour limiter les ratages il est plus simple de sertir un bourrelet surdimensionné, ce qui impose de le reprendre ensuite de tous les côtés :
- arasage arrière, au niveau du culot originel,
- arasage avant, pour donner l'épaisseur de bourrelet (feuillure),
- diamètre extérieur du bourrelet,
- chanfrein arrière (le léger chanfrein avant du bourrelet, simple "angle cassé", se fait très bien au papier abrasif).
Soient 4 outils distincts, et donc, si on veut pouvoir enchaîner rapidement, 4 porte-outils...
Certes, sur un petit tour parallèle on pourrait tout faire avec un seul outil, manoeuvré selon une figure imposée.

- L'arête A pour éventuellement reprendre la base jusqu'au bourrelet en longitudinal (l'angle 2 évite que ça frotte derrière l'arête, l'angle 1 fait un lissage lors du dégagement transversal) ; ou par le devant de la pointe A, pour reprendre l'avant du bourrelet en transversal (le rôle des angles 1 et 2 est inversé, le dégagement final est longitudinal).
- L'arête A fait aussi le diamètre extérieur de bourrelet, en avance longitudinale.
- L'arête B peut lisser la périphérie de l'arrière (utile pour les bourrelets rapportés).
- Et C chanfreine l'arrière du bourrelet (angle 4 à 45°, ou autre selon les besoins).
- La vue en bout montre de légers angles de dépouille (approximatifs) sous chaque arête de coupe pour éviter que l'outil ne frotte sur la pièce. Au dessus, pas d'entailles destinées à donner de l'angle de coupe : c'est plus facile à affûter, la hauteur ne varie pas au ré-affûtage, et ça coupe largement assez. Outil en acier rapide, bien sûr.
Pour bien suivre la figure imposée il est utile de placer deux comparateurs affichant les mouvements longitudinaux et transversaux REELS. Et on inscrit sur une ardoise le schéma des déplacements avec les valeurs maxi de chacun.
Une fois la pièce terminée, on la mesure et au besoin on corrige les valeurs de l'ardoise, pour que la pièce suivante revienne en milieu de tolérance (enfin, on l'espère...). Quand c'est rodé on ne mesure plus que toutes les 10 pièces (puis toutes les 100 voire 1000 pièces).
L'ennui c'est que les comparateurs n'ont généralement que 10 mm de course, et que pour travailler des deux côtés du bourrelet sans perdre la référence du comparateur longitudinal, il faut un outil bien étroit.
L'autre inconvénient est que la référence longitudinale est la base de la douille. Dans le montage proposé par "GM15", très commode sous tous les autres aspects, la position longitudinale de la douille n'est pas constante d'une pièce à l'autre. Il faut donc re-zéroter le comparateur longitudinal à chaque pièce (j'avais commencé à étudier un système de zérotage rapide, avant de penser qu'une petite machine dédiée à la retouche de douilles pourrait être plus performante - et donc de lancer la présente étude).
En plaçant la douille dans l'autre sens, culot vers le mandrin, la position de la base est constante d'une pièce à l'autre. Mais l'entrainement ne peut se faire que par friction de la base ; même en appuyant fort avec la contre-pointe, ça patine très facilement.
Je faisais comme ça, mais ça ne me satisfaisait pas à cause des patinages fréquents. Je vous mettrai tout de même des photos, seulement il s'avère que celles disponibles ne sont pas parlantes ; faut que je les refasse...
Plus tard aussi, et pour les mêmes raisons, mon tour pakistanais à base de visseuse à pile, déjà présenté sur : https://www.tircollection.com/t14651p175-totale-73#207530
Un accessoire (lunette fixe, un simple roulement à bille fixé sur un support) permet de travailler le culot en se centrant non pas sur l'amorce, mais sur le corps à quelque distance en avant du bourrelet. Seulement, comme tous les travaux au tour pakistanais, c'est à main levée (outil tenu manuellement, posé sur un support, comme pour le tour à bois). Alors la précision des cotes et surtout la répétabilité, c'est pas satisfaisant.
Une lunette fixe est toutefois réalisable pour tous les tours à métaux, gros ou petits.
Pour cerner au mieux ce qui devrait être étudié, il faudrait que ce cahier des charges réponde aux besoins de chacun ; et pour commencer prenne en compte les pratiques de chacun...
Dernière édition par Verchère le Sam 4 Aoû 2018 - 5:29, édité 1 fois (Raison : Ajout de la vue en bout de l'outil, et commentaire afférent.)
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Etude d'un "tour à douilles"
Verchère Ven 3 Aoû 2018 - 6:24
Pour répondre à "cromagnon 07", un mandrin 4 mors est tout de même bien utile pour les pièces carrées ; et dans un "4 mors indépendant" la pièce est assez facile à centrer si on dispose d'un comparateur (j'y arrive généralement en 5 minutes, avec une erreur de co-axialité de l'ordre de 1/100, ce qu'on ne peut généralement pas espérer d'un "3 mors concentrique"). Avec un mandrin 3 mors indépendants, par contre c'est un sacré casse-tête !
Sur un tour à métaux, les avances automatiques ne sont pas ce qu'il y a de plus primordial. Avec de bonnes manivelles, on arrive déjà à faire assez bien (certes, ces manivelles "à boules" ont disparu dans les années 40 à 50 au profit de petits volants bien malcommodes).
La puissance de 650 W ... mon tour d'établi fait 3/4 CV, et je ne l'ai jamais fait ralentir. On a besoin de puissance surtout pour les gros forêts, et les outils qui coupent pas (qu'il vaut mieux affûter).
Et si tu connais quelqu'un dans le décolletage, il y a parfois encore des petits "tours revolvers" qui partent à la ferraille. C'est pas ce qui se fait de plus polyvalent, mais c'est compact et ça fournit une bonne base.
"GM 15" : sur un tour usé, la mandrin est souvent décentré. Sur mon tour d'établi, je colle sur deux des mors une lamelle de clinquant adéquate, avec de la cire (lamelles à remplacer régulièrement) sinon j'ai un faux rond de 0.3 mm.
Le jeu des chariots ça se rattrape, sauf si c'est des barres rondes. Il y a généralement un "lardon" à régler, pourvu de vis très peu commodes. Mais si la glissière est usée, le réglage ne vaut que sur une plage de débattement ; ailleurs ça coince ou ça branle. Il faut donc améliorer les vis de réglage, pour qu'elles soient faciles à manoeuvrer afin de régler le jeu "là où on travaille".
Une règle ancienne, souvent oubliée de nos jours, est que tout déplacement non utilisé doit être bloqué. Chaque chariot doit donc avoir une vis de blocage ; sur les lardons paralléles serrés par des vis transversales, il y avait parfois une vis à tête plus proéminente que les autres, servant à ça ; ou une vis sans contre-écrou.
Les verniers, branlants ou mal re-gravés, c'est aussi chronique : on fixe un comparateur qui affiche les déplacements réels, au lieu des déplacements supposés indiqués par le vernier. Ça permet d'atteindre le 1/100 avec pas mal de vieux tromblons... Le support magnétique est trop facile à accrocher avec la manche, il faut pour chaque chariot imaginer un montage de comparateur spécifique, compact et permettant tous les débattements possibles, en pratiquant sur la machine les trous taraudés nécessaires.
Dans le montage comme tu le pratiques, on peut améliorer l'entrainement en serrant le collet sur le mandrin, par une bague à vis de pression (et patins s'il ne faut pas esquinter).
Pour la contrepointe j'avais réalisé ceci : (c'est parce-que j'aime bien faire des outils, même superflus)

Deux supports, en CM1 et en CM2 car j'avais prévu de pouvoir passer la pièce d'un tour à l'autre, si plusieurs usinages coniques à des angles différents étaient nécessaires. C'est fait à l'économie, avec un bout de tube, une rondelle et une tige, soudés à l'arc, le cône Morse étant usiné séparément.
Dedans une "cartouche" amovible constituée d'un centreur d'amorce et de 2 roulements à aiguilles (j'en avais récupéré un bon nombre), immobilisée par des vis de pression.
Les roulements à aiguilles ne contiennent pas la poussée longitudinale, qui est encaissée par une grosse bille enchassée au fond du tube ; le centreur vient directement appuyer dessus, et avec un paquet de graisse ça fait l'affaire (on n'appuie pas non plus comme une brute, sur la douille).
Pour les deux supports j'ai prévu 3 cartouches, avec des centreurs différents : pistol, rifle avec appui large, rifle avec appui étroit (pour retoucher l'arrière des bourrelets greffés).
Le truc serait parfait ... si comme tu l'as souligné le logement d'amorce n'était pas parfois bien excentré !
Et s'il n'y avait pas ce problème de référence de positionnement longitudinal, qui change à chaque changement de douille.
Et aussi, le changement de douille impose de rentrer et ressortir la pointe tournante ; si elle ne se rebloque pas exactement pareil, ça fausse la référence transversale (diamètre) d'une douille à l'autre.
Alors adieu la précision au 1/100, que le principe d'usinage permettrait pourtant. Même si c'est pas nécessaire, il est tellement plus satisfaisant de sortir des pièces ultra-précises "pour le même tarif"...
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Porte-outils basculants
Verchère Sam 4 Aoû 2018 - 5:50
Les chariots porte-outils, à déplacement linéaire, permettent de grands débattements mais nécessitent des glissières finement ajustées pour obtenir un jeu réduit sans pour autant coincer. Leur fabrication est donc difficile.
A l'opposé, les porte-outils basculant autour d'un axe sont infiniment plus simples, mais de débattement très limité. Limitation cependant compatible avec le travail sur les douilles.
L'implantation des porte-outils a aussi son importance : sous l'effort de coupe, la flexion des supports fausse la cote et peut générer des vibrations aggravant les choses. Il ne faut pas s'en tenir à la flexion du support d'outil lui-même, mais aux flexions additionnées de tous les éléments reliant l'outil de coupe aux paliers qui supportent la pièce en rotation.
On a donc vu des glissières de chariot à déplacement linéaires, usinées à même la face de la poupée portant la broche, juste à côté du palier.
Ou, breveté en 1908 par le suisse André Bechler, un pivot de bascule directement implanté sous le palier supportant la pièce. Disposition on ne peut plus compacte, réduisant au minimum le trajet des efforts entre porte-outils et pièce.
J'ai précédemment mentionné les photos de la page 147 du bouquin de J. Huon sur les cartouches de 8 mm Lebel, où la bascule fait le plus gros du travail pour une balle D ; mais sous les jets d'huile et dans l'enchevêtrement des autres éléments de ce tour type Bechler, on ne voit pas clairement.
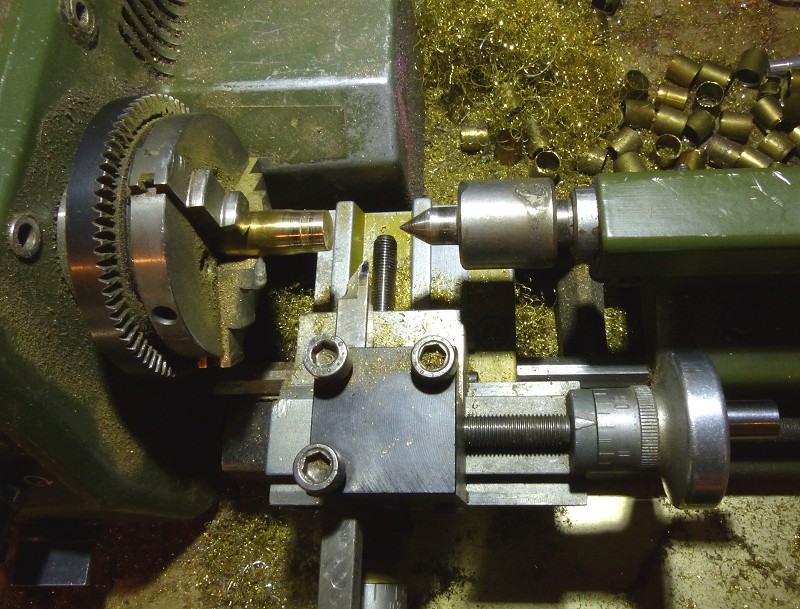
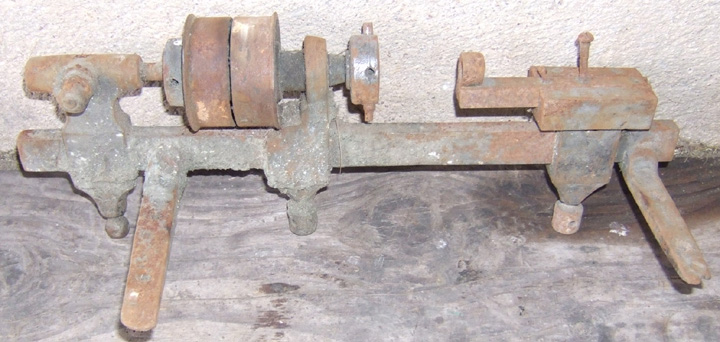
Ici, sur un tour moins élaboré, la vue est plus dégagée : au centre en haut, le "canon" guidant la pièce. En dessous, le gros cylindre brillant avec un petit trou excentré est le pivot de bascule ; celle-ci est un peu compliquée car chaque porte-outil est largement dimensionné et pourvu de dispositifs de réglage. Sous l'effet d'un ressort, la bascule s'appuie à gauche sur une came rotative plus ou moins complexe, dont les creux font engager l'outil de droite, les bosses faisant engager l'outil de gauche (les zones de hauteur moyenne dégageant les deux outils).

La came tourne à vitesse lente, 1 tour de came équivalent au cycle complet pour faire une pièce. Mais, bien que le principe ne soit pas nouveau (apparition entre 1870 et 1880, simultanément en Amérique et en Suisse) et que les premières fabrications aient été plutôt simples, il semble que pour retoucher quelques douilles l'automatisme complet soit bien superflu.
N'empêche que le principe reste utilisable en commande individuelle manuelle, avec une butée réglable pour la profondeur d'engagement de chaque outil, et une position moyenne "neutre".
On notera que sur cette bascule dont la forme globale est un U, les outils sont montés l'un arête en haut, l'autre en bas ; car on ne change pas le sens de rotation pour passer d'un outil à l'autre. Les habitués remarqueront d'ailleurs que la disposition des arêtes montre que la machine tourne "à l'envers" du sens usuel. C'est le cas général sur la plupart des tours de décolletage, pour simplifier le "taraudage différenciel" avec des tarauds et filières conventionnels.
Pour l'usage des douilles, qu'il s'agisse de bascule en U ou de leviers simples, il faudra prévoir un dispositif d'ajustage longitudinal (ou hauteur, sur une perceuse) ; qui peut se trouver au niveau du pivot, ou au point de fixation de l'outil sur le levier. Le système le plus simple est d'empiler des cales (ou rondelles) d'épaisseurs variées ; c'est casse-pieds, mais facile à réaliser.
Autour d'une pièce, des leviers droits on ne peut en mettre que 2 ou 3 ; pour en monter 4 il faudrait essayer diverses formes de levier coudé.
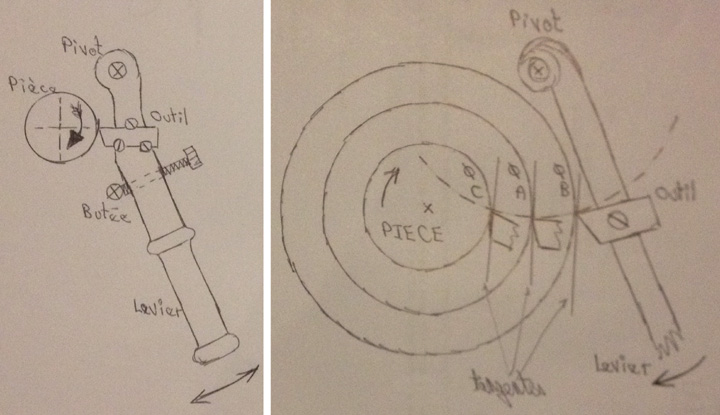
Un gros inconvénient des outils basculants, c'est la forme de leur trajectoire, courbe : quelle que soit la position du point de pivot, si l'outil est parfaitement positionné sur une pièce de Ø A, il sera "trop bas" sur une pièce plus grosse (Ø B) et "trop haut" sur une pièce plus petite (Ø C). Un affûtage judicieux autorise toutefois quelque liberté, et dans une retouche de douilles la profondeur de plongée étant toujours faible (moins de 2 mm, sauf arasage d'un culot), l'erreur de hauteur de l'outil sera limitée.
Il faut tout de même prévoir que l'outil puisse être placé plus ou moins incliné sur le levier, pour s'adapter au diamètre de la douille travaillée. Pour éviter de cumuler 2 réglages au même endroit (ce qui dérègle l'un quand on touche à l'autre), le réglage longitudinal (ou hauteur) devrait alors plutôt se faire au niveau du pivot.
Pivot qui ne peut pas être un simple trou dans un fer plat faisant levier : il ne doit permettre ni jeux ni oscillations !
Il-y aurait pas mal d'essais à faire de ce côté, pour trouver des solutions satisfaisantes, assez aisément réalisables sans outillage lourd.
Mais je pense que ça vaut la peine de creuser, car malgré leurs possibilités limitées les outils sur levier basculant paraissent tout à fait adaptés au travail des douilles, retouche des bourrelets en particulier.
Tandis que la réalisation de chariots à déplacement linéaire semble bien illusoire sans outillage lourd ; et même avec tour et fraiseuse, ce n'est pas rien !
Des leviers basculants pourraient s'adapter sur une forte cloison verticale fixée au banc d'un tour (disposition autrefois commune en décolletage), mais leur étude paraît plus simple sur une plaque posée horizontalement sur la table d'une perceuse à colonne, plaque portant un pion de centrage sur roulements pour le logement d'amorce, la douille étant entraînée par le collet pris dans le mandrin.
J'ai déjà quelques idées de problèmes potentiels et de façons de les contourner ; mais pas trop le temps de les tester ces jours-ci.
Alors, si vous voulez jouer...
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Etude d'un "tour à douilles"
T.Jiel Jeu 16 Aoû 2018 - 7:56
Je n'avais aucune idée de la manière dont on fabrique les douilles de munitions. Le langage métallier m'est plutôt étranger et j'avoue que beaucoup d'aspects m'échappent encore, après lecture de ce qui a été écrit plus haut. Mais...
En en commençant la lecture, je me suis dit, ce Verchère, tout de même, un sacré phénomène! Ensuite j'ai compris que des phénomènes ds son genre, il y en a d'autres sur ce forum.
Des gens qui s'interrogent, analysent, cherchent, essaient, recommencent etc..., et accumulent de l'authentique savoir au fil du temps tout en gagnant conjointement en liberté, expérience fondamentale. En effet, à quoi sert de brasser la vie sans trop comprendre ce qui nous entoure entre notre naissance et notre mort toujours prochaine?
Et à quoi ça sert de comprendre certaines choses et de ne pas les partager?
Et ici, cerise sur le gâteau : le savoir se partage.
, m'ssieurs dames! Fermeture de la parenthèse).

T.Jiel- Membre confirmé
- Nombre de messages : 311
Age : 69
Localisation : Le Mans 72
Date d'inscription : 17/07/2018
Re: Etude d'un "tour à douilles"
HELIX Jeu 16 Aoû 2018 - 8:35
T.Jiel a écrit:Juste un petit mot en passant, qui n'apportera rien au sujet. J'ai lu ds la charte du forum en m'inscrivant (excellente au demeurant) que l'un des objectifs poursuivis ici est le partage et la transmission du savoir.
Je n'avais aucune idée de la manière dont on fabrique les douilles de munitions. Le langage métallier m'est plutôt étranger et j'avoue que beaucoup d'aspects m'échappent encore, après lecture de ce qui a été écrit plus haut. Mais...
En en commençant la lecture, je me suis dit, ce Verchère, tout de même, un sacré phénomène! Ensuite j'ai compris que des phénomènes ds son genre, il y en a d'autres sur ce forum.
Des gens qui s'interrogent, analysent, cherchent, essaient, recommencent etc..., et accumulent de l'authentique savoir au fil du temps tout en gagnant conjointement en liberté, expérience fondamentale. En effet, à quoi sert de brasser la vie sans trop comprendre ce qui nous entoure entre notre naissance et notre mort toujours prochaine?
Et à quoi ça sert de comprendre certaines choses et de ne pas les partager?
Et ici, cerise sur le gâteau : le savoir se partage.
Fermeture de la parenthèse).
Tout comme T.Jiel mes connaissances en matière de travail du métal sont nulles, et si je n'ai pas tout compris à la première lecture à cause de certains termes qui me sont étrangers, j'apprécie énormément ce type d'article grâce auquel j'apprends énormément.



HELIX- Administrateur
- Nombre de messages : 25197
Age : 56
Date d'inscription : 12/02/2009
Re: Etude d'un "tour à douilles"
Pocomas Jeu 16 Aoû 2018 - 11:37

Idem pour moi.
Je voudrais remercier aussi T.Jiel qui a su se fendre d'un post pour rendre un petit hommage bien mérité à nos contributeurs qui se décarcassent pour nous faire partager leur passion
BRX en faisait partie.
C'est assez rare pour être souligné dans un monde de consommateurs d'infos où l'on trouve normal de se servir gratuitement sans scrupules. Quand on ne se fait pas critiquer ! ...

Pocomas- Administrateur
- Nombre de messages : 19447
Age : 69
Date d'inscription : 28/12/2008
Re: Etude d'un "tour à douilles"
Mezigot Jeu 16 Aoû 2018 - 20:46
On peur aussi entraîner par la base en faisant passer par la lumière du puits d'amorce une vis prenant appui sur la face interne du culot et assurant le serrage contre une pièce cylindrique ayant un trou fileté en son centre. Bien entendu, cela ne marche que pour un amorçage Boxer.
Cordialement,
Mezigot- Pilier du forum
- Nombre de messages : 2072
Age : 53
Date d'inscription : 02/09/2011
Re: Etude d'un "tour à douilles"
Verchère Ven 17 Aoû 2018 - 5:04
Intéressant ; j'y avais même pas pensé parce-que mes vieilles bécanes ne me permettent pas de reprendre une pièce des 2 côtés avec une concentricité acceptable, sans faire de pirouettes compliquées. Mais pour celui qui y arriverait, c'est bien plus simple que mes pointes tournantes "spéciales amorces".Mezigot a écrit:... outils ... comportant un téton central entrant dans le puits d'amorce sans toutefois s'appuyer au fond, l'appui se faisant sur une base disquaire portant sur le culot de l'étui, et de l'autre coté de cette base disquaire, un trou central conique pour y insérer soit une pointe fixe, ou une pointe à roulement assurant le centrage par l'entremise de la poupée. ...
Pour ceux qui arrivent à faire un trou taraudé Ø 2.0, c'est aussi à retenir.Mezigot a écrit:... entraîner par la base en faisant passer par la lumière du puits d'amorce une vis prenant appui sur la face interne du culot et assurant le serrage contre une pièce cylindrique ayant un trou fileté en son centre. ...
J'ai un truc voisin, que je présenterai bientôt, mais à entrainement par simple friction (ce qui est un peu juste).
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Etude d'un "tour à douilles"
Verchère Ven 17 Aoû 2018 - 5:39
https://www.naturabuy.fr/tour-horloger-micro-mecanique-avec-moteur-support-item-4704896.html
C'est un petit appareil très analogue au burin fixe présenté plus haut
( https://www.tircollection.com/t37999-etude-d-un-tour-a-douilles#511052 ),
Et qui semble plus récent et de bien meilleure facture que celui-ci :
Aucun des deux n'a d'ailleurs de "support de burin", ils devaient être utilisés pour percer, chanfreiner ou tarauder. Un porte-outils à 2 axes, tout simple, suffirait effectivement à faire de ces deux pièces des "tours à douilles" acceptables ; mais un tel porte-outil, c'est pas si facile à faire !
Celui de Natura... pourrait être de la fin XIXe ou début XXe, avec son banc à barre carrée ; notez que les deux poupées, fixe et mobile, paraissent identiques ; ce qui relève d'une conception rationnelle.
Le prix est peut-être "un peu" élevé, du moins pour en faire un usage réel...
Le "tout pourri" paraît de conception plus ancienne, mais des appareils analogues étaient encore proposés en 1913. Il provient du démantèlement de la fonderie Lamboley (Plancher les Mines - Haute Saône), vers 1985 ou 90 ; BRX n'avait jamais vu d'engin aussi primitif, même dans les ateliers les plus poussièreux...
Il me semble que le concept de ces deux appareils (surtout celui de Natura, à barre carrée) permettrait la réalisation d'un petit tour "ultra-économique" adapté à l'usage dont il est question ici...
Notez bien que je vise le MINIMALISTE. Il est certain que les tours d'établi du commerce, même les pires daubes chinoises, suffiraient, et seraient même sous-utilisés.
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Etude d'un "tour à douilles"
Dirty Larry Mar 21 Aoû 2018 - 23:34
Ayant hésité à 18 ans entre des études d'armurier et la fac d'histoire, et finalement choisi les bouquins (et surtout la bière à 6 francs le demi, les cours hautement facultatifs et la proximité avec les 85% d'étudiantes d'Histoire de l'Art et de Psycho), à vingt ans je fabriquais des douilles de .43 Spanish avec des .348 reprises à la grosse lime et au papier de verre (à la main, sans même un étau), la chambre du fusil servant de jauge, avant un fire-forming effectué sans recuit :

....ça marchait, mais il me fallait une soirée par étui (j'en ai fait dix) et extraire à la baguette (bois)
Après des années d'abandon de ce genre d'artisanat, j'ai découvert TCAR, et suis passé de la préhistoire à l'antiquité : (ici pour amincir des bourrelets de .45 Colt ou de .45 Schofield pour faire du .455/476" pour un Webley WG ) : un rendu correct nécessite quelques pauses pour vérifier l'épaisseur du bourrelet avec une jauge, mais je suis passé à un étui préparé en 5 minutes... et ils marchent fort bien.
Entraînement par friction avec un étui de 6,5X57 recoupé, pion de centrage en laiton tourné avec la perceuse et du papier de verre, cales en tôles pour éviter de trop limer de biais, lime appliquée à la main. Étonnamment, ça ne patine pas, ça ne bloque pas, même en appuyant de toutes ses forces sur la lime (à une main, l'autre maintient la pression du mandrin vers le bas pour "coller "au support, et accessoirement assurer l'entraînement de l"étui par friction)

Si je ne saisis pas toutes les subtilités mécaniques (je n'ai jamais utilisé de tour) des échanges sur ce fil, le propos est suffisamment clair pour en saisir les problématiques, d'autant plus que, comme pas mal de tireurs, un "tour à étuis" me serait d'un grand secours, et je suis bien partant pour le rajouter à mes 345 projets en cours. Je citerai me concernant :
- Reprise et amincissement des bourrelets (11m73, .455/476")
- Réduction d'épaisseur de collets , par tournage interne ou externe ( 9 mm Steyr )
- Réduction du diamètre du corps d'un étui (.348 en .43 Spanish, 7,5 GP11 en 6,5X57)
Qu'il s'agisse d'un dispositif à monter sur une perceuse à colonne (ou plutôt des dispositifs, un avec entraînement par le collet comme mon bricolage actuel, un à entraînement par le culot ou par le corps de l'étui pour le travail sur le collet) ou d'un "tour" primitif à fabriquer soi-même, j'aurai aussi tendance à privilégier la simplicité ou du moins quelque chose que l'on puisse fabriquer "à la main" ou avec des outils et composants courants.
Étant technologiquement au niveau de la perceuse à colonne, j'avoue que cette base pour en faire un "tour vertical" me semble bien plus accessible que la prise en main d'un "vrai" tour ou que la fabrication d'un engin de A à Z...( Quoique, les moteurs ça se trouve, et j'ai en projet d'apprendre à souder...) reste à voir si je suis un exemple isolé, ce qui est probable, j'ai l'impression que tous ceux qui "pratiquent", même modestement par rapport à Verchère ou au regretté BRX dont j'ai lu pas mal de posts, ont un niveau de savoir-faire largement supérieur au mien.
La volonté de rechercher des solutions "minimalistes" me laisse cependant espérer que certaines soient à ma portée, voire que ma totale candeur et la puissance de la flemme ne me permettent de contribuer par diverses propositions "de l'âge de pierre".
D'ailleurs, dont acte :
Pour le travail sur le collet, la maintien de l'étui ne pourrait-il se faire simplement par serrage dans le mandrin (si son ouverture est suffisante), en glissant autour de l"étui une bague fendue constituée par une tronçon de tube (cuivre par exemple) du bon diamètre (le fait qu'il soit fendu permettant le serrage) ?
Ce "tube fendu", si les assez épais, permettrait la tenue dans le mandrin d'étuis à bourrelet.
Légèrement alésé en cône, il permettrait de rattrapper la conicité des étuis... coniques.
Suivant le même principe, et si le jeu du mandrin n'est pas trop rédhibitoire (question qui se pose sur ma perceuse à colonne chinoise), ce type de "bague" pourrait permettre d'enfoncer l'étui collet en avant dans le mandrin, assez profondément, pour travailler le culot.
Dirty Larry- Pilier du forum
- Nombre de messages : 1068
Age : 45
Date d'inscription : 01/02/2016
Re: Etude d'un "tour à douilles"
Verchère Ven 24 Aoû 2018 - 15:43
J'ai tout de même eu ma période "perceuse + lime", mais plutôt en calibres pour Bulldog vu que j'avais pas déniché de Rolling-Block ou autre source de fortes inspirations...
Le problème de la lime c'est que l'outil comporte plein de petites dents pas trop coupantes, qui se remplissent instantanément de copeaux ; et rapidement c'est avec les copeaux qu'on usine (malproprement et peu régulièrement). Il faut donc déplacer la lime sur sa longueur, pour que les copeaux se vident et dégagent les dents ; mais durant ce déplacement la lime oscille et ondule toujours un peu, quel que soit le savant montage de cales de guidage.
La solution est de réduire la lime à une seule dent, présentant assez de relief pour que le copeau ne puisse pas y bourrer. Les mécaniciens appellent ça un grattoir ou un burin, les ébénistes un ciseau, et ça fait un excellent travail pourvu qu'on dispose d'un point d'appui très proche pour se caler. Mais ça mord facilement beaucoup, beaucoup trop, et l'entraînement patine ou l'outil broute. Il faut donc un sérieux tour de main pour arriver à une cote précise sans la dépasser.
La solution est alors de monter ce burin sur un support permettant d'une façon ou d'une autre d'en avoir un meilleur contrôle, avec des butées mécaniques empêchant d'aller trop loin. On est arrivé à l'outil de tour ou de raboteuse, qui n'est guère qu'une lime à une seule dent (+ facile à réaffûter) montée sur un support mécanique.
En solution "minimaliste" je pense que la perceuse à colonne s'impose. Car pour bricoler un tour à partir de rien, le problème n'est pas la soudure d'éléments de bâti.
On pourrait aussi les faire en aluminium coulé, technique qui ne demande pas le moindre outillage spécial. Les gaulois faisaient ça avec du bronze, et question machines-outils ils n'étaient pas bien équipés ; plus prés de nous, sur certains marchés d'Afrique Noire on voit des fondeurs de grosses casseroles en alu, qui les coulent devant les clients, à même le sol.
Mais il y aura nécessairement des montages de paliers ou de roulements, dont l'alésage va demander au moins ... un tour !
Peut-être pourrait-on trouver un élément automobile comportant déjà un bâti à paliers, des roulements et un axe, qui pourrait se greffer directement sur une robuste barre formant le banc. J'ai pas trop cherché, mais à première vue on pourrait imaginer un alternateur expurgé de ses bobinages...
Alors dans le genre, pourquoi pas directement un moteur, en fixant un mandrin à la place de la poulie ? Par exemple un de ces moteurs de lave-linge moderne, avec carte électronique gérant le changement de sens et faisant variateur continu ? Quoique, sans démultiplication ça risque de tourner un peu vite...
Un mot sur la soudure : c'est pas si facile à apprendre. Alors si on a une soudure à faire de temps à autres, mieux vaut demander à un copain qui sait le faire, plutôt que de tout bouziller soi-même ; surtout s'il s'agit d'assembler des pièces fragiles avec un minimum de déformations (la déformation nulle tenant de l'impossible).
Pour en revenir à la perceuse à colonne, le problème est le jeu dans la broche, souvent important (et un peu délibéré, pour que le forêt s'aligne sur le trou de pointage - c'est une perçeuse, pas une pointeuse). Et le fait que les mandrins tournent rarement rond, voire parfois comme des patates !
Du côté entrainement, en travaillant à l'autre bout (guidé sur un pion d'amorce par exemple) c'est admissible, mais il n'est pas trop question d'usiner à ras des mors d'un tel mandrin.
Ce qui oblige effectivement à disposer de 2 montages, avec un système de prise par le culot pour travailler les collets. Système facile à réaliser (pince) ... si l'on dispose d'un vrai tour ! Et là le serpent se mord la queue...
Comme le souligne "Dirty Larry", il y aurait donc à creuser du côté du maintien des étuis par le culot, dans un mandrin de perceuse. Pour les petits travaux le mandrin universel "3 chunk" de LEE convient ; il ne glisse pas, mais ne tourne tout de même pas bien rond.
Avec de petits moyens, on se débrouille aisément pour les douilles à bourrelet. Je vous montrerai, mais pour ceux qui sont pressés je donne déjà trois indices : "écrou à collets battus" et "tétine mâle" au rayon plomberie cuivre, plus une "pièce de monnaie".
Sans doute y-a-t'il quelques autres objets courants facilitant la confection de pinces prenant le culot, mais la taille du mandrin peut poser problème : il accepte souvent 13 mm, parfois seulement 10, rarement 16 mm.
Il faut aussi garder l'esprit ouvert : une perceuse à colonne basculée à l'horizontale ressemble fortement à certains tours à métaux spéciaux. Alors certaines astuces de construction des tours à métaux peuvent s'y appliquer ; mais faudrait que je fasse des crobards...
Et le ressort de rappel des perceuses sensitives, souvent il est assez facile à décrocher (enfin, pas toujours...).
Le tournage interne des collets, par contre, je crains que sur une perceuse ce ne soit bien compliqué... Mais en bourrant dedans une tige expandeur adéquate (qui peut du même coup servir d'entraîneur - ou de centreur), ça peut se régler en tournage externe (le problème étant ensuite d'extraire la tige). Alors faudrait que le "tour à douilles" permette aussi de fabriquer ladite tige ; en acier, c'est plus difficile !
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Etude d'un "tour à douilles"
freebird Ven 24 Aoû 2018 - 17:42
Le pion en laiton (2 modèle: Rifle et Pistol) est pris dans le mandrin à pince du tour pour minimiser le faux rond d'un mandrin trois mors. (pour adapter à une perceuse, il faut utiliser le système présenté par Verchère d'un pion de centrage sur roulement sur la table de la perceuse)
la tige de blocage est dotée d'un côté d'un pion de 1.4 mm de diamètre qui entre dans le puits d'amorce et d'un plat qui vient bloquer le fond d'étui contre le pion du mandrin et assurera l'entraînement. De l'autre côté, un perçage conique assure le centrage d'une pointe tournante dans la poupée mobile. (pour une perceuse, il faut que ce bout de la tige soit pris dans le mandrin, la pression contre le pion tournant assurera la mise en rotation.
Le point de référence est la base du bourrelet, en taillant le pion de centrage plus petit que le diamètre final du bourrelet, on peut effectuer toutes les opérations: tournage bourrelet, chanfrein arrière, amincissement bourrelet, tournage du corps d'étui, coupe à longueur.
Seul les tournages du collet, intérieur comme extérieur, ne sont pas vraiment envisageables (encore qu'extérieur, ça se fait, mais c'est scabreux, ou alors il faut un ensemble de tige au diamètre interne pour assurer le soutien lors de la pression de l'outil.



exemple avec une 30-30, dans ce cas de figure, on voit que la tige (une vis de 8mm légèrement réduite pour entrer juste, c'est du provisoire qui dure...) permet un certain soutien du collet s'il y avait à intervenir là. pour la coupe à longueur (là, c'est pour faire du 9.4 Hollandais à partir du 30-30, donc coupe à +/- 24mm de long), pas besoin de soutien, un outil en HSS bien affûtée fait le job à merveille.

désolé, pas de photos en situation, le tour est actuellement dans une autre configuration...
https://www.youtube.com/watch?v=QxIWDmmqZzY

freebird- Pilier du forum
- Nombre de messages : 1765
Age : 56
Localisation : Lot 46
Date d'inscription : 28/12/2013
Re: Etude d'un "tour à douilles"
Verchère Ven 24 Aoû 2018 - 23:40
Pas encore de photos chez moi non plus, le tour étant monté pour autre chose.
Et l'un des deux systèmes pour tour que j'aurai à présenter, est quasi-identique à quelques détails de réalisation près.
L'autre étant fonctionnellement très proche de celui de "GM15" ; on dirait bien qu'il n'y a pas 36 solutions, mais seulement 2 !
Je pencherais plutôt pour celle de "freebird", qui donne une référence de cote invariable du côté de la broche.
Mais qui implique un entrainement par friction, ce qui limite la taille du copeau (sinon ça peut patiner).
Depuis un moment une idée me trotte dans la tête : réunir ces deux solutions en une seule, en entraînant simultanément par les deux côtés !
Il faudrait alors que la contre-pointe soit entrainée en rotation à même vitesse que la broche, disposition curieuse mais pas tant que ça :
- elle est systématique sur les machines de décolletage modernes, avec une pince dans la contrepointe pour maintenir et entraîner la pièce durant le tronçonnage, ce qui évite de laisser un petit moignon de tronçonnage.
- elle se faisait déjà avant 1914, pour entraîner le forêt en sens inverse de la pièce, augmentant ainsi la vitesse de coupe relative des forêts, tout en conservant la vitesse de rotation de la pièce donnant une vitesse de coupe correcte sur le diamètre extérieur, plus gros.
Et pour faire tourner un taraud un peu plus vite ou un peu moins vite que la pièce, pour tarauder / détarauder (principe du "taraudage différenciel").
Je comprendrais très bien que ce qui précède soit du chinois pour la plupart d'entre vous ; disons que c'est destiné à ceux qui comprendront, au cas où ils aient déjà envisagé ça...
Verchère- Pilier du forum
- Nombre de messages : 19089
Age : 66
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Etude d'un "tour à douilles"
Dirty Larry Sam 25 Aoû 2018 - 17:54
 )je vous rassure, je crois avoir tout intégré (merci au passage pour les considérations sur le concept de "lime à une dent" bien utile pour commencer par le commencement du comment-tesque-ça marche)
)je vous rassure, je crois avoir tout intégré (merci au passage pour les considérations sur le concept de "lime à une dent" bien utile pour commencer par le commencement du comment-tesque-ça marche) L'entraînement par les deux côtés, je saisis aussi l'intérêt en terme de limitation des rotations patatoïdes et de "couple" supérieur limitant les risques de patinage une fois l'outil engagé au contact de l'étui...
D'autant plus que le système de Freebird me tafure ( "me tafure" = me pose question et suscite ma curiosité ) : si j'ai bien saisi, l'entraînement n'est effectué que par la friction entre deux surfaces planes (culot de l'étui contre surface plane du pion en laiton), renforcée par la pression (contrée par la tige interne de soutien ) ?
Une autre question : quel matériel faut-il pour tailler et affûter des barres d'acier rapide (par exemple du type "2 x 16 x 200 mm" que j'ai vu à 2 euros pièce) où, plus sympa dans le principe, de vieux outils de tour de récup' ? Par ce que ça doit être raide, comme ferraille....
Sinon mon idée du jour, c'est de fixer ma perceuse à colonne à demeure sur un châssis et de commander au pied l'abaissement de la tête pour me libérer les deux mains...
Dirty Larry- Pilier du forum
- Nombre de messages : 1068
Age : 45
Date d'inscription : 01/02/2016
Re: Etude d'un "tour à douilles"
freebird Sam 25 Aoû 2018 - 19:01
Et pas de tournage patatoïde puisque tout est aligné sur les deux pions... (sauf si le puits d’amorce est excentré, mais dans ce cas, vaut mieux jeter les étuis...)
Pour affûter du HSS (l'idéal à mon idée pour usiner le laiton, on obtient de bien meilleure coupe qu'au carbure), il faut un touret avec un meule blanche. Et surtout une table de bonne taille devant la meule sur laquelle faire glisser un petit étau orientable dans tous les sens pour faciliter le respect des angles.
Mais même à main levée, ça le fait assez vite. Pas forcément optimum, mais on fait pas de la production.
https://www.youtube.com/watch?v=QxIWDmmqZzY
freebird- Pilier du forum
- Nombre de messages : 1765
Age : 56
Localisation : Lot 46
Date d'inscription : 28/12/2013
Re: Etude d'un "tour à douilles"
Dirty Larry Dim 26 Aoû 2018 - 0:51
A 2 euros la barre d'acier rapide de 2X16 mm de section, le jeu en vaut la chandelle niveau gain de temps. L'idée serait d'attaquer le bourrelet par le côté et non par le dessus (pour avoir moins de surface d'attaque et donc moins de résistance et e risque de patinage), en faisant coulisser l'outil poussé à la main sur une simple cale de la bonne épaisseur (celle du bourrelet fini), deux plaquettes de bois verticales formant guide pour l'outil.
Le point de mire restant le tournage du corps des 50 étuis de .348 Winch que je garde précieusement depuis 20 ans pour en faire des .43 spanish pour mon Rolling-Block, sachant que là y'a pas mal de matière à enlever et que cela implique un outil monté sur un "chariot" coulissant pour attaquer par le haut de la zone à rogner, puis en descendant, un peu comme sur un "vrai" tour... c'est encore loin, une chose à la fois !
Dirty Larry- Pilier du forum
- Nombre de messages : 1068
Age : 45
Date d'inscription : 01/02/2016
Page 1 sur 6 • 1, 2, 3, 4, 5, 6
» etude detaillée des outils lynx
» Identification projectile 25 mm
» n° de série de 1873
» Calibre Mosin-Nagant et Lee-Enfield : Balle TPM311ME
TIR et COLLECTION Armes Règlementaires :: Le rechargement :: Poudres, presses, outils, composants et techniques de rechargement